轴承陶瓷涂层加工方法与流程
- 国知局
- 2024-07-29 12:00:01
本发明涉及一种轴承陶瓷涂层加工方法。
背景技术:
1、陶瓷涂层绝缘轴承通常采用等离子喷涂方法在轴承的内、外套圈内外径及两侧端面制备一种高绝缘性的陶瓷涂层,以实现轴承绝缘,防止电蚀现象发生。该类绝缘轴承不仅具有高温下良好绝缘性和耐磨、耐腐蚀性,而且还具有较优的尺寸稳定性,可制备大、中、小各尺寸类型的轴承,并可加工至所需精度要求,实际应用中可与普通电机轴承相替换。该类型绝缘轴承使用时限制条件较少,应用范围较广,可用于风电、船舶、铁路及矿山等众多领域的电气设备中。目前市面的绝缘轴承,结合强度差,绝缘性能不能很好的满足要求。
技术实现思路
1、针对现有技术的不足,本发明提供了一种轴承陶瓷涂层加工方法,其结合强度好,具有良好的绝缘性能。
2、为实现上述目的,本发明提供了一种轴承陶瓷涂层加工方法,包括以下步骤,步骤一,对热处理后的轴承端面、外径以及滚道进行粗磨;步骤二,选用碱性脱脂剂对轴承进行脱脂处理,脱脂液温度50~80℃,脱脂时间10~15min,脱脂后进行烘干处理,烘干温度30~60℃;步骤三,对脱脂后的轴承喷砂处理,选用20#白刚玉砂,喷砂速度2~6mm/s,气压0.3~0.6mpa;步骤四,对喷涂位置外径、倒角、端面进行预热,预热至100~150℃;步骤五,进行打底层喷涂,喷涂位置为轴承外径、倒角以及端面,喷涂材料选用nial复合粉末;步骤六,进行陶瓷涂层喷涂,喷涂位置为轴承外径、倒角和端面,喷涂材料选用氧化铝粉末;步骤七,将喷涂后的轴承放入浸漆罐中,真空度达到5000pa以上,浸漆时间20~30min,浸漆之后使用烘箱进行固化,固化升温速率为5~15℃,固化温度为100~150℃,固化时间2~4h。
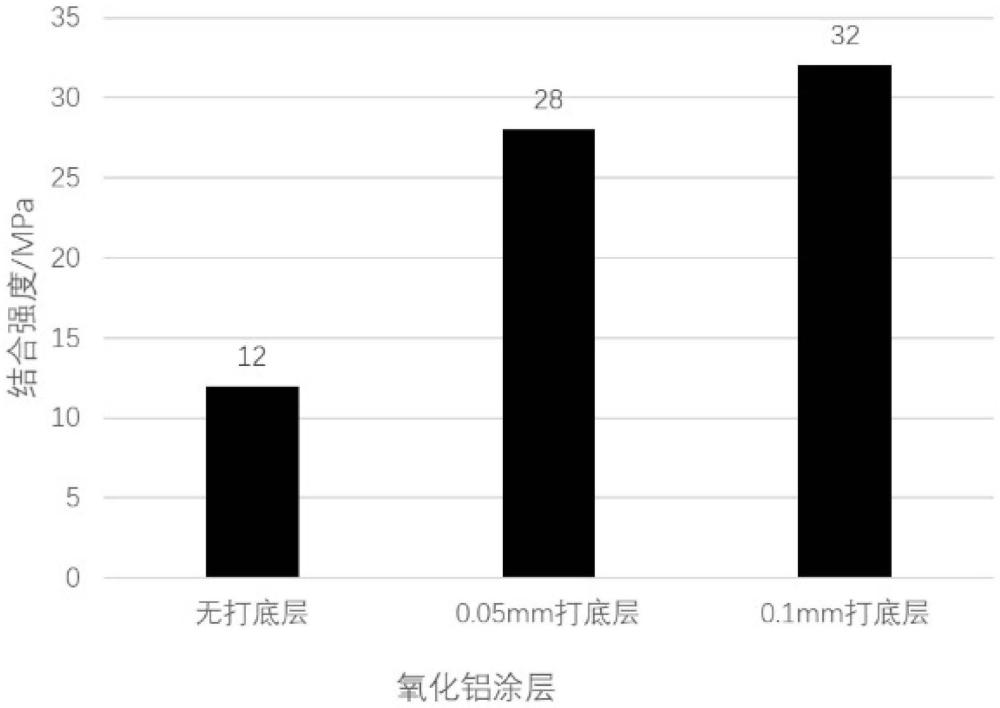
3、作为本发明的进一步设置,所述步骤五中,喷涂程序设置为:电弧电流500~600a,电弧电压70~80v,主气采用氩气流量为40~60l/min,辅气采用氢气流量为10~20l/min,送粉气流量4~5l/min,喷枪移动速度0.4~0.6m/s,喷涂厚度0.05~0.1mm。
4、作为本发明的进一步设置,所述步骤六中,喷涂程序为电弧电流500~600a,电弧电压70~80v,主气采用氩气流量为40~60l/min,辅气采用氢气流量为10~20l/min,送粉气流量4~5l/min,喷涂距离90~120mm,喷涂角度90°,喷枪移动速度0.4~0.6m/s,喷涂厚度为0.3~0.6mm。
5、作为本发明的进一步设置,所述步骤六中,氧化铝粉末粒度<50μm,纯度>99.9%。
6、这样设置的有益效果是:这样设置,通过先喷涂打底层,在喷涂陶瓷涂层,通过这样的处理,使得喷涂后的绝缘轴承可以承受直流电击穿以及交流电击穿测试,并且涂层致密性好,整体结合强的好,具有良好的使用效果,同时结构满足加工标准。
