焊条药皮压涂设备的制作方法
- 国知局
- 2024-07-29 12:12:46
本技术属于焊条压涂技术方向,具体涉及焊条药皮压涂设备。
背景技术:
1、焊条药皮又称为涂料,是指用玻璃水调和后,压涂到焊条芯上,主要是为满足焊接的需要,从而保证熔敷金属具有一定的化学成分和性能。焊条药皮采用氧化物、碳酸盐、硅酸盐、有机物、氟化物、铁合金及其他化学粉末等,按一定配方比例混合制成保证焊接电弧的稳定燃烧,使焊接过程稳定,这是保证焊接质量的必要条件,焊条药皮可以保护电弧及熔池,空气中的氮气、氧气等气体,对焊接熔池的冶金反应有害,利用焊条药皮熔化后产生的气体,可以隔离空气,避免有害气体侵入熔池,焊条熔化后形成熔渣,覆盖在焊缝表面,保护还未完全冷却的焊缝,降低焊缝冷却速度,有利于气体逸出,防止产生气孔,改善焊缝组织和性能,焊条药皮参与复杂的冶金反应,通过药皮将所需合金元素渗入焊缝金属当中、可以起到控制焊缝化学成分的作用,以获得所需的焊缝金属性能,在焊条药皮中添加硅、锰等合金化元素,可以对焊缝起到脱氧、脱硫、脱磷等有害气体及杂质,改善焊缝质量及性能。
2、现有装置在焊条药皮的压涂操作中,往往需要工作人员手动将焊条逐个对准压平装置,工作强度较大,生产效率得不到提高,在手动对准的过程中容易出现误差,在焊条压涂结束后会出现弯曲、断裂等现象,工厂的生产成本得不到降低。
技术实现思路
1、本实用新型的目的在于针对现有的装置焊条药皮压涂设备,以解决上述背景技术中提出的问题。
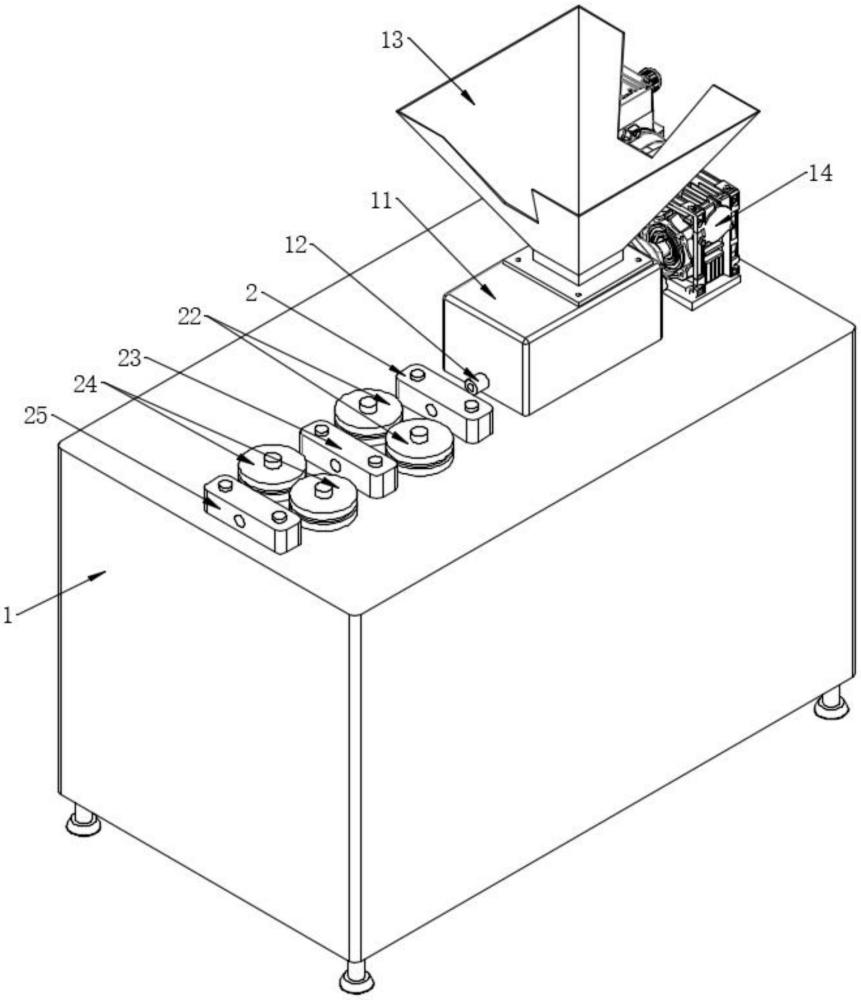
2、为了解决上述技术问题,本实用新型提供如下技术方案:焊条药皮压涂设备,包括焊条压涂固定台,所述焊条压涂固定台的台面另一侧固定安装有第一焊条定位座、第一焊条整平盘、第二焊条定位座、第二焊条整平盘、第三焊条定位座;
3、所述第一焊条定位座固定安装在焊条压涂固定台的台面上,位于焊条分拣机的一侧,所述第一焊条定位座上固定开设有焊条输送孔,所述第一焊条整平盘固定安装在焊条压涂固定台的台面上,位于第一焊条定位座的一侧,所述第一焊条整平盘的底面固定安装有转动轴,所述第一焊条整平盘的中间开设有焊条输送槽,所述第二焊条定位座固定安装在焊条压涂固定台的台面上,位于第一焊条整平盘的一侧,所述第二焊条整平盘设置在第二焊条定位座的一侧,所述第三焊条定位座固定安装在焊条压涂固定台的台面上,位于第二焊条整平盘的一侧。
4、本实用新型进一步说明,所述焊条压涂固定台的台面上设置有焊条分拣机、焊条输出口、焊条输入口、电动机;
5、所述焊条分拣机固定安装在焊条压涂固定台的台面一侧,所述焊条输出口固定安装在焊条分拣机的一侧。
6、本实用新型进一步说明,所述焊条输入口固定安装在焊条分拣机上。
7、本实用新型进一步说明,所述电动机固定安装在焊条压涂固定台上,位于焊条分拣机的另一侧。
8、本实用新型进一步说明,所述焊条压涂固定台放置在生产车间地面上。
