电镀设备的减震控制方法、装置及电子设备与流程
- 国知局
- 2024-07-27 11:46:04
本技术涉及集成电路生产制造,尤其涉及一种电镀设备的减震控制方法、装置及电子设备。
背景技术:
1、随着集成电路生产制造技术领域的快速发展,芯片面积的不断增加,芯片内晶体管数量急剧增加,一颗芯片内甚至有几万乃至百亿个以上的晶体管。电镀工艺对电镀速率和产出要求也随之越来越高,在先进封装领域芯片内均匀性也要求更高。为了保证电镀过程中的质量传输稳定,满足产能和品质需求,在电镀设备中引入了高速震荡的桨叶组件。桨叶组件包括多个与基板表面平行的桨叶,桨叶进行往复运动,对电镀液进行搅拌,充分地将金属离子和电镀液添加剂供给至基板表面。
2、具体请参照图1,图1示出了申请号为202110154928.5的专利所公开的一种电镀设备的结构示意图。如图1所示,该电镀设备包括电镀槽101、基板夹具102和多个平行排列的条形桨叶103。其中,基板夹具102用于夹持基板104,桨叶103位于基板104与电极(图未示)之间,并与基板104平行。电镀时,基板104和桨叶103浸泡于电镀槽101中的电镀液内,桨叶103在驱动机构105的驱动下,沿着与基板104平行的方向进行往复运动,对电镀液进行搅拌。桨叶103的运动方向可以进一步通过与其连接的导轨109来限制。驱动机构105连接有控制器106,控制器106通过程序控制驱动机构105的动作,从而控制桨叶103的运动。定义a为桨叶宽度,b为相邻桨叶之间的间隙的最窄宽度,桨叶103的一种运动方式请参照图2。图2示出了现有技术中的桨叶以分步往返步进式振动时,桨叶在一个周期内的位置变化示意图。从图2中可以看出,一个工作周期内,桨叶103的动作分为以下四步:步骤501,从坐标原点(黑色三角)向右移动至坐标δ;步骤502,向左移动至坐标a;步骤503,向右移动至坐标δ+a;步骤504,向左移动回到坐标原点。一个工作周期内,桨叶103左右交替移动。由于基板104上对应的每个点被桨叶103遮挡的时间相等,当电场均匀分布时,基板104上对应的每个点接收到的电量相等,因此各点的电镀高度相同。一个工作周期内,为使桨叶103在各折返位置覆盖的坐标范围互不重叠,要求δ≥a+b,即δ≥2a,这样对电镀中各处的搅拌程度就更加均衡。电镀工艺中,桨叶103完成一个工作周期运动后,立刻进入下一工作周期运动。
3、随着高速电镀需求的增加,继高速电镀铜设备之后高速电镀锡银设备也成为标准配置,在同一台电镀设备上配置的带有高速震荡桨叶的电镀腔体越来越多。以某电镀设备为例,之前有8个铜电镀腔带桨叶,现在又增加了4个锡银电镀腔带桨叶,总共有12个电镀腔设置桨叶。但是,电镀设备的主机台框架是相互绑定的。当多个电镀腔同时工作时,各个电镀腔均会产生振动,导致电镀设备的各个模块相互影响。在某一频率下,电镀设备整体产生共振,此时电镀腔内的基板容易产生移动,移动的数据经测定为0.5mm。移动经常引起基板位置失位报警,影响基板的正常加工。经过测定,在该情况下电镀设备与桨叶达到共振时的共振频率为1hz,电镀设备与桨叶达到共振的周期示意图如图3所示。
