一种不锈钢材质增材镍电铸的加工方法与流程
- 国知局
- 2024-07-27 11:08:12
本发明涉及装饰件加工,具体为一种不锈钢材质增材镍电铸的加工方法。
背景技术:
1、现有技术中,在装饰行业中在制作logo或其他装饰件时,传统是在不锈钢上热熔镍片,这样需要一道热熔工序,增加了工序,如果是大的产品,则热熔设备稍有不平整就造成产品受热不均匀,从而造成产品热熔不牢固,造成产品移位。
2、综上,现有技术中组装好的产品,容易出现logo粘贴后牢固度不好,如果logo特别小则胶水也少,这样粘贴牢固度不好更明显。
3、为了解决上述问题,我们提出了一种不锈钢材质增材镍电铸的加工方法。
技术实现思路
1、针对现有技术的不足,本发明提供了一种不锈钢材质增材镍电铸的加工方法,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:一种不锈钢材质增材镍电铸的加工方法,包括以下步骤:
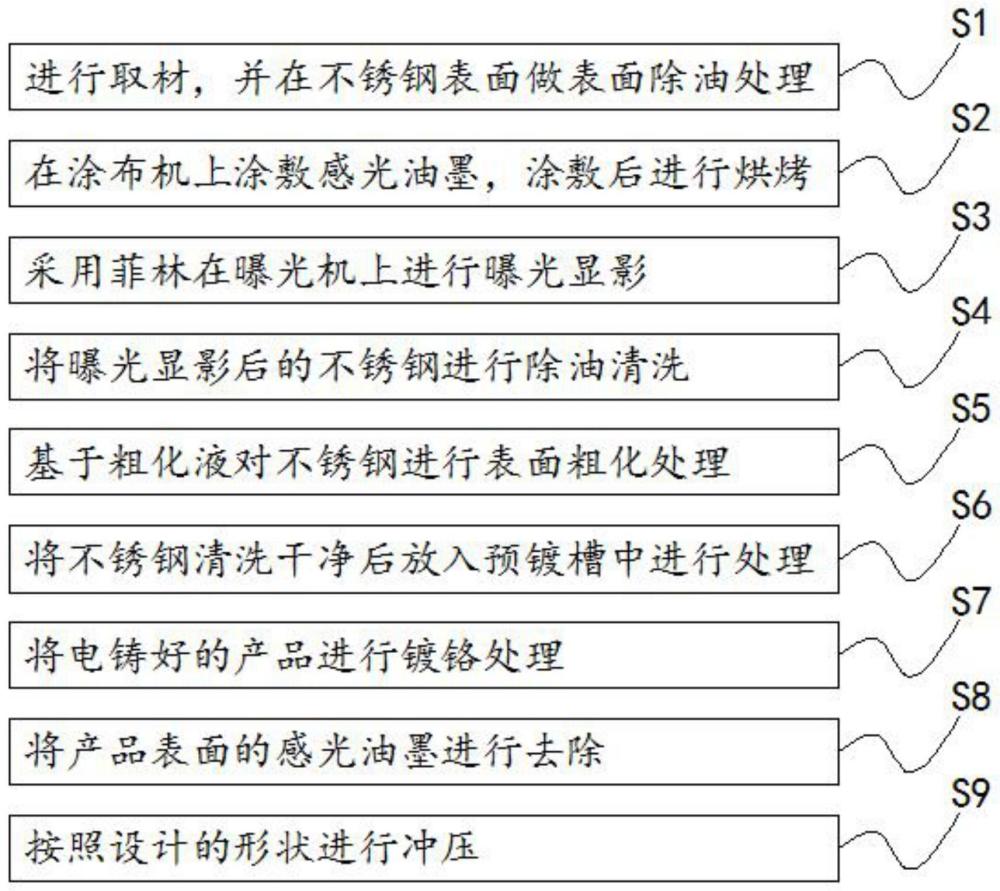
3、s1、进行取材,并在不锈钢表面做表面除油处理;
4、s2、在涂布机上涂敷感光油墨,涂敷后进行烘烤;
5、s3、采用菲林在曝光机上进行曝光显影;
6、s4、将曝光显影后的不锈钢进行除油清洗;
7、s5、基于粗化液对不锈钢进行表面粗化处理;
8、s6、将表面粗化后的不锈钢清洗干净后放入预镀槽中进行处理;
9、s7、将电铸好的产品进行镀铬处理;
10、s8、将产品表面的感光油墨进行去除;
11、s9、按照设计的形状进行冲压,实现产品上有镍的增材工艺。
12、进一步优化本技术方案,所述步骤s1中,选取型号为sus304不锈钢,不锈钢的合金元素包括18%的铬和8%的镍,所述不锈钢的尺寸为200*300mm,不锈钢的厚度在0.2mm以上。
13、进一步优化本技术方案,所述步骤s1中,做表面除油处理时,包括以下处理内容:
14、预处理:在除油之前,对不锈钢表面进行预处理,如用水冲洗以去除大部分灰尘和松散污垢;
15、喷洗:将不锈钢放置在配置好的除油槽进行喷洗,去除油脂和表面其他有机物;
16、反应时间:根据污染程度和化学品的浓度,设定反应时间,以确保充分的清洁;
17、冲洗:使用清水彻底冲洗不锈钢表面,以去除残留的化学物质;
18、干燥:进行干燥处理,防止水斑和锈蚀的产生。
19、进一步优化本技术方案,所述除油槽的组成成分包括氢氧化钠、碳酸钠、磷酸钠以及表面活性剂;
20、所述除油槽的组成成分按照以下质量进行配置:
21、氢氧化钠:30-50g/l,有效破坏油脂的化学结构,使油脂乳化并从金属表面分离;
22、碳酸钠:30-40g/l,作为缓冲剂,帮助维持溶液的ph值;
23、磷酸钠:30-40g/l,用于去除不锈钢表面的锈迹和氧化层;
