一种基于CCD镜头的涂布机全过程纠偏控制系统的制作方法
- 国知局
- 2024-07-29 12:01:49
本发明涉及涂布机,尤其涉及一种基于ccd镜头的涂布机全过程纠偏控制系统。
背景技术:
1、涂布机主要用于薄膜、纸张等的表面涂布工艺生产,此机是将成卷的基材涂上一层特定功能的胶、涂料或油墨等。
2、涂布机的布料在辊上向前输送时,由于输送方向与导辊之间出现偏差,导致在辊轴向产生分力,慢慢的布料就会偏移原来的输送轨道,最后造成布料边缘褶皱等现象。
3、现有的纠偏装置,如cn218909296u公布的一种双辊涂布机纠偏装置,需要人工查看监控录像,在发现产生偏移后由工作人员操作纠偏装置工作,涂布机在偏移情况下的运行时间较长,造成涂布质量下降。
技术实现思路
1、本发明提供一种基于ccd镜头的涂布机全过程纠偏控制系统,用以解决现有技术中采用人工查看监控图像,需要消耗大量人工,在基材发生偏移后需要工作人员发现后手动启动纠偏装置工作,涂布机在偏移情况下的运行时间较长,造成涂布质量下降的技术问题。
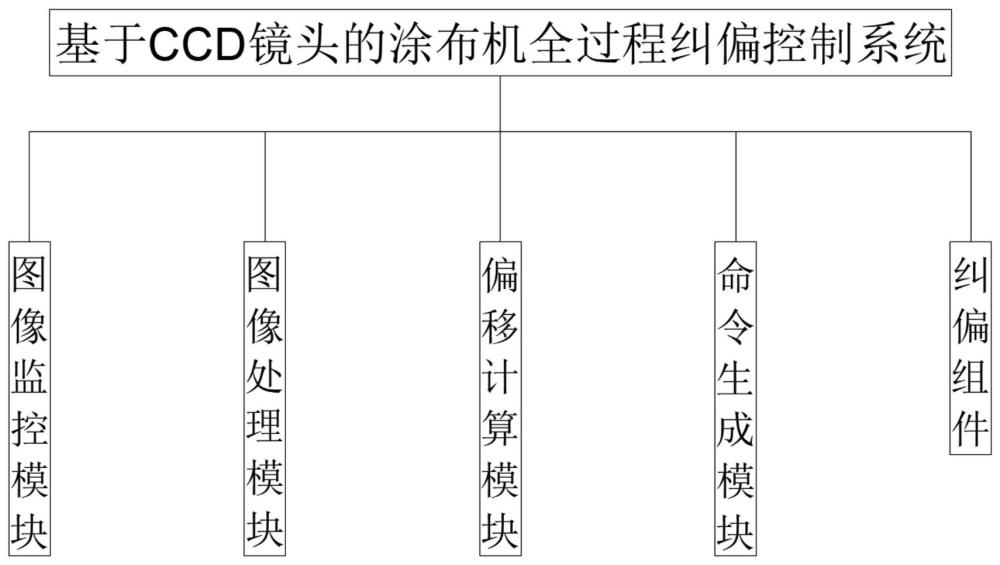
2、一方面,本发明提供一种基于ccd镜头的涂布机全过程纠偏控制系统,包括:
3、图像监控模块,由若干ccd镜头组成,ccd镜头安装于涂布机上,ccd镜头用于拍摄涂布过程中的涂布过程图像,涂布过程图像为ccd镜头拍摄的涂布过程中,涂布机内部的图像;
4、图像处理模块,用于对涂布过程图像进行图像处理;
5、偏移计算模块,用于根据图像处理后的涂布过程图像计算涂布偏移量,涂布偏移量为基材相对于标准位置的偏移量;
6、命令生成模块,根据涂布机出现的偏移量,生成纠偏指令发送至涂布机;
7、纠偏组件,用于根据纠偏指令完成纠偏动作的实施。
8、优选的,图像处理模块包括:
9、信息建立单元,用于为涂布过程图像写入图像信息;
10、识别单元,用于从涂布过程图像中识别出涂布关键特征,涂布关键特征包括涂布边缘实际轮廓和实际涂布宽度。
11、优选的,偏移计算模块包括:
12、信息调取单元,用于根据待判别的涂布过程图像的图像信息,调取出对应ccd镜头的判别模板,ccd镜头的判别模板中包括涂布边缘标准轮廓和涂布宽度标准值;
13、偏差计算单元,用于将涂布边缘实际轮廓与对应编号的涂布边缘标准轮廓进行重叠,使涂布边缘实际轮廓与对应编号的涂布边缘标准轮廓同时处在第一平面直角坐标系内,在涂布边缘实际轮廓和涂布边缘标准轮廓上分别选取若干相对应的计算点计算出每张涂布过程图像相对于对应编号的ccd镜头的判别模板的平均涂布偏移量;第一平面直角坐标系的x轴方向为基材的宽度方向,第一平面直角坐标系的y轴方向为基材的运动方向,第一平面直角坐标系的原点为涂布过程图像的图像中心;
14、;
15、其中,为纠偏前第u张涂布过程图像的平均涂布偏移量;为纠偏前第u张涂布过程图像选取的计算点总数量;为纠偏前第u张涂布过程图像中涂布边缘上第i个计算点的x轴坐标值,为与第u张涂布过程图像的第i个计算点相对应的ccd镜头的判别模板中的计算点的x轴坐标值。
16、优选的,命令生成模块包括:
17、分析单元,用于汇总同一时间点的各ccd镜头对应的涂布过程图像的平均涂布偏移量,并调取其中平均涂布偏移量绝对值最大的涂布过程图像作为分析图像,将分析图像中的最大涂布偏移量对应的计算点作为纠偏点,纠偏点所在位置为纠偏位置,基于最大涂布偏移量通过控制算法计算出各参数的调节量,根据参数的正负值确定调节方向;
18、;
19、;