4、随着电镀均匀性要求越来越高,桨叶103采用上述分步往返步进式的振动方式,桨叶103的振动和电镀设备的振动,产生了类似电磁波中谐波跟载波的两种振动频率,两种频率相接近时就容易产生共振。一旦产生共振,电镀设备的整体振幅会增加,电镀设备的振动通过机台主框架传到机台各个模块,使相关部件被动起震,比如前端模块里的基板装载盒、基板对位装置都受到抖动影响,造成基板位置偏移。甚至机械手本身也会受到影响,在高速运动过程中会有基板掉落或者位置偏移风险。
技术实现思路
1、有鉴于此,本技术实施例提供一种电镀设备的减震控制方法、装置及电子设备,至少部分解决现有技术中存在的问题,能够减少电镀设备在工作过程中的振动,达到稳定基板工艺和设备的目的。
2、第一方面,本技术实施例提供了一种电镀设备的减震控制方法,所述方法包括:
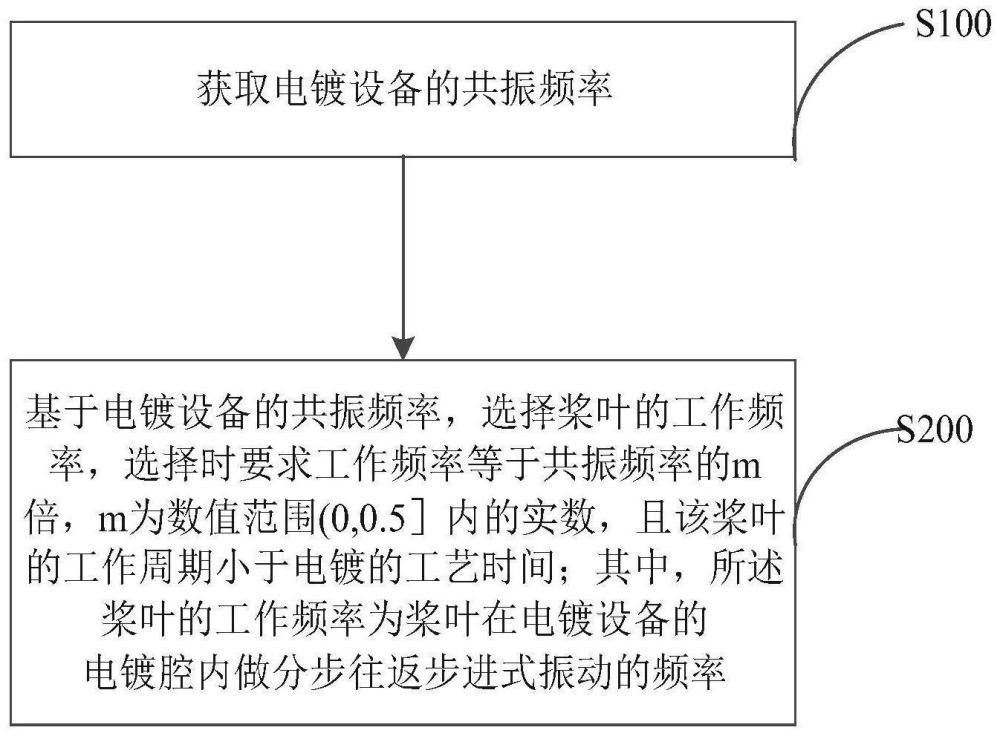
3、获取电镀设备的共振频率;
4、基于共振频率,选择桨叶的工作频率,所述工作频率等于共振频率的m倍,m为数值范围(0,0.5]内的实数,且该桨叶的工作频率所对应的工作周期小于电镀的工艺时间;
5、其中,所述工作频率为桨叶在电镀设备的电镀腔内做分步往返步进式周期运动的频率。
6、根据本技术实施例的一种具体实现方式,电镀设备包括预湿腔、电镀腔、清洗腔、电镀设备的框架、机械手。
7、根据本技术实施例的一种具体实现方式,还包括:选择桨叶的工作频率之后,基于所述工作频率,利用公式一计算桨叶每前进一次然后后退一次需要产生的位移δ;
8、其中,所述公式一为:
9、δ=l*mf*t1*r
10、其中,
11、l表示桨叶以分步往返步进式振动过程中的起点和终点之间的距离;
12、f表示电镀设备的共振频率;
13、t1表示桨叶每前进一次然后后退一次所花费的时长;
14、r表示桨叶在一个工作周期的振动中移动距离达到l的次数。
15、根据本技术实施例的一种具体实现方式,当所述电镀设备的电镀腔数量为偶数时,相邻的两个电镀腔内桨叶移动方向相反。
16、据本技术实施例的一种具体实现方式,当所述电镀设备的电镀腔数量为偶数时,定义同一水平高度的相邻的两个电镀腔为一组,同一组的电镀腔内桨叶移动方向相反。
17、第二方面,提供了一种电镀设备的减震控制方法,当所述电镀设备的电镀腔数量为偶数时,相邻的两个电镀腔内桨叶移动方向相反。
18、据本技术实施例的一种具体实现方式,当所述电镀设备的电镀腔数量为偶数时,定义同一水平高度的相邻的两个电镀腔为一组,同一组的电镀腔内桨叶移动方向相反。
19、第三方面,提供了一种电镀设备的减震控制装置,所述装置包括:
20、信息获取单元,用于获取电镀设备的共振频率,并将电镀设备的共振频率发送至处理单元;