技术特征:1.一种轴承陶瓷涂层加工方法,其特征在于:包括以下步骤,步骤一,对热处理后的轴承端面、外径以及滚道进行粗磨;步骤二,选用碱性脱脂剂对轴承进行脱脂处理,脱脂液温度50~80℃,脱脂时间10~15min,脱脂后进行烘干处理,烘干温度30~60℃;步骤三,对脱脂后的轴承喷砂处理,选用20#白刚玉砂,喷砂速度2~6mm/s,气压0.3~0.6mpa;步骤四,对喷涂位置外径、倒角、端面进行预热,预热至100~150℃;步骤五,进行打底层喷涂,喷涂位置为轴承外径、倒角以及端面,喷涂材料选用nial复合粉末;步骤六,进行陶瓷涂层喷涂,喷涂位置为轴承外径、倒角和端面,喷涂材料选用氧化铝粉末;步骤七,将喷涂后的轴承放入浸漆罐中,真空度达到5000pa以上,浸漆时间20~30min,浸漆之后使用烘箱进行固化,固化升温速率为5~15℃,固化温度为100~150℃,固化时间2~4h。
2.根据权利要求1所述的轴承陶瓷涂层加工方法,其特征在于:所述步骤五中,喷涂程序设置为:电弧电流500~600a,电弧电压70~80v,主气采用氩气流量为40~60l/min,辅气采用氢气流量为10~20l/min,送粉气流量4~5l/min,喷枪移动速度0.4~0.6m/s,喷涂厚度0.05~0.1mm。
3.根据权利要求1所述的轴承陶瓷涂层加工方法,其特征在于:所述步骤六中,喷涂程序为电弧电流500~600a,电弧电压70~80v,主气采用氩气流量为40~60l/min,辅气采用氢气流量为10~20l/min,送粉气流量4~5l/min,喷涂距离90~120mm,喷涂角度90°,喷枪移动速度0.4~0.6m/s,喷涂厚度为0.3~0.6mm。
4.根据权利要求1所述的轴承陶瓷涂层加工方法,其特征在于:所述步骤六中,氧化铝粉末粒度<50μm,纯度>99.9%。
技术总结本发明公开了一种轴承陶瓷涂层加工方法包括以下步骤,步骤一,对热处理后的轴承端面、外径以及滚道进行粗磨;步骤二,对轴承进行脱脂处理;步骤三,对脱脂后的轴承喷砂处理;步骤四,对喷涂位置外径、倒角、端面进行预热,预热至100~150℃;步骤五,进行打底层喷涂;步骤六,进行陶瓷涂层喷涂;步骤七,将喷涂后的轴承放入浸漆罐中,真空度达到5000Pa以上,浸漆时间20~30min,浸漆之后使用烘箱进行固化,固化升温速率为5~15℃,固化温度为100~150℃,固化时间2~4h。该方法结合强度好,具有良好的绝缘性能。技术研发人员:魏新琦,傅健,杨阳受保护的技术使用者:人本股份有限公司技术研发日:技术公布日:2024/7/23本文地址:https://www.jishuxx.com/zhuanli/20240725/138543.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表