一种双芯复合型耐磨合金堆焊焊条的制作方法
- 国知局
- 2024-06-21 09:38:53
本发明涉及焊接,尤其涉及一种双芯复合型耐磨合金堆焊焊条。
背景技术:
1、
2、新的经济环境要求我们必须不断创新发展,开发、研制具有自主知识产权的二十一世纪新型焊接材料,具有新工艺、新技术并与实际生产应用相结合,才能适应市场的需要。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的缺点,而提出的一种双芯复合型耐磨合金堆焊焊条。
2、为了实现上述目的,本发明采用了如下技术方案:
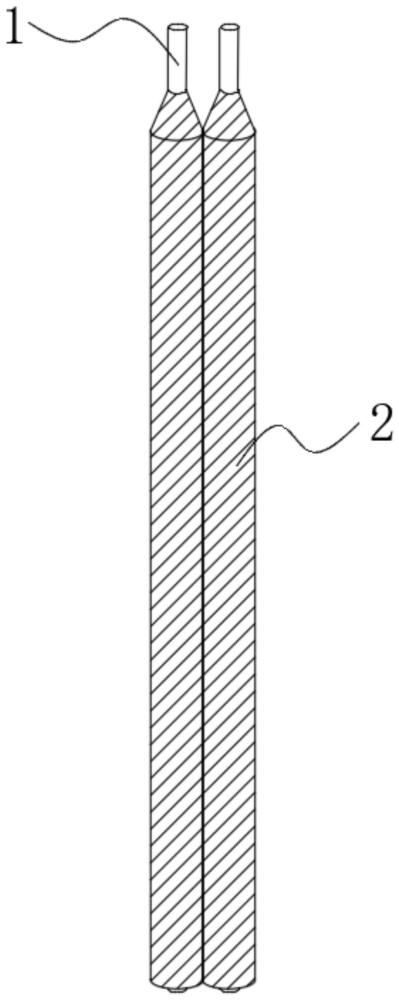
3、一种双芯复合型耐磨合金堆焊焊条,包括焊芯和药皮,所述焊芯设有两个,且两个焊芯并排设置,所述药皮包覆在两个焊芯的表面,所述药皮的配方原料包括:纯碱6.8份、纯度是98%以上,中碳锰铁30.6份、纯度是50%以上,硅铁34份、纯度是45%以上,钛白粉45.9份、纯度是97%以上,氟硅酸钙45.9份、纯度是97%以上,石英51份、纯度是97%以上,钼铁90.1份、纯度是55%以上,钒铁90.1份、纯度是50%以上,钛铁124.1份、纯度是27%以上,金属铬168.3份、纯度是92%以上,氟化钙255份、纯度是96%以上,碳素铬323份、纯度是60%以上,碳酸钙306份、纯度是92%以上,钾钠水玻璃442份、模数3.0-3.2、比重1.46-1.52。
4、作为本发明的进一步技术方案,所述焊芯选用h08a焊芯。
5、作为本发明的进一步技术方案,所述药皮的配方原料按照重量份数计算。
6、作为本发明的进一步技术方案,焊条满足于堆焊金属硬度(堆焊三层以上)hrc>60。
7、作为本发明的进一步技术方案,焊条的生产包括以下具体步骤:
8、s1:核对原料:准备焊芯(1)和药皮(2)的各原料,并对原料的种类进行核对;
9、s2:称量原料:按照配方的重量份称量药皮(2)的各原料备用;
10、s3:混料:将药皮(2)的各原料混合均匀并进行湿法处理,将其转化为可塑性较好的糊状物料;
11、s4:压涂:将药皮(2)的糊状物料涂覆在两个焊芯(1)表面,在涂覆药皮(2)后,使用适当的压力将药皮(2)压制到焊芯(1)表面,确保药皮(2)均匀紧实地附着在焊芯(1)表面;
12、s5:磨端:对制成的焊条两端进行打磨将顶端倒成45°角,便于引弧,直至磨掉涂层,便于夹持;
13、s6:自然干燥48小时:将压涂好药皮(2)的焊条放置在干燥架上自然干燥,使药皮(2)充分固化,提高其附着力和稳定性
14、s7:烘干:将干燥好的焊条平摆放入烘干箱加热至140℃恒温一小时继续升温至300℃,恒温一小时后断电,次日出炉;
15、s8:成品检验:对成型后的焊条进行质量检验,焊样块检查焊接性能,打硬度测hrc洛氏硬度值;
16、s9:包装入库:对合格品进行包装以便存储和运输,包装好后储存入库,库房要求干燥通风。
17、作为本发明的进一步技术方案,所述s3中,湿法处理的步骤包括:加水稀释、混合搅拌、粉碎、过滤。
18、作为本发明的进一步技术方案,所述s4中,涂覆可通过浸涂、喷涂或滚涂方法完成,压制可使用压力辊、压力机或其他压制设备完成。
19、作为本发明的进一步技术方案,所述s8中,成品检验通过外观检查、尺寸测量、性能测试的手段进行。
