一种设备零件局部电镀修复方法与流程
- 国知局
- 2024-07-27 12:01:25
本发明涉及船舶设备修复,尤其涉及一种设备零件局部电镀修复方法。
背景技术:
1、在船舶设备零件修复以往采用堆焊的方式进行修复,采用堆焊修复会产生大量的热量,易使零件产生变形,影响其性能;表面粗糙度很大需再次进行机加工;只能用于钢、铁和合金等金属材料修复,不能用于非金属材料修复。
技术实现思路
1、有鉴于此,本发明提供了一种设备零件局部电镀修复方法,用以解决现有船舶设备零件采用堆焊修复存在的问题。
2、一种设备零件局部电镀修复方法,包括以下步骤:
3、s1,对设备零件的待修复区域进行预处理,所述待修复区域为设备零件的孔眼;
4、s2,将密封组件固定在设备零件的孔眼底部;
5、s3,判断设备零件的磨损量,当设备零件的磨损量单边>1mm时对零件进行先镀铁后镀铬修复:
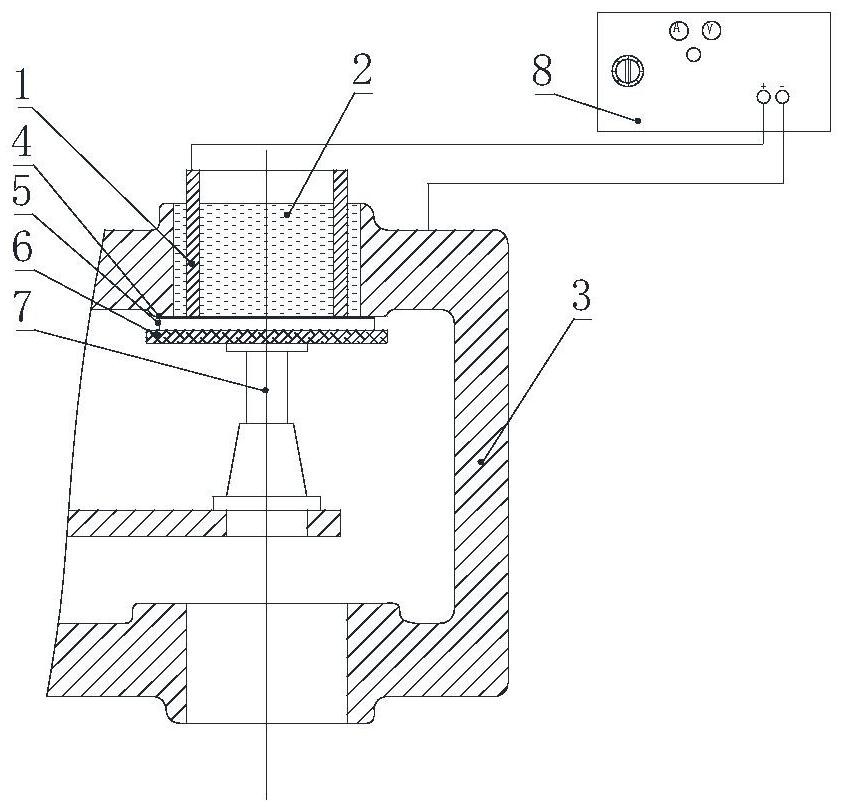
6、具体地,镀铁修复过程为:首先,将ph值为0.6~0.9、相对密度在1.21~1.23的氯化亚铁溶液灌注到设备零件的孔眼中,在35℃~45℃温度范围内利用对称交流活化法进行刻蚀处理;
7、然后,将氯化亚铁溶液更换为300~400g/l、ph值为1~1.5,将纯铁阳极空心圈放在设备零件孔眼的中心,并将阴极电流密度调整为15~25a/dm2,在30~50℃温度范围内进行起镀、过渡镀和直流镀三个施镀过程,所述纯铁阳极空心圈上设置多个均匀分布的贯穿孔;
8、低温镀铁结束后,将设备零件取出清洗,然后放在5~10%的碱溶液中浸泡设定时间,然后再水洗烘干;
9、镀铬修复过程为:将纯铁阳极空心圈替换为铅锡合金阳极空心圈,将电解液更换为复合镀铬液;电镀前将设备零件进行预热处理,使其温度与电解液一致;
10、然后,将阴极电流密度调整为60a/dm2,在57~59℃温度范围内镀硬铬,硬铬电镀结束后进行镀后检查。
11、优选地,步骤s1中对设备零件的待修复区域进行预处理的具体步骤为:
12、对设备零件的孔眼进行除油、除锈和除氧化膜;
13、利用塞头堵住设备零件的孔眼,先在不需要修复的区域表面刷绝缘油漆,再将其包覆起来;
14、然后,拆掉设备零件孔眼内的塞头。
15、优选地,步骤s3中利用对称交流活化法进行刻蚀处理的具体步骤为:
16、在35℃~45℃,ph值为0.6~0.9,相对密度在1.21~1.23的氯化亚铁溶液中,利用对称的交流电冲击,活化设备零件孔眼的待镀表面,待表面金属光泽明显减弱后,施加一个冲击电流,使正向电流密度大于负向电流密度,然后逐步调节正向或负向电流密度,使之最后过渡到直流电镀。
17、优选地,步骤s3中在30~50℃温度范围内进行起镀、过渡镀和直流镀三个施镀过程的具体步骤为:
18、首先,进行起镀:将正极电流密度调整为8~10a/dm2、负极电流密度调整为7~8a/dm2,采用不对称交流电起镀法,通电5~10分钟,在设备零件孔眼的待镀表面生成一层低应力铁层;
19、然后,进行过渡镀:正极电流密度维持在8~10a/dm2,逐渐调节负极电流密度,当d负=d正/10时负极电流密度保持不变并持续镀2分钟,然后再转成直流镀;
20、转直流镀后,将负极电流密度调整为15~25a/dm2,根据施镀时间计算公式计算直流镀的通电时间。
21、优选地,所述过渡镀的通电时间为10~15分钟。
22、优选地,施镀时间(h)=镀层厚度/(0.02x阴极电流密度)。
23、优选地,步骤s3中硬铬电镀结束后进行镀后检查的具体步骤为:
