一种熔石英悬臂梁-质量块结构及其加工方法与流程
- 国知局
- 2024-07-27 12:55:38
本发明涉及微电子机械系统微加工,特别涉及一种熔石英悬臂梁-质量块结构及其加工方法。
背景技术:
1、微电子机械系统(micro-electromechanical systems,mems)传感器具有体积小、功耗低、易于集成的优点,广泛的应用于工业监测、航空航天和国防武器等领域中。熔融石英(熔石英)是一种绝缘材料,可避免半导体材料的载流子效应,抗辐照能力强,具有高的化学稳定性,并具有优良的温度、机械性能,高的品质因数。利用熔石英制作的传感器具有优异的性能,如石英挠性加速度计是目前小型化的加速度计中测量精度最高的,已经在航空航天和国防武器中服役数十年。将熔石英材料用于微传感器中,发挥石英材料的高稳定性,有利于提高微传感器的性能。但由于熔石英的化学稳定性,导致其很难加工。
2、目前,熔石英材料的加工还主要采用精密机械制造的方法,精密机械制造的方法加工的熔石英结构体积尺寸较大,很难适用于mems微结构的加工,例如:mems传感器中的悬臂梁-质量块结构的悬臂梁厚度只有几十微米,精密机械制造的方法无法获得。
3、目前,可用于熔石英的mems加工方法主要有三种:干法刻蚀、湿法刻蚀和超快激光加工。干法刻蚀深宽比高,但效率低,且掩膜困难,适用于较浅结构的加工,很难完成石英悬臂梁-质量块三维结构的加工。湿法刻蚀能够实现光滑薄梁,但侧壁不陡直,且由于熔石英的各向同性刻蚀特性,深宽比不高(<1:1),质量块跟边框的间距较大,导致整个器件的面积较大。超快激光加工是最近几年发展起来一种新技术,能够实现侧壁陡直的结构,已经在透明介质加工方面得到了广泛应用,但超快激光加工一般用于打孔、划片,很难获得光滑薄梁结构,如悬臂梁-质量块结构中的悬臂梁。
技术实现思路
1、为了解决上述技术问题,本发明提供一种熔石英悬臂梁-质量块结构的加工方法以及通过该加工方法得到的悬臂梁-质量块结构。
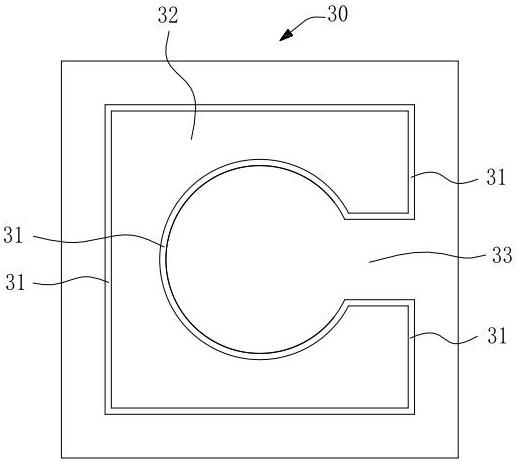
2、一方面,本发明提供一种熔石英悬臂梁-质量块结构的加工方法,该悬臂梁-质量块结构包括悬臂梁、质量块和边框。该加工方法包括以下步骤:
3、s01:根据悬臂梁-质量块结构的图形,采用超快激光切割加工熔石英基片,在熔石英基片上形成上下贯穿的切割通道;
4、s02:清洗熔石英基片,在熔石英基片正反两面制备熔石英刻蚀掩膜层;
5、s03:在熔石英刻蚀掩膜层上涂覆光刻胶,光刻所述悬臂梁区域露出熔石英刻蚀掩膜层;
6、s04:去除悬臂梁区域的熔石英刻蚀掩膜层露出熔石英基片;
7、s05:使用刻蚀液刻蚀悬臂梁区域的熔石英基片形成悬臂梁;
8、s06:去除熔石英基片上剩余的光刻胶及熔石英刻蚀掩膜层;
9、s07:使用刻蚀液刻蚀熔石英基片,使得贯穿的切割通道的宽度变大,分离所述质量块与边框。
10、优选地,切割通道的宽度小于5μm。
11、优选地,熔石英刻蚀掩膜层为氮化硅膜、多晶硅、非晶硅、cr/au膜或cr/au/cr/au膜中的任意一种。
12、优选地,s02步骤中采用体积比为硫酸:双氧水=4:1的混合溶液清洗熔石英基片。
13、优选地,s04步骤中采用腐蚀溶液去除熔石英刻蚀掩膜层。
14、优选地,刻蚀液为hf溶液或氟化氢铵溶液。
15、特别地,步骤s07中,刻蚀液采用浓度为49%的hf溶液,在刻蚀温度为22℃的条件下,刻蚀熔石英基片15~25分钟。
