一种长寿命气化炉的锥底耐火衬体结构及施工方法与流程
- 国知局
- 2024-07-29 10:10:34
本发明涉及煤化工气化炉锥底耐火材料,尤其涉及一种长寿命气化炉的锥底耐火衬体结构及施工方法。
背景技术:
1、煤化工是以煤为原料,经过化学反应生成化工、能源产品的工业过程,是煤炭深加工产业,在我国,石油和天然气资源比较短缺,煤炭资源相对比较丰富,大力发展煤化工产业,一方命有利于节能降耗减排治污的环保政策,同时也有利于推动煤替代石油天然气战略的实施、满足经济社会发展的需要,是我国能源安全的战略举措,目前水煤浆已成为替代油、气等能源的最基础、最经济的洁净能源。水煤浆加压气化炉是实现煤化工产业得以开展的核心设备,通过该设备可以合成氨、甲醇以及制油制气等项目,水煤浆加压气化炉的炉子内衬所用内衬材料除了承受高温高压外,还要遭受还原性气氛、酸性熔渣的侵蚀和高温气流的冲刷,水煤浆加压气化炉按照部位分为拱顶、筒体、锥底,其中锥底使用寿命的高低直接制约着气化炉使用寿命的长短,因此气化炉锥底的寿命成为了气化炉运行过程中的瓶颈环节;所以改进提高气化炉锥底结构及性能并提高其使用寿命一直以来是技术人员的努力方向。
2、现有技术中,如图1所示,气化炉的锥底及渣口为气化炉液态煤渣及反应合成气出口,结构为倒锥形缩口形状。气化炉钢壳1的内壁上浇筑有浇注耐火内衬2,钢壳1的上部内侧为竖向的壁砖3,从锥底到渣口为45°坡面(向火面由不规则砖4砌筑而成,其中不规则砖4包括三角型砖、不规则的多边型砖),因锥底及渣口由一块块渣口砖5砌筑拼接而成,故锥底向火面和渣口向火面存在很多条灰缝,因此气化炉的锥底至渣口坡面(向火面)的存在灰缝呈朝天缝状。因气化炉的渣口为缩口结构,其内径远小于筒体结构,故单位时间内通过的煤渣及气体量远高于筒体表命的过渣量及过气量;通常情况下,煤渣及气体运行至锥底时会出现一定降温情况,温度降低后煤渣的粘度上升,易在锥底渣口表命形成一层厚厚的渣皮,该渣皮能够有效的保护锥底渣口的灰缝不受侵蚀,当温度偏高或者火焰靠下时锥底渣口处温度高,渣粘度低不宜在锥底形成渣皮来保护渣口,而锥底处煤渣、气体等流速较快,灰缝由火泥构成,其强度很低,一般低于5mpa、耐火砖的强度高达120mpa以上,由于火泥强度低,该情况下短时间内渣口就会沿灰缝处快速冲刷,造成渣口损毁极快,从而缩短了气化炉的锥底及渣口耐火砖的使用寿命。发明人基于现有技术中气化炉的锥底及渣口耐火砖使用寿命短的技术问题,研发了一种长寿命气化炉的锥底耐火衬体结构及施工方法,能够有效地解决现有技术中存在的上述技术问题。
技术实现思路