20、其中,为控制算法中第k种参数的参数调节量;为控制算法中第k种参数的修正系数;为最大涂布偏移量;max为最大值函数;为纠偏前分析图像中涂布边缘上第i个计算点的x轴坐标值,为与分析图像第i个计算点的相对应的ccd镜头的判别模板中的计算点的x轴坐标值;为控制算法中第k种参数纠偏前的平均值;为控制算法中第k种参数的标准值;
21、命令组合单元,用于将纠偏位置和参数调节量进行组合,产生纠偏指令;
22、通讯模块,用于向涂布机发送纠偏指令。
23、优选的,纠偏组件包括:
24、调控单元,用于调控涂布机的控制参数;
25、两组左右对称设置的限位组件,限位组件沿前后方向滑动连接在滑动槽一内,滑动槽一设置于涂布机外壳内侧壁上。
26、优选的,限位组件包括滑动块一,滑动块一滑动连接在滑动槽一内,滑动块一远离涂布机外壳的一侧固定连接有安装板,安装板上设置有上下方向的滑动槽二,滑动槽二内滑动连接有滑动块二,滑动块二上固定连接有电动伸缩杆,电动伸缩杆的伸缩端固定连接有限位框。
27、优选的,还包括评估优化模块,评估优化模块包括:
28、张力检测单元,用于检测基材的张力值,包括若干张力传感器,张力传感器对称设置于基材的宽度方向的两端;
29、复检图像获取单元,用于在纠偏动作完成后,调取ccd镜头拍摄涂布机的实时图像,该实时图像为纠偏成果图像,纠偏成果图像的数目与涂布过程图像相同,利用图像处理模块对纠偏成果图像进行图像处理;
30、评估单元,根据纠偏前的涂布过程图像与纠偏后的纠偏成果图像,计算纠偏效果系数,纠偏效果系数用于评估纠偏动作的效果;
31、;
32、;
33、;
34、其中,a为纠偏效果系数,n为张力传感器的单侧设置的总数量,为单侧张力偏差程度的影响程度的加权系数;为纠偏后左侧第j个张力传感器的测量值;为纠偏后右侧第j个张力传感器的测量值;为张力检测值的标准值;为左右两侧张力不平衡程度的加权系数;p为涂布过程图像的总数目;为纠偏前第u张涂布过程图像的平均涂布偏移量;为纠偏后第u张纠偏成果图像的平均涂布偏移量;为纠偏前第u张涂布过程图像中涂布边缘上第i个计算点的x轴坐标值,为与第u张涂布过程图像的第i个计算点相对应的ccd镜头的判别模板中的计算点的x轴坐标值;为纠偏后第u张纠偏成果图像中涂布边缘上第i个计算点的x轴坐标值。
35、优选的,评估优化模块还包括:
36、报警单元,当纠偏效果系数高于第一阈值,则正常进行生产,当纠偏效果系数低于预设的第一阈值且高于第二阈值,则触发第一警报,进行二次纠偏,并通过优化单元对控制算法进行优化迭代;当纠偏效果系数低于第二阈值,则触发第二警报,控制涂布机停机并提醒维修人员进行维修;
37、优化单元,用于计算控制算法中各控制参数的更新值;
38、;
39、其中,为控制算法中第k种参数的修正系数的更新值;为控制算法中第k种参数的纠偏后的平均值;为第k种参数纠偏前的平均值;为第k种参数的标准值;ln为对数函数;a为纠偏效果系数;为控制算法中第k种参数的修正系数的原始值;
40、替换单元,使用计算出的控制算法中各参数的修正系数的更新值代替控制算法中各参数的修正系数的原始值。
41、与现有技术对比,本发明具备以下有益效果:
42、通过采用ccd镜头自动采集图像监控的方法代替人工监控的方法,防止了人工监测时不能及时发现基材偏移造成影响涂布质量的情况,通过自动监控的方法,提高了监控的准确性,在基材发生偏移时可以及时自动纠偏,降低了工作人员的工作压力,确保了涂布过程的质量稳定。
本文地址:https://www.jishuxx.com/zhuanli/20240725/138764.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表