20、本发明的有益效果为:改变单根焊条的焊芯数量,将两根焊芯加工成一根焊条,相当于焊接时两根焊条同时使用,节能节材、降低成本,可提高焊敷效率近一倍、节电25%;焊条坚韧、耐磨、抗冲击、耐热、耐腐蚀、抗裂、抗气孔、堆焊金属硬度均匀,配方中不含稀土元素,有利环保。
技术特征:1.一种双芯复合型耐磨合金堆焊焊条,包括焊芯(1)和药皮(2),其特征在于,所述焊芯(1)设有两个,且两个焊芯(1)并排设置,所述药皮(2)包覆在两个焊芯(1)的表面,所述药皮(2)的配方原料包括:纯碱6.8份、纯度是98%以上,中碳锰铁30.6份、纯度是50%以上,硅铁34份、纯度是45%以上,钛白粉45.9份、纯度是97%以上,氟硅酸钙45.9份、纯度是97%以上,石英51份、纯度是97%以上,钼铁90.1份、纯度是55%以上,钒铁90.1份、纯度是50%以上,钛铁124.1份、纯度是27%以上,金属铬168.3份、纯度是92%以上,氟化钙255份、纯度是96%以上,碳素铬323份、纯度是60%以上,碳酸钙306份、纯度是92%以上,钾钠水玻璃442份、模数3.0-3.2、比重1.46-1.52。
2.根据权利要求1所述的一种双芯复合型耐磨合金堆焊焊条,其特征在于,所述焊芯(1)选用h08a焊芯。
3.根据权利要求1所述的一种双芯复合型耐磨合金堆焊焊条,其特征在于,所述药皮(2)的配方原料按照重量份数计算。
4.根据权利要求1所述的一种双芯复合型耐磨合金堆焊焊条,其特征在于,焊条满足于堆焊金属硬度(堆焊三层以上)hrc>60。
5.根据权利要求1所述的一种双芯复合型耐磨合金堆焊焊条,其特征在于,焊条的生产包括以下具体步骤:
6.根据权利要求5所述的一种双芯复合型耐磨合金堆焊焊条,其特征在于,所述s3中,湿法处理的步骤包括:加水稀释、混合搅拌、粉碎、过滤。
7.根据权利要求5所述的一种双芯复合型耐磨合金堆焊焊条,其特征在于,所述s4中,涂覆可通过浸涂、喷涂或滚涂方法完成,压制可使用压力辊、压力机或其他压制设备完成。
8.根据权利要求5所述的一种双芯复合型耐磨合金堆焊焊条,其特征在于,所述s8中,成品检验通过外观检查、尺寸测量、性能测试的手段进行。
技术总结本发明公开了一种双芯复合型耐磨合金堆焊焊条,包括焊芯和药皮,焊芯设有两个,且两个焊芯并排设置,药皮包覆在两个焊芯表面,药皮的配方原料包括:纯碱6.8份、纯度是98%以上,中碳锰铁30.6份、纯度是50%以上,硅铁34份、纯度是45%以上,钛白粉45.9份、纯度是97%以上,氟硅酸钙45.9份、纯度是97%以上,石英51份、纯度是97%以上,钼铁90.1份、纯度是55%以上,钒铁90.1份、纯度是50%以上,钛铁124.1份、纯度是27%以上,金属铬168.3份、纯度是92%以上,氟化钙255份、纯度是96%以上,碳素铬323份、纯度是60%以上,碳酸钙306份、纯度是92%以上,钾钠水玻璃442份、模数3.0‑3.2、比重1.46‑1.52。本发明将两根焊芯加工成一根焊条,相当于焊接时两根焊条同时使用,节能节材、降低成本,可提高焊敷效率近一倍、节电25%。技术研发人员:张思远,王彬受保护的技术使用者:张思远技术研发日:技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/15440.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种陶瓷衬垫的制作方法
下一篇
返回列表