16、另一方面,本发明提供一种熔石英悬臂梁-质量块结构,采用前述第一方面的加工方法制成。
17、特别地,边框与质量块之间的间隙的深宽比大于20:1。
18、特别地,质量块与边框的厚度相等。
19、本发明的特点及优点包括:
20、采用本发明的悬臂梁-质量块结构的加工方法,能够使单个悬臂梁-质量块结构的面积做小,可节省石英基片的用料,节约成本。
21、采用本发明的加工方法制成的悬臂梁-质量块结构,不仅质量块与边框的侧壁陡直,悬臂梁薄且侧壁陡直,而且质量块与边框之间的间隙的深宽比可根据加工需求随意调整,间隙的深宽比可做到大于20:1,可满足质量块与边框之间的间隙高深宽的加工需求。
技术特征:1.一种熔石英悬臂梁-质量块结构的加工方法,所述悬臂梁-质量块结构包括悬臂梁、质量块和边框,其特征在于,包括以下步骤:
2.根据权利要求1所述的熔石英悬臂梁-质量块结构的加工方法,其特征在于,所述切割通道的宽度小于5μm。
3.根据权利要求1或2所述的熔石英悬臂梁-质量块结构的加工方法,其特征在于,所述熔石英刻蚀掩膜层为氮化硅膜、多晶硅、非晶硅、cr/au膜或cr/au/cr/au膜中的任意一种。
4.根据权利要求3所述的熔石英悬臂梁-质量块结构的加工方法,其特征在于,s02步骤中采用体积比为硫酸:双氧水=4:1的混合溶液清洗熔石英基片。
5.根据权利要求4所述的熔石英悬臂梁-质量块结构的加工方法,其特征在于,s04步骤中采用腐蚀溶液去除所述熔石英刻蚀掩膜层。
6.根据权利要求5所述的熔石英悬臂梁-质量块结构的加工方法,其特征在于,所述刻蚀液为hf溶液或氟化氢铵溶液。
7.根据权利要求6所述的熔石英悬臂梁-质量块结构的加工方法,其特征在于,步骤s07中,所述刻蚀液采用浓度为49%的hf溶液,在刻蚀温度为22℃的条件下,刻蚀熔石英基片15~25分钟。
8.一种熔石英悬臂梁-质量块结构,其特征在于,采用权利要求1~7中任一项所述的加工方法制成。
9.根据权利要求8所述的熔石英悬臂梁-质量块结构,其特征在于,所述边框与所述质量块之间的间隙的深宽比大于20:1。
10.根据权利要求9所述的熔石英悬臂梁-质量块结构,其特征在于,所述质量块与所述边框的厚度相等。
技术总结本发明涉及微电子机械系统微加工技术领域,本发明公开一种熔石英悬臂梁‑质量块结构及其加工方法。加工方法包括以下步骤:根据悬臂梁‑质量块结构的图形,采用超快激光切割加工熔石英基片,在熔石英基片上形成上下贯穿的切割通道;清洗熔石英基片、制备熔石英刻蚀掩膜层;光刻悬臂梁区域露出熔石英刻蚀掩膜层;去除悬臂梁区域的熔石英刻蚀掩膜层露出熔石英基片;刻蚀悬臂梁区域的熔石英基片形成悬臂梁;去除熔石英基片上剩余的光刻胶及熔石英刻蚀掩膜层;使用刻蚀液刻蚀熔石英基片,分离质量块与边框。制得的熔石英悬臂梁‑质量块结构,其悬臂梁薄且侧壁陡直,可满足质量块与边框之间的间隙高深宽的加工需求。技术研发人员:张照云,沈朝阳,王颉,熊壮,赵宝林,刘振华,王旭光,屈明山,郭建宏,魏云川受保护的技术使用者:中国工程物理研究院电子工程研究所技术研发日:技术公布日:2024/1/13本文地址:https://www.jishuxx.com/zhuanli/20240726/124165.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
压电驱动元件的制作方法
下一篇
返回列表