21、处理单元,用于接收信息获取单元发送的电镀设备的共振频率,基于电镀设备的共振频率,选择桨叶的工作频率;包括确定所述桨叶的工作频率等于共振频率的m倍,m为数值范围(0,0.5]内的实数,且桨叶的工作频率所对应的工作周期小于电镀的工艺时间;其中,桨叶的工作频率为桨叶在电镀设备的电镀腔内做分步往返步进式周期运动的频率;
22、控制单元,用于根据处理单元选择的桨叶工作频率,控制桨叶工作。
23、据本技术实施例的一种具体实现方式,处理单元还被配置为根据所述桨叶的工作频率,计算桨叶前进一次然后后退一次所需要产生的位移,根据桨叶前进一次然后后退一次所需要产生的位移生成桨叶的步进指令数据,并将指令数据发送至控制单元。
24、据本技术实施例的一种具体实现方式,控制单元还被配置为接收所述处理单元发送的桨叶每前进一次然后后退一次需要产生的位移的步进指令数据,控制桨叶按照指令数据动作。
25、据本技术实施例的一种具体实现方式,电镀设备包括预湿腔、电镀腔、清洗腔、电镀设备的框架、机械手。
26、据本技术实施例的一种具体实现方式,所述处理单元根据所述桨叶的工作频率,计算桨叶前进一次然后后退一次所需要产生的位移包括:
27、利用公式一计算桨叶每前进一次然后后退一次需要产生的位移δ;
28、其中,所述公式一为:
29、δ=l*mf*t1*r
30、其中,
31、l表示桨叶以分步往返步进式振动过程中的起点和终点之间的距离;
32、f表示电镀设备的共振频率;
33、t1表示桨叶每前进一次然后后退一次所花费的时长;
34、r表示桨叶在一个周期的振动中移动距离达到l的次数。
35、第四方面,一种电镀设备,包括第三方面任一项所述的减震控制装置。
36、据本技术实施例的一种具体实现方式,当所述电镀设备的电镀腔数量为偶数时,相邻的两个电镀腔内桨叶移动方向相反。
37、据本技术实施例的一种具体实现方式,当所述电镀设备的电镀腔数量为偶数时,定义同一水平高度的相邻的两个电镀腔为一组,同一组的电镀腔内桨叶移动方向相反。
38、第五方面,提供了一种电子设备,所述电子设备包括:
39、至少一个处理器;以及,
40、与所述至少一个处理器通信连接的存储器;
41、其中,所述存储器存储有被所述至少一个处理器执行的指令,所述指令被所述至少一个处理器执行,以使所述至少一个处理器能够执行前述第一方面或第二方面的任一实现方式中的电镀设备的减震控制方法。
42、第六方面,一种非暂态计算机可读存储介质,该非暂态计算机可读存储介质存储计算机指令,该计算机指令用于使该计算机执行前述第一方面或第二方面的任一实现方式中的电镀设备的减震控制方法。
43、本技术的电镀设备的减震控制方法、装置及电子设备,根据不同电镀设备所具有的不同共振频率,针对性控制电镀设备电镀腔内桨叶的工作频率,以及不同电镀腔内桨叶的振动方式,很大程度减弱了桨叶振动所带来的影响,确保基板在实际工艺环境下的稳定,保障基板的加工质量,提高基板良率。
本文地址:https://www.jishuxx.com/zhuanli/20240726/119445.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表