一种承压型板式换热器的制作方法
- 国知局
- 2024-08-01 00:49:56
本发明涉及由多层换热板组合而成的板式换热器,换热板之间限定供冷热介质流通的相互交错、隔离的流道。
背景技术:
1、板式热交换器在制冷、制热领域中是最常用的换热器,比如空调制冷、热泵制热等,在两个交错且相互隔离的流道内利用制冷剂的蒸发吸收热量或冷凝过程中放出大量热量,将第二流体比如水等制冷或者加热。制冷剂如r22\r23包括最新环保制冷剂r410a等都会对地球臭氧层造成破坏,使得高能的太阳粒子穿过大气层对地球的保护,威胁人类健康。而二氧化碳制冷剂对环境没有影响,同时自然界来源充裕,是目前最理想的制冷剂;但是二氧化碳冷凝时最高需要14.0mpa左右的压力,所以针对二氧化碳制冷循环系统的部件需要承受14.0mpa的高压,普通板式热交换器因在承受高压的情况下容易发生制冷剂侧端板膨胀变形(俗称换热器鼓包),拉伸使板片破裂,造成内漏,甚至破坏整个制冷、制热系统。
2、开发承压型板式换热器是本领域技术人员需要思考的问题。公布号cn102052874a公开了高承压板式换热器,包括换热板片组,在每隔一个换热板片间隙内设置有连接装置,连接装置沿流体进出/口通道圆周周围分布,该连接装置与换热板片将流体进出/口通道固定连接成一个桶状整体,连接装置圆弧面上径向开有供流体进出的若干数目小孔,若干数目小孔将流体进出/口通道与换热板片组内的换热流道联通。该方案在每隔一个换热板片间隙内设置连接装置,连接装置与换热板片将流体进出/口通道固定连接成桶状整体,在实施过程中发现该连接装置的加工精度要求极高,必须严格与单个流道单元的宽度匹配,且实际安装了该连接装置后,通道内的流体是经过连接装置的“小孔”进入到换热流道中,与未安装该连接装置相比,也增加了通道周围换热板的压力,承压效果不理想。
技术实现思路
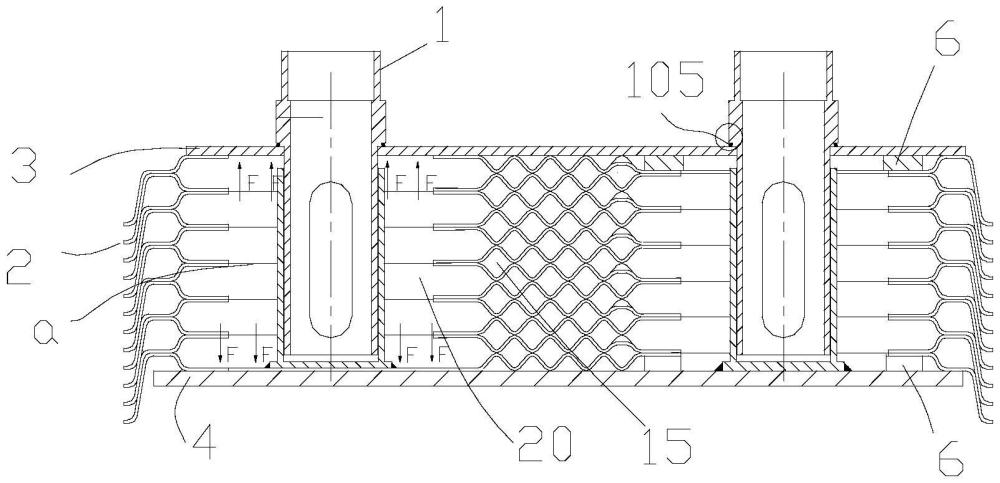
1、本发明所要解决的技术问题是针对上述现有技术提供一种新的承压型板式换热器,该换热器主要结构是组装在一起的系列换热板,每副相邻的两板之间形成供冷热介质流通的相互交错、隔离的换热流道。在换热板上设有角孔,系列换热板上的同一角孔贯通,一般地,换热板上的角孔有四个,对应形成供冷/热介质流进或流出的共四个流体通道,冷/热介质的流体通道分别连通对应介质的换热流道。本技术在流体通道内设置接管装置,通过接管装置来分担换热器内的压力。
2、本发明解决上述问题所采用的技术方案为:一种承压型板式换热器,包括上端板、下端板以及整齐层压在上、下端板之间的系列换热板,相邻换热板之间形成分别供冷/热介质交替流通的换热流道,每张换热板上设有角孔,系列换热板上的同一角孔贯通,对应形成供冷/热介质流进或流出的流体通道,冷/热介质的流体通道分别对应连通换热流道,所述上端板设置有连通流体通道的开口,该开口处固定安装接管装置,接管装置的上端露出于上端板,下端向下贯穿整个流体通道并固定连接至下端板,接管装置设置流道孔使接管装置和换热流道连通。
3、为了便于产品的组装,进一步将接管装置为分体式,包括接管头和接管座,接管头的上部过盈配合固定在上端板的开口处,接管座底端固定在下端板上,接管头的下部和接管座的上部互相穿套并连接固定。这样,固定在一定的接管头和接管座就将上下端板拉紧在一起,在中间的层压换热板在承受高压时,接管装置对上下端板的拉力抵消了层压换热板向外的膨胀力,消除了换热板膨胀变形的隐患。
4、优选地,所述接管头的上部设置有一圈凸肩,所述凸肩支撑在上端板上,且在凸肩与上端板的配合处设置有一圈焊料槽,在焊料槽中嵌设丝状焊料实现凸肩与上端板焊接固定。接管头与上端板采用过盈配合+钎焊的固定方式,提高了连接强度。