9、本实用新型进一步说明,所述第一焊条定位座、第二焊条定位座、第三焊条定位座的结构相同,第一焊条整平盘、第二焊条整平盘的结构相同,三组焊条输送孔的位置与焊条输出口相对应。
10、与现有技术相比,本实用新型所达到的有益效果是:本实用新型,通过三组焊条定位座可以对焊条的前段、中段、后段进行定位和固定操作,在焊条压平的输送过程中先对焊条的前段进行调正,使其与压平装置的中心相对正,保证药皮与焊条在同一轴心上,防止焊条在压平的过程中出现位移导致焊条弯曲或折断,降低工厂的报废率,可以提高工厂的生产效率,再配合两组焊条整平盘,可以对焊条药皮进行初步整平和二次整平操作,使药皮更加牢固,便于后续的生产加工。
技术特征:1.焊条药皮压涂设备,包括焊条压涂固定台(1),其特征在于,所述焊条压涂固定台(1)的台面一侧固定安装有第一焊条定位座(2)、第一焊条整平盘(22)、第二焊条定位座(23)、第二焊条整平盘(24)、第三焊条定位座(25);
2.根据权利要求1所述的焊条药皮压涂设备,其特征在于,所述焊条压涂固定台(1)的台面上设置有焊条分拣机(11)、焊条输出口(12);
3.根据权利要求2所述的焊条药皮压涂设备,其特征在于,所述焊条分拣机(11)上固定安装有焊条输入口(13)。
4.根据权利要求3所述的焊条药皮压涂设备,其特征在于,所述焊条压涂固定台(1)上固定安装有电动机(14),所述电动机(14)位于焊条分拣机(11)的另一侧。
5.根据权利要求4所述的焊条药皮压涂设备,其特征在于,所述焊条压涂固定台(1)放置在生产车间地面上。
6.根据权利要求5所述的焊条药皮压涂设备,其特征在于,所述第一焊条定位座(2)、第二焊条定位座(23)、第三焊条定位座(25)的结构相同,第一焊条整平盘(22)、第二焊条整平盘(24)的结构相同,三组焊条输送孔的位置与焊条输出口(12)相对应。
技术总结本技术公开了焊条药皮压涂设备,属于焊条压涂技术方向,包括焊条压涂固定台,所述焊条压涂固定台的台面一侧固定安装有第一焊条定位座、第一焊条整平盘、第二焊条定位座、第二焊条整平盘、第三焊条定位座,所述第一焊条定位座固定安装在焊条压涂固定台的台面上,所述第一焊条整平盘位于第一焊条定位座的一侧,所述第二焊条定位座位于第一焊条整平盘的一侧,所述第二焊条整平盘设置在第二焊条定位座的一侧,所述第三焊条定位座位于第二焊条整平盘的一侧,通过三组焊条定位座可以在焊条压平的过程中对焊条的前段进行调正,使其与压平装置的中心相对正,保证药皮与焊条在同一轴心上,防止焊条在压平的过程中出现弯曲。技术研发人员:唐伯成受保护的技术使用者:博科丝特焊接科技(江苏)有限公司技术研发日:20231201技术公布日:2024/7/23本文地址:https://www.jishuxx.com/zhuanli/20240725/139755.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。