一种工件尺寸全自动测量设备和具有其的加工补偿系统的制作方法
- 国知局
- 2024-07-29 11:21:29
本发明涉及尺寸测量领域,尤其是涉及一种工件尺寸全自动测量设备和具有其的加工补偿系统。
背景技术:
1、现有技术中的磨床加工设备主要采用的是砂轮磨削的方式对产品进行磨削从而到达标准合格的尺寸范围。砂轮在对产品进行磨削的时候,砂轮本身也会磨损,如果不及时对磨损的砂轮进行相对应的调整来抵消砂轮的磨损,就会造成产品的尺寸偏大导致产品不合格。
2、像轴承行业,目前一般使用双端磨和无心磨设备在对轴承进行快速连续的加工。为了保证加工出的产品都是在正常合格的尺寸范围内,工人需要不停的对加工出的产品进行尺寸测量,如果发现尺寸开始不断慢慢变大,工人需要及时对砂轮进行调整让尺寸保持合格的尺寸范围内。这种人工测量调整的方式费时费力,非常不便。
3、另外产品在连续加工过程中,还要保证产品不脱节,一旦脱节就会导致产品尺寸出现偏差,这是就需要及时对脱节的产品进行隔离,不然就会流入正常的产品内导致产品上下公差尺寸偏大。而工人在加工产品的同时,还要确保前端的供料产品充足以及及时将加工好的产品搬运到指定区域等等,导致有时产品脱节时,不能及时发现进行有效的隔离。因此,亟需进行改进。
技术实现思路
1、本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明的一个目的在于提供一种工件尺寸全自动测量设备和具有其的加工补偿系统。
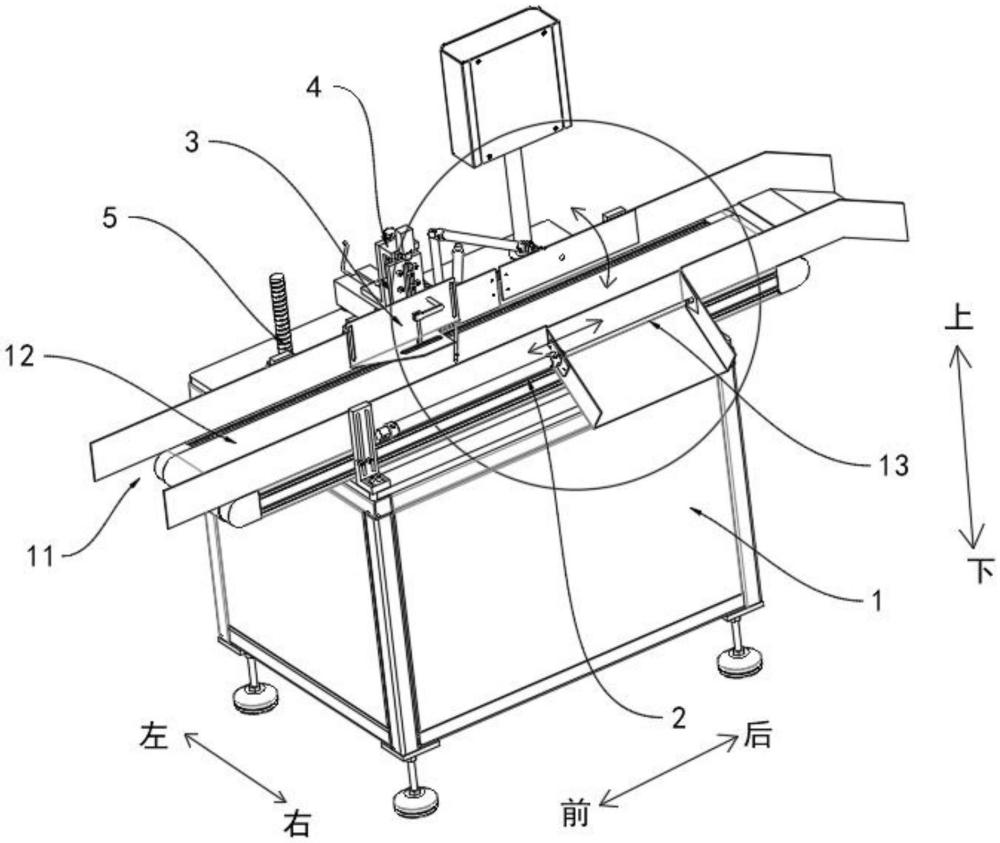
2、本发明的技术方案如下:一种工件尺寸全自动测量设备,其特征在于,包括:
3、机座,所述机座上设有沿前后方向延伸的送料槽,所述送料槽的底部设有前后循环转动的输送带;
4、断料感应开关,所述断料感应开关设于上游加工设备的出料口处;
5、不良品隔离机构,所述不良品隔离机构包括第一挡板、第二挡板、第一驱动件和第二驱动件,所述送料槽的右侧壁设有隔离出口,所述第一挡板可前后移动地设于所述隔离出口处,所述第二挡板可左右摆动地设于所述送料槽的左侧壁处,所述第一驱动件与所述第一挡板相连,所述第二驱动件与所述第二挡板相连;
6、导入机构,所述导入结构包括高度调节板、宽度调节板、拦截杆和第三驱动件,所述送料槽的左侧壁处设有导入口,所述高度调节板可拆卸设于所述导入口的前侧上方,所述宽度调节板可前后移动地设于所述导入口处,所述拦截杆设于所述导入口处,所述拦截杆位于所述宽度调节板后方并与所述宽度调节板间隔开,所述第三驱动件与所述拦截杆相连以驱动所述拦截杆向右前方伸出所述导入口或缩回所述导入口;
7、测量机构,所述测量机构包括测量台、支架、测量表、测量感应开关、第四驱动件和吹气管,所述测量台位于所述导入口的左侧并可前后移动,所述测量台与所述输送带位于同一高度,所述测量台的上表面设有若干个凹槽,所述支架与所述测量台相邻,所述支架上设有所述测量感应开关,所述测量表位于所述测量台上方并可上下移动地设于所述支架上,所述第四驱动件与所述测量表相连,所述吹气管可左右移动和前后移动地设于所述支架上,所述吹气管的吹气端抵靠在产品的中间位置以对所述产品进行限位,且所述吹气端可向外吹气以将所述测量台上的产品吹出导入口;