24、表面活性剂:1-2g/l,降低水的表面张力,增加溶液与油脂的接触面积,有助于去除油脂和污垢。
25、进一步优化本技术方案,所述步骤s2中,烘烤温度为80-120℃,烘烤时间为1-1.5小时;当涂敷的感光油墨厚度大于0.02mm,涂敷次数大于2次,每次涂敷都进行烘烤,烘烤温度均为80-120℃,烘烤时间均为1-1.5小时。
26、进一步优化本技术方案,所述步骤s3中,曝光显影包括:
27、曝光处理:使用汞灯设备进行曝光,曝光时间在5-30秒的范围内,并使用曝光尺进行测量,控制好曝光机能量和吸真空;
28、烘烤处理:在80-120℃的温度下烘烤1-1.5小时;
29、显影处理:浸泡在3-6%的氢氧化钠水溶液中1-5分钟,去除未曝光的油墨,使用海绵清洗去除未曝光的油墨;
30、去膜处理:选用氢氧化钠浓度3-5%的去膜溶液,处理温度在40-70℃,去膜时间1-5分钟。
31、进一步优化本技术方案,所述步骤s5中,表面粗化处理包括:
32、配置粗化液:使用10-30%的硫酸和2%的磷酸;
33、浸泡处理:在20-40℃的温度下,将不锈钢浸泡在粗化液中1-3分钟;
34、清洗:浸泡后,使用纯净水彻底清洗不锈钢表面。
35、进一步优化本技术方案,所述步骤s6中,所述电镀槽的电铸温度控制在30-70℃,ph值维持在4-6,电镀槽中硫酸镍240-300g/l、氯化镍40-70g/l、硼酸25-40g/l,电流密度为3-10a/dm2,搅拌方式为空气搅拌,电镀时间控制在2-5小时。
36、进一步优化本技术方案,所述步骤s7中,镀铬处理包括以下技术参数:
37、铬酸酐80-120g/l、硫酸0.8-1.5g/l、硼酸8-12g/l、三价铬1-5g/l、温度控制在50-65℃、电流密度为25-40a/dm2、电镀时间为1-5分钟,表面镀铬厚度为0.1微米以上。
38、进一步优化本技术方案,所述步骤s8中,采用3-5%氢氧化钠水溶液浸泡1-3分钟,温度控制在20-50℃,用海绵擦拭去除干净后烘干。
39、与现有技术相比,本发明提供了一种不锈钢材质增材镍电铸的加工方法,具备以下有益效果:
40、该不锈钢材质增材镍电铸的加工方法,通过在不锈钢上直接增材镍,可以省去镍片从不锈钢上剥离工序和剥离造成的logo上字母移位风险,而且logo上字母更牢固,不会出现logo上字母剥离移位问题。
技术特征:1.一种不锈钢材质增材镍电铸的加工方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种不锈钢材质增材镍电铸的加工方法,其特征在于,所述步骤s1中,选取型号为sus304不锈钢,不锈钢的合金元素包括18%的铬和8%的镍,所述不锈钢的尺寸为200*300mm,不锈钢的厚度在0.2mm以上。
