开式整体叶盘叶片螺旋精加工的刀具路径生成方法、模块
- 国知局
- 2024-08-01 00:08:45
本发明属于铣削加工领域,具体涉及一种开式整体叶盘叶片螺旋精加工的刀具路径生成方法,及其对应的刀具路径生成模块。
背景技术:
1、新型高推比高性能航空发动机的低压压气机风扇和高压压气机转子普遍采用开式整体叶盘结构,相比于传统的叶片和轮盘装配的结构,整体叶盘省去了连接部件,减少了部件数量,使发动机结构大为简化,重量减轻,因此整体叶盘结构在航空领域得到了广泛应用。
2、开式整体叶盘的叶片曲面为直纹面或自由曲面,加工精度要求高,通常采用的方法为定轴铣加钳工抛修、单个曲面的五轴铣、将通道视为异形管道的五轴螺旋铣或等高铣。上述方法分别存在以下问题:加工效率低下、表面质量差;加工精度低、接刀痕高度过大;刀痕垂直于流线方向,降低了产品性能。
3、叶片在加工中让刀是造成加工精度损失的重要因素,采用螺旋加工方式在一定程度上可以减小单面加工叶片时因分别去除吸力面和压力面多余材料而引起的残余应力变形。同时由于采用螺旋加工路径,刀痕平行于流线方向,能够提高表面质量和加工精度,刀位轨迹连续光滑,加工过程中无进退刀,可以直接采用高速铣方法进行叶片加工。
4、综上所述,对于采用开式整体叶盘结构的转子来说,采用螺旋加工工艺是提高转子加工精度的有效方法。在此基础上,如何在开式整体叶盘中的叶片在螺旋精加工过程中,快速求解出满足无进退刀约束的最优刀具路径,正成为本领域技术人员亟待解决的新的难题。
技术实现思路
1、为了解决在开式整体叶盘中的叶片在螺旋精加工过程中,难以快速求解出满足无进退刀约束的最优刀具路径的问题,本发明提供一种开式整体叶盘叶片螺旋精加工的刀具路径生成方法,及其对应的刀具路径生成模块。
2、本发明采用以下技术方案实现:
3、一种开式整体叶盘叶片螺旋精加工的刀具路径生成方法,其包括如下步骤:
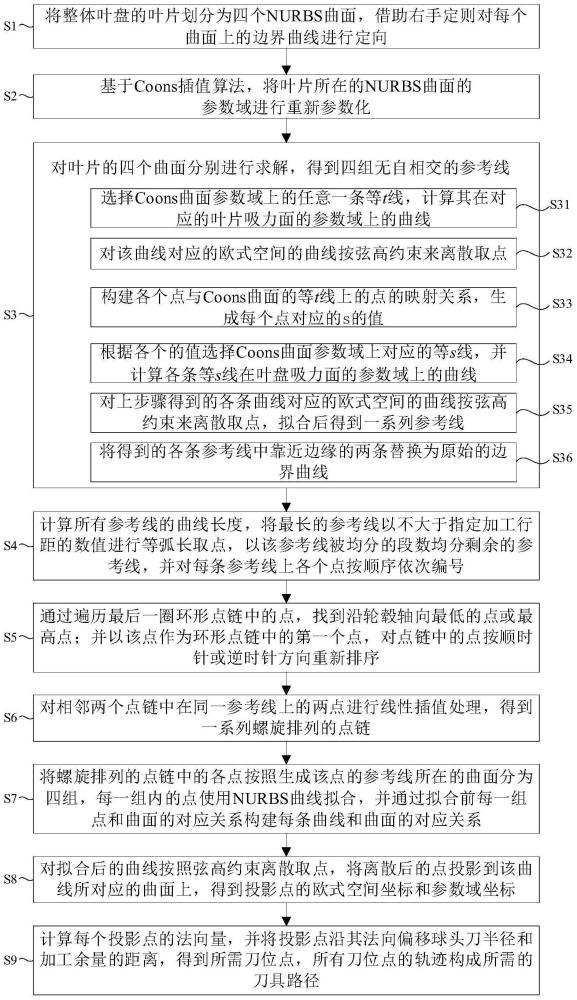
4、s1:将整体叶盘的叶片划分为四个nurbs曲面,借助右手定则对每个曲面上的边界曲线进行定向,记为:now_edge、next_edge、opposite_edge和present_edge。
5、s2:基于coons插值算法,将叶片所在nurbs曲面r(u,v)在coons曲面的s-t参数域内进行重新参数化。
6、s3:对叶片的四个曲面分别进行求解,得到四组无自相交的参考线。
7、其中,每个曲面上参考线的生成方法包括:
8、s31:选择coons曲面参数域上的任意一条等t线,计算其在对应的叶盘吸力面的参数域上的曲线,记为cmid2。
9、s32:对曲线cmid2对应的欧式空间的曲线cmid3按弦高约束来离散取点,得到的各个离散点记为pi。
10、s34:构建各个点pi与coons曲面的等t线上的点的映射关系,生成每个点pi对应的si的值。
11、s35:根据各个si的值选择coons曲面参数域上对应的等s线,并计算各条等s线在叶盘吸力面的参数域上的曲线。
12、s36:对上步骤得到的各条曲线对应的欧式空间的曲线按弦高约束来离散取点,并对离散出的欧式空间上的点使用nurbs曲线拟合,得到一系列满足弦高约束的参考线。
13、s37:将得到的各条参考线中靠近边缘的两条替换为原始的边界曲线present_edge和next_edge。
14、s4:计算所有参考线的曲线长度,将最长的参考线以不大于指定加工行距的数值进行等弧长取点,以该参考线被均分的段数均分剩余的参考线,保证所有参考线上的点数量相等;并对每条参考线上各个点按顺序依次编号。
15、s5:各条参考线上编号相同的点形成能够围绕叶片一圈的环形点链,通过遍历最后一圈环形点链中的点,找到沿轮毂轴向最低的点或最高点;并以该点作为环形点链中的第一个点,对点链中的点按顺时针或逆时针方向重新排序。
16、s6:对相邻两个点链中在同一参考线上的两点进行线性插值处理,得到一系列螺旋排列的点链。
17、s7:将螺旋排列的点链中的各点按照生成该点的参考线所在的曲面分为四组,每一组内的点使用nurbs曲线拟合,并通过拟合前每一组点和曲面的对应关系构建每条曲线和曲面的对应关系。
18、s8:对拟合后的曲线按照弦高约束离散取点,将离散后的点投影到该曲线所对应的曲面上,得到投影点的欧式空间坐标和参数域坐标。
19、s9:计算每个投影点的法向量,并将投影点沿其法向偏移球头刀半径和加工余量的距离,得到所需刀位点,依次用线段连接刀位点即构成所需的刀具路径。。
