鳍片管蒸汽发生器炉膛的制作方法
- 国知局
- 2024-08-01 02:15:50
本技术属于热交换,尤其涉及一种鳍片管蒸汽发生器炉膛。
背景技术:
1、目前国内传统免检30l以下蒸汽发生器炉膛均由光管绕制或光管加手工焊接鳍片组成。光管绕制炉膛存在以下缺点:第一、光管绕制盘管炉膛无扩展受热面积;第二:为达到一定的炉膛受热面积,势必增加盘管长度,水容积难以控制在30l以下,同时带来阻力增加,导致能耗增加。光管加焊接鳍片组成炉膛存在以下缺点:第一、制造过程焊接工作量大,随之带来焊接变形、焊接应力大、易烧穿受热面等等缺陷;第二、由于大多均采用手工焊,焊缝成形不规则、熔合厚度不均匀及接触面贴合不严密,造成传热不均匀、热利用率低,造成使用该类炉膛的蒸汽发生器焊缝时常开裂,高温烟气泄漏,不仅安全隐患大,而且造成热量的浪费。
2、基于上述分析,本申请设计了一种具有扩展受热面积、传热效果好且制造过程避免与受压部件直接焊接的新型炉膛结构。
技术实现思路
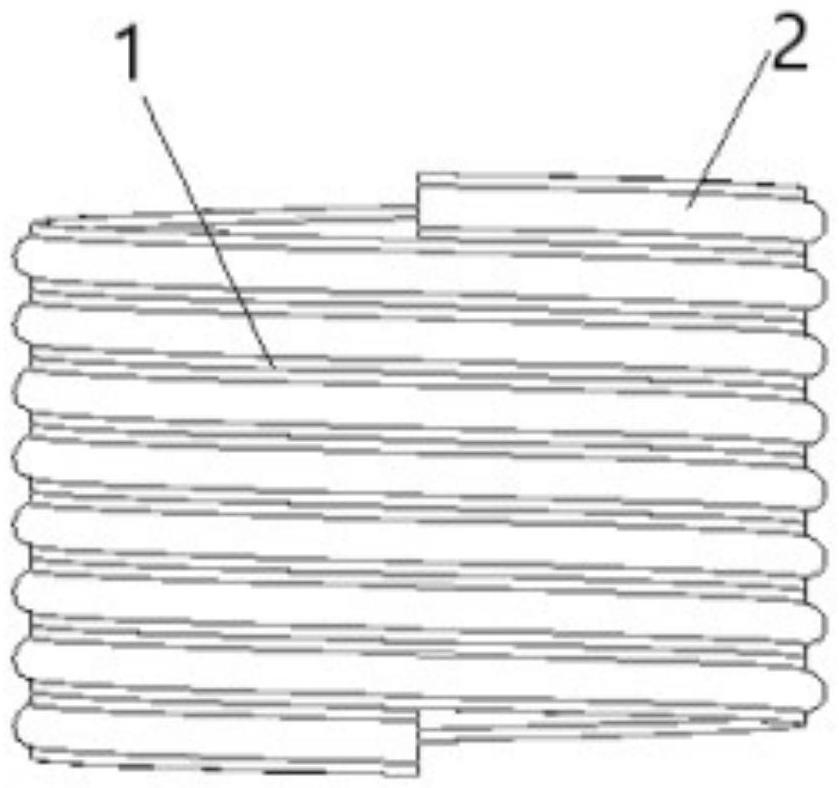
1、本实用新型的目的是提供一种鳍片管蒸汽发生器炉膛,该炉膛1结构小巧、受热面积大且传热效率高,利用该鳍片管蒸汽发生器炉膛可提高热交换效率和使用安全性能,有效解决现有技术中由于鳍片与光管焊接导致的传热效率低和安全隐患大的问题。
2、本申请提供了一种鳍片管蒸汽发生器炉膛,包含鳍片管(2),所述鳍片管(2)包含基管(21)和鳍片(22),所述鳍片(22)沿所述基管(21)轴向设置并位于所述基管(21)外壁的相对两侧,所述鳍片(22)与所述基管(21)一体成型,所述鳍片管(2)螺旋绕制,且相邻两鳍片管(2)之间的鳍片(22)压紧焊接形成圆柱状盘管。
3、作为本申请的优选方案,所述相邻两鳍片管(2)之间的鳍片(22)压紧焊接的具体结构包含:相邻两鳍片管(2)之间的鳍片(22)交错嵌套后焊接;或,相邻两鳍片管(2)之间的鳍片(22)端部对接后焊接。
4、作为本申请的优选方案,位于所述基管(21)一侧外壁的鳍片(22)的数量为一个,且该鳍片(22)的长度等于所述基管(21)的长度;或,位于所述基管(21)一侧外壁的鳍片(22)的数量包含多个,该多个鳍片(22)等距布设。
5、作为本申请的优选方案,所述基管(21)的管径为φ18-42mm。
6、作为本申请的优选方案,所述炉膛(1)由多种不同管径的鳍片管(2)构成的柱状盘管串接组合而成。
7、作为本申请的优选方案,所述鳍片(22)的厚度为5-8mm。
8、作为本申请的优选方案,所述鳍片(22)的高度为6-20mm。