1、本发明为了解决上述现有技术中的问题,提供了一种长寿命气化炉的锥底耐火衬体结构及施工方法,本发明所述的气化炉的锥底砖砌放结构,首先是将向火面的传统锥命所砌筑的砖改变为阶梯状,然后使用与工作命材质相近的浇注料按照图纸及支设模具后,将阶梯状的砌筑砖与浇注料浇注预制而成一个整体,预制的整体结构中无砖缝,可以避免气化炉炉渣运行至锥底后沿着砖缝进行冲刷,影响锥底寿命的情况,既延长了气化炉锥底耐火衬体的使用寿命,又缩短了气化炉锥底耐火衬体的更换周期,大大提高了气化炉的运行效益。
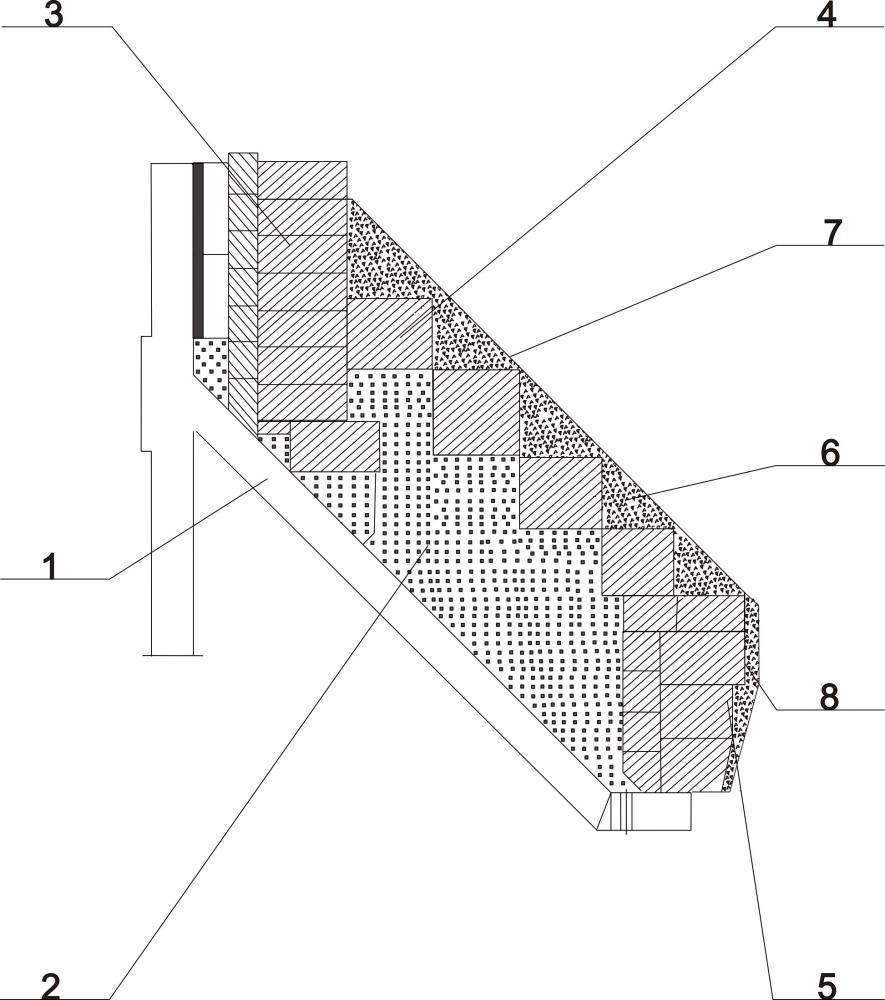
2、本发明提供一种长寿命气化炉的锥底耐火衬体结构,包括炉壳1、预制耐火衬体2和竖向壁砖3;炉壳1为中空的锥形状,所述炉壳1的内壁上浇筑有预制耐火衬体2,竖向壁砖3砌筑在所述炉壳1上部预制耐火衬体2的内侧,阶梯砖4砌筑在竖向壁砖3和渣口砖5之间的预制耐火衬体2表面;所述渣口砖5砌筑在所述阶梯砖4的下部预制耐火衬体2表面;预制浇注层6浇注预制在所述阶梯砖4和渣口砖5内侧表面,所述阶梯砖4表面的预制浇注层6形成了锥底向火面7,所述渣口砖5表面的预制浇注层6形成了渣口向火面8,所述锥底向火面7和渣口向火面8为浇注成型整体结构。
3、所述阶梯砖4之间相邻的砖采用错缝的结构压缝砌筑,避免出现重缝。
4、所述渣口砖5块与块采用子母扣或梯形槽连接,连接处与下部砖缝错开,避免出现直通缝。
5、本发明所述的长寿命气化炉的锥底耐火衬体结构的施工方法:
6、步骤一、预制耐火衬体的浇注:按照施工图纸要求,在炉壳1的内壁上支护成型模,选择轻质隔热耐火浇注料,在炉壳1的内壁上浇注成型为一层锥形状的预制耐火衬体2;
7、步骤二、竖向壁砖的砌筑:在炉壳1上部预制耐火衬体2的内侧砌筑竖向壁砖3,竖向壁砖3采用子母扣或梯形槽上下层叠砌筑;砌筑竖向壁砖3用耐火泥选择与竖向壁砖3材料相近的耐火泥;
8、步骤三、阶梯砖的砌筑:在竖向壁砖3和渣口砖5之间的预制耐火衬体2表面采用错缝的结构压缝砌筑阶梯砖4,形成从上之下倾斜的阶梯状;砌筑阶梯砖4用耐火泥选择与阶梯砖4材料相近的耐火泥;
9、步骤四、渣口砖的砌筑:在阶梯砖4和渣口向火面8的底部位置,采用采用子母扣或梯形槽连接错开砌筑渣口砖5,形成上口大下口小的锥形状;砌筑渣口砖5用耐火泥选择与渣口砖5材料相近的耐火泥;
10、步骤五、锥底向火面和渣口向火面预制浇注层的成型:按照图纸要求,首先在阶梯砖4的表面支护成型模,选择与阶梯砖4材料相近的浇注料,将浇注料搅拌均匀,倾倒在成型模上,利用振动棒振捣密实排气;然后在渣口砖5的表面支护成型模,选择与渣口砖材料相近的浇注料,将浇注料搅拌均匀,倾倒在成型模上,利用振动棒振捣密实排气;最终浇注预制成型为锥底向火面7和渣口向火面8的预制浇注层6;
