磨矿分级过程控制方法和电子设备与流程
- 国知局
- 2024-07-29 12:06:27
本发明涉及自动控制,具体而言,涉及一种磨矿分级过程控制方法和电子设备。
背景技术:
1、磨矿分级流程是矿物加工重要流程,为后续浮选作业等流程提供合格原料,其产品质量直接影响后续流程生产指标,且该作业材料与能源消耗占整个选矿生产比例最高。同时,选矿厂的总处理量通常由磨矿作业的处理量决定,故磨矿分级过程的稳定控制异常重要。
2、对于有些选矿厂的生产要求,在原矿处理量任务压力下,现场生产不允许调整给矿量,这就需要合理调节给矿水量以调整磨矿浓度,而且为后续分级流程创造条件;分级操作上,重点关注溢流产品指标,需要调整旋流器压力、泵池液位泵等变量,控制上存在自由度缺失问题,且要考虑前置球磨机运行状态,这些因素均会对生产操作带来挑战。因此,亟需一种低成本、便于实施、能够针对给矿量不易调整的生产模式的控制方法。
技术实现思路
1、为了解决上述技术问题,本技术实施例提供了一种磨矿分级过程控制方法和电子设备。
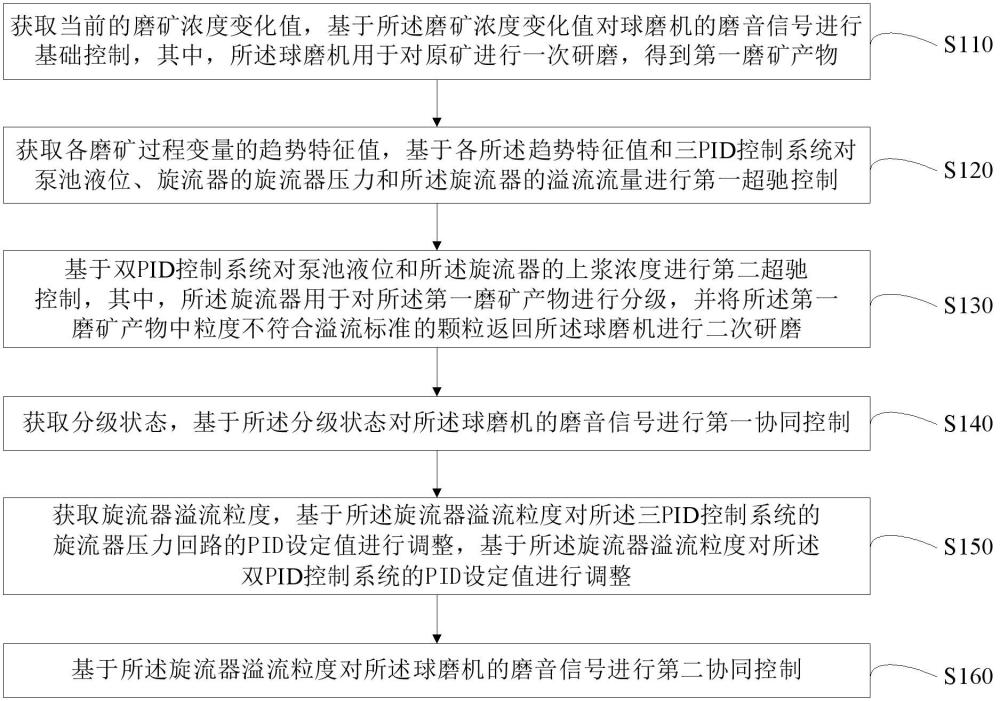
2、第一方面,本技术实施例提供了一种磨矿分级过程控制方法,所述方法包括:获取当前的磨矿浓度变化值,基于所述磨矿浓度变化值对球磨机的磨音信号进行基础控制,其中,所述球磨机用于对原矿进行一次研磨,得到第一磨矿产物;
3、获取各磨矿过程变量的趋势特征值,基于各所述趋势特征值和三pid控制系统对泵池液位、旋流器的旋流器压力和所述旋流器的溢流流量进行第一超驰控制;
4、基于双pid控制系统对泵池液位和所述旋流器的上浆浓度进行第二超驰控制,其中,所述旋流器用于对所述第一磨矿产物进行分级,并将所述第一磨矿产物中粒度不符合溢流标准的颗粒返回所述球磨机进行二次研磨;
5、获取分级状态,基于所述分级状态对所述球磨机的磨音信号进行第一协同控制;
6、获取旋流器溢流粒度,基于所述旋流器溢流粒度对所述三pid控制系统的旋流器压力回路的pid设定值进行调整,基于所述旋流器溢流粒度对所述双pid控制系统的pid设定值进行调整;
7、基于所述旋流器溢流粒度对所述球磨机的磨音信号进行第二协同控制。
8、在一实施方式中,获取第一定值数组、第二定值数组和第三定值数组;
9、根据以下公式计算各所述磨矿过程变量在k时刻的趋势特征值:
10、;
11、其中,s(k)表示当前计算的磨矿过程变量在k时刻的趋势特征值,x(k)表示当前计算的磨矿过程变量在k时刻的值,ai表示第一定值数组a的第i个元素,bd表示第二定值数组b的第d个元素,ed表示第三定值数组e的第d个元素。
12、在一实施方式中,基于磨音pid控制器得到所述磨矿浓度变化值,其中,所述磨音pid控制器的设定值为磨音信号期望值,所述磨音pid控制器的控制输出为所述磨矿浓度变化值;
13、根据以下公式计算所述球磨机的给矿水变化量:
14、;
15、其中,表示所述磨矿浓度变化值,表示所述给矿水变化量,k表示当前时刻,w(k)表示k时刻所述球磨机给矿皮带称的深度滤波值,q(k)表示k时刻给水管路上流量计的深度滤波值,β表示原矿含固量。
16、在一实施方式中,所述三pid控制系统包括第一液位控制回路、压力控制回路和流量控制回路、第一选择器和第一限幅器;所述第一液位控制回路包括液位pid控制器,所述压力控制回路包括压力pid控制器,所述流量控制回路包括流量pid控制器;
17、其中,所述液位pid控制器的控制变量为渣浆泵泵速,被控变量为泵池液位;所述压力pid控制器的控制变量为渣浆泵泵速,被控变量为旋流器压力;所述流量pid控制器的控制变量为渣浆泵泵速,被控变量为旋流器溢流流量;
18、当所述泵池液位和所述旋流器压力均在合理区间,所述第一选择器控制流量控制回路有效,所述压力控制回路与所述第一液位控制回路跟随所述流量控制回路输出;