20、作为本发明进一步的改进,步骤s2中,叶片所在nurbs曲面r(u,v)的表达式如下:
21、
22、上式中,i表示u方向控制点的序号,i=0…m;j表示v方向控制点的序号,j=0…n;dij表示曲面的三维控制点,ωij表示各控制点对应权值,ni,k(u)表示曲面k次b样条基函数,nj,l(v)表示曲面的l次b样条基函数。
23、作为本发明进一步的改进,叶片曲面重新参数化后的表达式如下:
24、
25、上式中,d0,d1,c0,c1分别为叶片曲面对应的参数域边界曲线,q00,q01,q10,q11分别为叶片曲面对应的参数域的四个角点。
26、作为本发明进一步的改进,步骤s31中,cmid2的生成方法包括:
27、获取任意一个coons曲面参数的等t线,按照预设的步长循环计算得到一系列的二维点qi(s,tmid),对得到的点进行二维nurbs曲线拟合,得到叶盘吸力片的参数域上的曲线cmid2;其表达式如下:
28、
29、上式中,i表示控制点的序号,i=0…n;di表示曲线的控制点,ωi表示各控制点对应权值,ni,k(u)表示k次b样条基函数。
30、作为本发明进一步的改进,步骤s32中,根据弦高约束来离散取点的方法包括:
31、(1)令t0=0计算cmid2(t0)作为初始点p0,目标弧长s0=0。
32、(2)根据弦高误差公式计算相邻两点之间的弧长ds。
33、(3)对计算出的弧长ds进行累加得到目标弧长si+1:
34、si+1=si+ds。
35、(4)依据曲线cmid3的弧长与曲线cmid2的参数的映射关系,求解出对应的ti+1。
36、(5)循环求解直至曲线cmid2的终点,输出求解出的各点pi的坐标。
37、作为本发明进一步的改进,步骤s34中,每个点pi对应的si的值采用黄金分割法进行计算,迭代计算如下的函数的极小值所对应的si:
38、f(si)=||q(si,tmid)-pi||2,
39、得到的点(si,tmid)即为pi在步骤二中coons曲面参数域的等t线上对应的点。
40、作为本发明进一步的改进,步骤s32、s36和s8的计算过程中,为满足弦高约束采用的弦高误差公式如下:
41、
42、上式中,e表示允许的最大弦高误差,f为相邻两点的直线距离,kn为曲面在该点处的法曲率;r为曲线cmid3在该点处的曲率半径,其满足:
43、
44、作为本发明进一步的改进,步骤s6中,生成螺旋排列的点链采用的线性插值操作的表达式如下:
45、
46、上式中,n0、n1、n2、n3分别为环形点链在叶片四个面上的点的数量,nall为环形点链的总数量;l0ij表示第0个面上第j圈环形点链上的第i个点,a0ij表示第0个面上第j圈螺旋点链上的第i个点。
47、作为本发明进一步的改进,步骤s9中,计算投影点在其曲面上的法向量n(u0,v0)的公式如下:
48、
49、上式中,ru(u0,v0)、rv(u0,v0)分别为曲面u、v方向的一阶偏导矢。
50、本发明还包括一种刀具路径生成模块,其包括存储器、处理器以及存储在存储器上并在处理器上运行的计算机程序,该处理器执行计算机程序时,采用如前述的开式整体叶盘叶片螺旋精加工的刀具路径生成方法,根据开式整体叶盘的三维模型,生成叶片螺旋精加工过程的刀具路径;并发送到对应的数控机床。
51、本发明提供的技术方案,具有如下的有益效果:
52、本发明提供的一种可以生成整体叶盘中叶片在螺旋精加工中的螺旋路径的标准方法,该方法使用基于coons重参数化的方式计算螺旋加工轨迹生成所依赖的参考线,因而可以适用于有裁剪曲面的叶片。根据组合曲面叶片造型,本发明给出了组合曲面叶片螺旋加工刀位轨迹生成方法和切触点的计算公式,因而可以应用于所有存在裁剪曲面的组合曲面造型叶片的螺旋精加工。
53、叶片在加工中让刀是造成加工精度损失的重要因素,本发明采用螺旋加工方式在加工过程中无进退刀,在一定程度上可以减小单面加工叶片时因分别去除吸力面和压力面多余材料而引起的残余应力变形。同时由于采用螺旋加工路径,刀痕平行于流线方向,能够提高表面质量和加工精度,刀位轨迹连续光滑,可以直接采用高速铣方法进行叶片加工。
本文地址:https://www.jishuxx.com/zhuanli/20240730/199800.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表