8、校准机构,所述校准机构包括标准件、第五驱动件和高度调整件,所述标准件通过所述高度调整件与所述机座相连,所述第五驱动件与所述标准件相连以驱动所述标准件前后移动到所述测量台处。
9、进一步地,所述第一驱动件为第一气缸,所述第一气缸的缸体与所述机座相连,所述第一气缸的杆体与所述第一挡板相连;
10、所述第二驱动件为第二气缸,所述第二气缸的缸体与所述机座铰接,所述第二气缸的杆体与所述第二挡板的背面铰接,所述第二挡板的前端与所述送料槽铰接,所述第二挡板的后端为自由端;
11、所述隔离出口处设有计数感应器。
12、进一步地,所述高度调节板包括竖向的连接板与水平的限位板,所述连接板与所述导料槽可拆卸相连,所述限位板与所述连接板相连,所述限位板位于所述输送带上方并与所述输送带间隔开,所述连接板上设有辅助气管,所述辅助气管的吹气口朝向所述导入口;
13、所述宽度调节板通过螺丝调节结构与所述机座相连以前后调节移动宽度调节板。
14、进一步地,所述第三驱动件为第三气缸,所述第三气缸的缸体与所述机座相连,所述第三气缸的杆体形成所述拦截杆。
15、进一步地,所述支架包括底座、第一调节座、第二调节座和第三调节座;
16、所述底座固定在所述机座上,所述第一调节座设于所述底座上并可相对所述底座前后移动调节,所述吹气管设于所述第一调节座上并可相对所述第一调节座左右移动调节;
17、所述第二调节座设于所述第一调节座上并可相对所述第一调节座左右移动调节,所述测量感应开关固定设于所述第二调节座上;
18、所述第三调节座设于所述第二调节座上并可相对所述第二调节座上下移动调节,所述第四驱动件为第四气缸,所述第四气缸的缸体与所述第三调节座相连,杆体与所述测量表相连。
19、进一步地,所述第一调节座上设有向右延伸的挡杆,所述挡杆与所述导入口的边沿相邻。
20、进一步地,所述测量表的测量头处设有吹灰管,所述测量台内部设有往复式气缸。
21、进一步地,所述第五驱动件为第五气缸,所述第五气缸的缸体与所述高度调整件相连,杆体与所述标准件相连,且所述第五气缸的杆体为非圆杆。
22、进一步地,所述高度调整件包括螺杆、螺母和夹持座,所述螺杆固定设于所述机座上,所述螺母与所述螺杆螺纹连接,所述夹持座夹持固定在所述螺杆上并支撑在所述螺母上,所述第五气缸的缸体与所述夹持座固定相连。
23、一种加工补偿系统,其特征在于,包括上述的工件尺寸全自动测量设备、plc控制系统和磨床加工设备,所述工件尺寸全自动测量设备与所述plc控制系统相连,所述plc控制系统与所述磨床加工设备的伺服电机相连。
24、和现有技术相比,本发明的有益效果如下:
25、1、可实现上游加工设备在日常加工过程中出现断料脱节造成不良品时,能进行不良品的自动隔离;
26、2、实现了产品自动化尺寸测量,而且利用带凹槽的往复移动的测量台以及吹气管可将产品表面的磨灰去除,有效提高了产品的测量精度,降低了测量误差;
27、3、本方案配合plc控制系统,可根据测量结果,实现对上游加工设备中砂轮位置的自动调整,使产品在连续加工的同时保持产品始终在正常合格的尺寸范围内。