19、当所述泵池液位在合理区间且所述旋流器压力不在合理区间,所述第一选择器控制所述压力控制回路有效,所述第一液位控制回路和所述流量控制回路跟随所述压力控制回路输出;
20、当所述泵池液位不在合理区间,所述第一选择器控制所述第一液位控制回路有效,所述压力控制回路与和所述流量控制回路跟随所述第一液位控制回路输出。
21、在一实施方式中,若所述渣浆泵泵速处于泵速上限,且所述泵池液位处于合理区间中心点且存在下降趋势;或,所述渣浆泵泵速处于泵速下限,且所述泵池液位处于合理区间中心点且存在上升趋势;
22、保存所述合理区间中心点不变,缩小所述合理区间;
23、当所述合理区间缩小时,减少所述第一液位控制回路的pid死区,直至所述泵池液位再次位于新的合理区间时,将所述泵池液位的合理区间和pid死区恢复至原值。
24、在一实施方式中,当所述泵池液位超过合理区间上限且所述渣浆泵泵速处于泵速上限的状态持续第一预设时长后,基于以下公式增加磨音pid控制器的设定值:
25、;
26、其中,表示设定值增加量,表示调整前磨音pid回路死区值,表示调整后死区值,上述参数均大于0;
27、当所述泵池液位超过合理区间上限且所述渣浆泵泵速处于泵速上限的状态消失,所述磨音pid控制器的设定值、死区值恢复原值。
28、在一实施方式中,所述双pid控制系统包括第二液位控制回路、浓度控制回路、第二选择器和第二限幅器,所述第二液位控制回路包括补加水量pid控制器,所述浓度控制回路包括浓度pid控制器;
29、其中,所述补加水量pid控制器的控制变量为泵池补加水量,被控变量为泵池液位;所述压力pid控制器的控制变量为泵池补加水量,被控变量为旋流器上浆浓度;
30、当所述泵池液位在合理区间,所述第二选择器控制所述浓度控制回路有效,所述第二液位控制回路跟随所述浓度控制回路输出;
31、当所述泵池液位不在合理区间,所述第二选择器控制所述第二液位控制回路有效,所述浓度控制回路跟随所述第二液位控制回路输出;
32、对所述第二液位控制回路和所述浓度控制回路输出进行下上限幅,将所述泵池补加水量限制在一定区间内;
33、当所述第二液位控制回路有效,且液位超过合理区间上限时,该pid控制器的设定值为正常液位上限值减第一保护参数;液位低于合理区间下限时,该pid控制器的设定值为正常液位下限值加第二保护参数,其中保护参数为正值。
34、在一实施方式中,当旋流器溢流粒度低于合理区间下限,基于以下公式提高所述压力控制回路的pid设定值,降低所述浓度控制回路的pid设定值:
35、;
36、;
37、其中,表示压力控制回路的设定值增加量,表示所述压力控制回路调整前的死区值,表示所述压力控制回路调整后的死区值;表示所述浓度控制回路的设定值减少量,表示所述浓度控制回路调整前的死区值,表示所述浓度控制回路调整后的死区值;
38、当所述旋流器溢流粒度在合理区间内,所述压力控制回路的pid设定值和所述浓度控制回路的pid设定值恢复原值。
39、在一实施方式中,当所述旋流器溢流粒度低于合理范围,所述基于所述旋流器溢流粒度对所述三pid控制系统的旋流器压力回路的pid设定值进行调整,和基于所述旋流器溢流粒度对所述双pid控制系统的pid设定值进行调整已经生效且没有调节裕度,基于分级状态的球磨机磨音协同控制未生效的状态持续第二预设时长后,基于以下公式增加所述球磨机磨音控制pid的设定值:
40、;
41、其中,为设定值增加量,为调整前pid回路死区值,为调整后死区值;
42、当旋流器溢流粒度进入所述合理区间,所述球磨机磨音控制pid回路的设定值、死区值恢复原值。
43、第二方面,本技术实施例提供了一种电子设备,包括存储器以及处理器,所述存储器用于存储计算机程序,所述计算机程序在所述处理器运行时执行第一方面提供的磨矿分级过程控制方法。
本文地址:https://www.jishuxx.com/zhuanli/20240725/139236.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表