5、优选地,所述接管座的底部为一底板,所述底板焊接固定在下端板上。
6、针对板式换热器的特有的换热结构,本技术接管装置还可采用另外一种结构:
7、接管装置仍然采用分体式,所述接管装置包括外接管、接管头、接管座,所述外接管过盈配合固定在上端板的开口处,所述接管头顶端限位固定在系列换热板顶层,外接管与接管头上下直通;所述接管座底端限位固定在系列换热板底层,接管头的下部和接管座的上部互相穿套并连接固定,接管头和接管座的管身上分别开设有孔或缺口结构,这些孔或缺口在二者内外穿套后构成所述的流道孔。
8、进一步地,所述外接管管身设置有一圈凸肩,所述凸肩支撑在上端板上,且在凸肩与上端板的配合处设置有一圈焊料槽,在焊料槽中嵌设丝状焊料实现凸肩与上端板焊接固定,外接管位于上端板以上,不像换热区域延伸。
9、优选地,所述接管头顶部成型一圈外沿作为上卡盘,该外沿的厚度为两倍的换热板波纹深度,上卡盘卡在最上层换热流道对应的两换热板的角孔之间,且上卡盘上开设豁口使最上层换热流道与流体通道连通;所述接管座底部设置一底板,底板成型一圈外沿作为下卡盘,该外沿的厚度为两倍的换热板波纹深度,下卡盘卡在最下层换热流道对应的两换热板的角孔之间,且下卡盘上开设豁口使最下层换热流道与流体通道连通。该设计可以让接管座直接卡在底部两换热板之间,让接管头卡在顶部两换热板之间,而省去了接管座和接管头要焊接到上、下端板的操作,简化了组装流程。
10、优选地,所述流道孔为竖向的条形孔,流道孔的个数为1个或2个以上,均匀布置在接管装置周壁。若接管头和接管座上均需要开设流道孔,那么在二者穿套的时候,应严格控制内外流道孔对准。当然,流道孔的大小和数量还应该视设计流体流量而定。
11、本技术另外提供制备上述承压型板式换热器的方法,针对焊接型的接管座,换热板的生产步骤如下
12、(1)准备材料:上端板、下端板、换热板、接管头、接管座,接管头能够竖插到接管座底部;
13、(2)将接管座的底板外圈通过氩弧焊焊接在下端板表面,接管座的焊接位置要满足接管座能够刚好竖立在预设的流体通道内的,一般地,为了组装精确,可在下端板上预先标记位置;
14、(3)在步骤(2)的基础上,再在下端板上依次整齐层压换热板,组装时注意换热板的角孔要与接管座对应,在腾空的角孔与下端板之间填充密封垫片,换热板间按装好钎料;
15、(4)取上端板和接管头,在接管头凸肩的焊料槽内填充丝状焊料,然后将接管头由上而下插设到上端板的开口内,接管头与上端板过盈配合,组装时凸肩抵住上端板,然后在接管头位于上端板下方的管身上缠绕焊料圈;
16、(5)将步骤(4)和步骤(3)所得工件进行组装,上端板压在层压的换热板上,接管头与接管座对应穿套,下沉的角孔与上端板之间填充垫片,完成组装后,在将整个换热器放到炉中加热,保温,焊料熔融将部件焊接在一起,即得到最终的产品。
17、针对本技术另一种卡接式的接管座,换热器采用另一种制备方法,步骤如下
18、(1)准备材料:上端板、下端板、换热板、接管头、接管座,接管头能够竖插到接管座底部,其中,接管座准备两种型号:型号i对应焊接型的接管座,型号ii对应卡接型的接管座;
19、(2)定位:由接管头和型号ii的接管座组成的接管装置,该接管装置适合安装的流体通道满足在最上层换热板和最下层换热板分别能够与各自相邻的换热板组成连通换热流道的角孔间进/出口;而由型号i的接管座和接管头组成的接管装置能够安装任一流体通道内;
20、(3)取型号i的接管座,将接管座的底板外圈通过氩弧焊焊接在下端板表面,接管座的焊接位置要满足接管座能够刚好竖立在预设的流体通道内;