28、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:1.一种工件尺寸全自动测量设备,其特征在于,包括:
2.根据权利要求1所述的工件尺寸全自动测量设备,其特征在于,所述第一驱动件为第一气缸,所述第一气缸的缸体与所述机座相连,所述第一气缸的杆体与所述第一挡板相连;
3.根据权利要求1所述的工件尺寸全自动测量设备,其特征在于,所述高度调节板包括竖向的连接板与水平的限位板,所述连接板与所述导料槽可拆卸相连,所述限位板与所述连接板相连,所述限位板位于所述输送带上方并与所述输送带间隔开,所述连接板上设有辅助气管,所述辅助气管的吹气口朝向所述导入口;
4.根据权利要求1所述的工件尺寸全自动测量设备,其特征在于,所述第三驱动件为第三气缸,所述第三气缸的缸体与所述机座相连,所述第三气缸的杆体形成所述拦截杆。
5.根据权利要求1所述的工件尺寸全自动测量设备,其特征在于,所述支架包括底座、第一调节座、第二调节座和第三调节座;
6.根据权利要求5所述的工件尺寸全自动测量设备,其特征在于,所述第一调节座上设有向右延伸的挡杆,所述挡杆与所述导入口的边沿相邻。
7.根据权利要求1所述的工件尺寸全自动测量设备,其特征在于,所述测量表的测量头处设有吹灰管,所述测量台内部设有往复式气缸。
8.根据权利要求1所述的工件尺寸全自动测量设备,其特征在于,所述第五驱动件为第五气缸,所述第五气缸的缸体与所述高度调整件相连,杆体与所述标准件相连,且所述第五气缸的杆体为非圆杆。
9.根据权利要求8所述的工件尺寸全自动测量设备,其特征在于,所述高度调整件包括螺杆、螺母和夹持座,所述螺杆固定设于所述机座上,所述螺母与所述螺杆螺纹连接,所述夹持座夹持固定在所述螺杆上并支撑在所述螺母上,所述第五气缸的缸体与所述夹持座固定相连。
10.一种加工补偿系统,其特征在于,包括根据权利要求1-9任一项所述的工件尺寸全自动测量设备、plc控制系统和磨床加工设备,所述工件尺寸全自动测量设备与所述plc控制系统相连,所述plc控制系统与所述磨床加工设备的伺服电机相连。
技术总结本发明公开了一种工件尺寸全自动测量设备和具有其的加工补偿系统,包括:机座、断料感应开关、不良品隔离机构、导入机构、测量机构和校准机构;机座上设有沿前后方向延伸的送料槽,送料槽的底部设有前后循环转动的输送带;断料感应开关设于上游加工设备的出料口处;不良品隔离机构包括第一挡板、第二挡板、第一驱动件和第二驱动件;导入结构包括高度调节板、宽度调节板、拦截杆和第三驱动件;测量机构包括测量台、支架、测量表、测量感应开关、第四驱动件和吹气管;校准机构包括标准件、第五驱动件和高度调整件。本方案可实现及断料脱节不良品自动隔离、产品尺寸的全自动测量以及配合PLC控制系统可实现上游加工设备的自动补偿。技术研发人员:朱利勇受保护的技术使用者:余姚市开源机械设备厂技术研发日:技术公布日:2024/7/15本文地址:https://www.jishuxx.com/zhuanli/20240725/135758.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表