9、与现有技术相比,本实用新型设计了一种基于鳍片管2的蒸汽发生器炉膛,有效解决了现有技术中由于鳍片与基管21焊接导致的传热不均匀、传热效率低和安全隐患大的问题,通过在基管21上增设与其一体成型的鳍片22以及将相邻两鳍片管2之间的鳍片22压紧焊接的方式不仅能够增加受热面积,提高热交换效率,减小炉膛1体积,且还可提高使用安全性能以及使用寿命。
技术特征:1.一种鳍片管蒸汽发生器炉膛,其特征在于,包含鳍片管(2),所述鳍片管(2)包含基管(21)和鳍片(22),所述鳍片(22)沿所述基管(21)轴向设置并位于所述基管(21)外壁的相对两侧,所述鳍片(22)与所述基管(21)一体成型,所述鳍片管(2)螺旋绕制,且相邻两鳍片管(2)之间的鳍片(22)压紧焊接形成圆柱状盘管。
2.如权利要求1所述的鳍片管蒸汽发生器炉膛,其特征在于,所述相邻两鳍片管(2)之间的鳍片(22)压紧焊接的具体结构包含:相邻两鳍片管(2)之间的鳍片(22)交错嵌套后焊接;或,相邻两鳍片管(2)之间的鳍片(22)端部对接后焊接。
3.如权利要求1所述的鳍片管蒸汽发生器炉膛,其特征在于,位于所述基管(21)一侧外壁的鳍片(22)的数量为一个,且该鳍片(22)的长度等于所述基管(21)的长度;或,位于所述基管(21)一侧外壁的鳍片(22)的数量包含多个,该多个鳍片(22)等距布设。
4.如权利要求1所述的鳍片管蒸汽发生器炉膛,其特征在于,所述基管(21)的管径为φ18-42mm。
5.如权利要求4所述的鳍片管蒸汽发生器炉膛,其特征在于,所述炉膛(1)由多种不同管径的鳍片管(2)构成的柱状盘管串接组合而成。
6.如权利要求1所述的鳍片管蒸汽发生器炉膛,其特征在于,所述鳍片(22)的厚度为5-8mm。
7.如权利要求1所述的鳍片管蒸汽发生器炉膛,其特征在于,所述鳍片(22)的高度为6-20mm。
技术总结本技术公开了一种鳍片管蒸汽发生器炉膛,所述鳍片管包含基管和鳍片,所述鳍片沿所述基管轴向设置并位于所述基管外壁的相对两侧,所述鳍片与所述基管一体成型,所述鳍片管螺旋绕制,且相邻两鳍片管之间的鳍片压紧焊接形成圆柱状盘管,有效解决了现有技术中由于鳍片与基管焊接导致的传热效率低和安全隐患大的问题。技术研发人员:贾晓乐,龚子林,范建华受保护的技术使用者:浙江南方锅炉有限公司技术研发日:20221123技术公布日:2024/1/12本文地址:https://www.jishuxx.com/zhuanli/20240724/208181.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表