21、(4)在下端板上先安置最下层换热板,在最下层换热板腾空的角孔与下端板之间填充垫片,然后取型号ii的接管座,将接管座装配到最下层换热板下沉的角孔上,接管座的位置能够刚好竖立在预设的流体通道内,接着由下而上依次整齐层压换热板,组装时注意换热板的角孔要与接管座对应,在安装完全部换热板后,在最上层换热板下沉的角孔内填充垫片,在层压换热板时每块换热板间按装好钎料;
22、(5)取上端板和接管头,在接管头凸肩的焊料槽内填充丝状焊料,然后将接管头由上而下直接插设到上端板的开口内,接管头与上端板过盈配合,组装时凸肩抵住上端板;
23、(6)将步骤(4)和步骤(5)所得工件进行组装,上端板到换热板上,接管头与接管座对应穿套,完成组装后,在将整个换热器放到炉中加热,将部件钎焊焊接在一起,即得到产品。
24、针对本技术另一种卡接式的接管座,换热器的制备还可以按照如下步骤进行,
25、(1)准备材料:上端板、下端板、换热板、外接管、接管头、接管座,接管头能够竖插到接管座底部,其中,接管座准备两种型号:型号i为焊接型接管座,型号ii对应卡接型接管座;接管头准备两种型号:型号i对应上述与外接管一体式的接管头,型号ii对应与外接管分体式的接管头;
26、(2)定位:由外接管、型号ii的接管头、型号ii的接管座组成的接管装置,该接管装置适合安装的流体通道满足在最上层换热板和最下层换热板分别能够与各自相邻的换热板组成连通换热流道的角孔间进/出口;而由型号i的接管头和型号i的接管座组成的接管装置能够安装任一流体通道内;
27、(3)取型号i的接管座,将接管座的底板外圈通过氩弧焊焊接在下端板表面,接管座的焊接位置要满足接管座能够刚好竖立在预设的流体通道内;
28、(4)在下端板上先安置最下层换热板,在最下层换热板腾空的角孔与下端板之间填充垫片,然后取型号ii的接管座,将接管座装配到最下层换热板下沉的角孔上,接管座的位置能够刚好竖立在预设的流体通道内,接着由下而上依次整齐层压换热板,组装时注意换热板的角孔要与接管座对应,在安装完倒数第二片换热板后,取型号ii的接管头,在接管头上缠绕焊料圈,再将接管头对应插入已安装的型号ii的接管座内,然后层压最后的换热板,在最上层换热板下沉的角孔内填充垫片,在层压换热板时每块换热板间按装好钎料;
29、(5)取上端板、外接管和型号i的接管头,分别在接管头和外接管的凸肩的焊料槽内填充丝状焊料,然后将外接管和接管头由上而下直接插设到上端板的开口内,外接管、接管头分别与上端板过盈配合,组装时凸肩抵住上端板,在型号i的接管头的管身上缠绕焊料圈;
30、(6)将步骤(4)和步骤(5)所得工件进行组装,上端板压在层压的换热板上,型号i的接管头与型号i的接管座对应穿套,外接管与型号ii的接管头里外对应,完成组装后,在将整个换热器放到炉中加热,将部件钎焊焊接在一起,即得到产品。
31、与现有技术相比,本发明的优点在于:提供了一种新型承压型板式换热器,在作为冷凝器使用时,当高温高压的制冷剂气体由接管装置输入换热器内部时,高压气体作用在上下端板上的直接压力完全由焊接成整体的接管装置承受,从而减小了端板和换热板的变形风险。制冷剂通过接管装置的流道孔流入各个流道,完成冷凝。当然,在作为蒸发器使用时,制冷剂在经过接管装置从换热器输出,输出过程产生膨胀力也有接管装置承担,避免上下端板和换热板在输出位置发生鼓包变形。
32、采用本发明能够明显提高板式换热器的耐压能力,而且所设计的接管装置结构简单、易加工,已有的板片模具不用修改或重新设计制造,降低投入成本,设计压力、强度计算需要时,安装此装置。可以在进液的流体通道内安装接管装置,也可以在进/出液的流体通道内都安装接管装置。
本文地址:https://www.jishuxx.com/zhuanli/20240724/202673.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表