3.根据权利要求1所述的一种不锈钢材质增材镍电铸的加工方法,其特征在于,所述步骤s1中,做表面除油处理时,包括以下处理内容:
4.根据权利要求3所述的一种不锈钢材质增材镍电铸的加工方法,其特征在于,所述除油槽的组成成分包括氢氧化钠、碳酸钠、磷酸钠以及表面活性剂;
5.根据权利要求1所述的一种不锈钢材质增材镍电铸的加工方法,其特征在于,所述步骤s2中,烘烤温度为80-120℃,烘烤时间为1-1.5小时;当涂敷的感光油墨厚度大于0.02mm,涂敷次数大于2次,每次涂敷都进行烘烤,烘烤温度均为80-120℃,烘烤时间均为1-1.5小时。
6.根据权利要求1所述的一种不锈钢材质增材镍电铸的加工方法,其特征在于,所述步骤s3中,曝光显影包括:
7.根据权利要求1所述的一种不锈钢材质增材镍电铸的加工方法,其特征在于,所述步骤s5中,表面粗化处理包括:
8.根据权利要求1所述的一种不锈钢材质增材镍电铸的加工方法,其特征在于,所述步骤s6中,所述电镀槽的电铸温度控制在30-70℃,ph值维持在4-6,电镀槽中硫酸镍240-300g/l、氯化镍40-70g/l、硼酸25-40g/l,电流密度为3-10a/dm2,搅拌方式为空气搅拌,电镀时间控制在2-5小时。
9.根据权利要求1所述的一种不锈钢材质增材镍电铸的加工方法,其特征在于,所述步骤s7中,镀铬处理包括以下技术参数:
10.根据权利要求1所述的一种不锈钢材质增材镍电铸的加工方法,其特征在于,所述步骤s8中,采用3-5%氢氧化钠水溶液浸泡1-3分钟,温度控制在20-50℃,用海绵擦拭去除干净后烘干。
技术总结本发明公开了一种不锈钢材质增材镍电铸的加工方法,涉及装饰件加工技术领域,包括以下步骤:S1、进行取材;S2、涂敷感光油墨;S3、采用菲林在曝光机上进行曝光显影;S4、将曝光显影后的不锈钢进行除油清洗;S5、基于粗化液对不锈钢进行表面粗化处理;S6、将不锈钢清洗干净后放入预镀槽中进行处理;S7、将产品进行镀铬处理;S8、将产品表面的感光油墨进行去除;S9、按照设计的形状进行冲压,实现产品上有镍的增材工艺。该不锈钢材质增材镍电铸的加工方法,通过在不锈钢上直接增材镍,可以省去镍片从不锈钢上剥离工序和剥离造成的LOGO上字母移位风险,而且LOGO上字母更牢固,不会出现LOGO上字母剥离移位问题。技术研发人员:刘林君,齐楚祥,齐李华,刘合情受保护的技术使用者:深圳市华熠科技有限公司技术研发日:技术公布日:2024/4/24本文地址:https://www.jishuxx.com/zhuanli/20240726/117572.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表