24、检查镀铬层厚度,若不满足要求则重新补镀;
25、若镀铬层有起泡、脱落现象,用10%盐酸化学溶解退除还原镀铬层后重新镀铬。
26、一种设备零件局部电镀修复方法,包括以下步骤:
27、s1,对设备零件的待修复区域进行预处理,所述待修复区域为设备零件的孔眼;
28、s2,将密封组件固定在设备零件的孔眼底部;
29、s3,判断设备零件的磨损量,当设备零件的磨损量单边<1mm时对零件进行镀硬铬修复:
30、具体地,镀硬铬修复过程为:将铅锡合金阳极空心圈放在设备零件孔眼的中心,将复合镀铬液灌注到设备零件的孔眼中;电镀前将设备零件进行预热处理,使其温度与电解液一致;
31、然后,将阴极电流密度调整为60a/dm2,在57~59℃温度范围内镀硬铬;
32、硬铬电镀结束后,检查镀铬层厚度,若不满足要求则重新补镀;若镀铬层有起泡、脱落现象,用10%盐酸化学溶解退除还原镀铬层后重新镀铬。
33、本发明的有益效果是:
34、1、本发明可对设备零件镀铁以修复磨损尺寸,也可对设备零件镀硬铬以增加表面耐磨性、硬度和耐腐蚀性,且采用本发明对零件进行修复不会产生明显热量,不会引起机械零件变形,且修复后零件表面粗糙度很小,可减少或免去机加工的工序;
35、2、本发明不仅能对金属材料进行修复,也能对非金属材料进行修复,还能提高零件表面的耐磨性、硬度和耐腐蚀性。本发明还能用于大型设备零件局部修复。
36、3、本发明采用的装置取材容易,结构简单,制造方便,操作便捷,可重复使用。
技术特征:1.一种设备零件局部电镀修复方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的设备零件局部电镀修复方法,其特征在于,步骤s1中对设备零件的待修复区域进行预处理的具体步骤为:
3.根据权利要求1所述的设备零件局部电镀修复方法,其特征在于,步骤s3中利用对称交流活化法进行刻蚀处理的具体步骤为:
4.根据权利要求1所述的设备零件局部电镀修复方法,其特征在于,步骤s3中在30~50℃温度范围内进行起镀、过渡镀和直流镀三个施镀过程的具体步骤为:
5.根据权利要求4所述的设备零件局部电镀修复方法,其特征在于,所述过渡镀的通电时间为10~15分钟。
6.根据权利要求4所述的设备零件局部电镀修复方法,其特征在于,施镀时间(h)=镀层厚度/(0.02x阴极电流密度)。
7.根据权利要求1所述的设备零件局部电镀修复方法,其特征在于,步骤s3中硬铬电镀结束后进行镀后检查的具体步骤为:
8.一种设备零件局部电镀修复方法,其特征在于,包括以下步骤:
技术总结本发明公开了一种设备零件局部电镀修复方法,包括以下步骤:对设备零件的待修复区域进行预处理,所述待修复区域为设备零件的孔眼;将密封组件固定在设备零件的孔眼底部;根据设备零件的磨损量选择修复方案。本发明可对设备零件镀铁以修复磨损尺寸,也可对设备零件镀硬铬以增加表面耐磨性、硬度和耐腐蚀性,且采用本发明对零件进行修复不会产生明显热量,不会引起机械零件变形,且修复后零件表面粗糙度很小,可减少或免去机加工的工序。技术研发人员:姜晓霆,蒋凯,郭承弘,郭洁辉,竺玲珑,曾辉受保护的技术使用者:沪东中华造船(集团)有限公司技术研发日:技术公布日:2024/7/11本文地址:https://www.jishuxx.com/zhuanli/20240726/120540.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表