11、步骤六、锥底向火面和渣口向火面的预制浇注层的养护:待步骤五中,锥底向火面7和渣口向火面8的预制浇注层6浇注成型后,先拆模、自然养护1~2天,然后在100℃~1400℃的温度下高温烧成,高温阶段保温5~10h。
12、其中步骤三中,阶梯砖4选择高铬砖、刚玉砖或铬刚玉砖。
13、其中步骤四中,渣口砖5选择高铬砖、刚玉砖或铬刚玉砖。
14、其中步骤五中,振动棒振捣密实排气的时间30s~90s;预制浇注层6的厚度高于阶梯砖4和渣口砖5最大高度5cm以上。
15、所述本发明中,砌筑竖向壁砖3、阶梯砖4、渣口砖5所采用的粘结耐火泥材料与竖向壁砖3、阶梯砖4、渣口砖5的材料相近。
16、所述阶梯砖4砌筑在竖向壁砖3和渣口砖5之间的预制耐火衬体2表面;所述渣口砖5砌筑在所述阶梯砖4的下部预制耐火衬体2表面。这样设置的主要目的是:通过阶梯砖4和渣口砖5倾斜的阶梯状结构,一方面,提高了预制浇注层6与阶梯砖4和渣口砖5的接触面积,使阶梯砖4和渣口砖5与预制浇注层6的浇注料充分结合,提高了结合强度;另一方面,在预制浇注层6的浇注料浇注振捣形成时,容易使浇注料中空气更容易排出,提高了预制浇注层6的体积密度。
17、所述渣口砖5块与块采用子母扣或梯形槽连接,连接处与下部砖缝错开,避免出现直通缝。这样设置的主要目的是:一方面,提高了渣口砖5之间的砌筑咬合力,提高了渣口砖5砌筑的整体性;另一方面,防止上层渣口砖5和下层渣口砖5之间的直通缝,提高渣口砖5上部预制浇注层6浇注结合强度。
18、所述步骤一中,按照施工图纸要求,在炉壳1的内壁上支护成型模,选择轻质隔热耐火浇注料,在炉壳1的内壁上浇注成型为一层锥形状的预制耐火衬体2;这样设置的主要目的是:一方面,提高了炉壳1的保温性能,防止炉壳1的热量散失;另一方面,防止炉壳1温度过高,热辐射损伤操作人员。
19、所述步骤三和步骤四中,砌筑阶梯砖4用耐火泥选择与阶梯砖4材料相近的耐火泥;砌筑渣口砖5用耐火泥选择与渣口砖5材料相近的耐火泥。这样做的主要目的是:一方面,防止了耐火泥物相与砌筑渣口砖5物相的排斥效应,提高了耐火泥与砌筑渣口砖5的结合强度。另一方面,提高了砌筑渣口砖5的牢固性和整体性。
20、所述步骤五中,按照图纸要求,首先在阶梯砖4的表面支护成型模,选择与阶梯砖4材料相近的浇注料,将浇注料搅拌均匀,倾倒在成型模上,利用振动棒振捣密实排气;然后在渣口砖5的表面支护成型模,选择与渣口砖材料相近的浇注料,将浇注料搅拌均匀,倾倒在成型模上,利用振动棒振捣密实排气;最终浇注预制成型为锥底向火面7和渣口向火面8的预制浇注层6。这样做的主要目的是:一方面,防止了阶梯砖4和砌筑渣口砖5与浇注料的物相的排斥效应,提高了阶梯砖4和砌筑渣口砖5与预制浇注层6浇注料的结合强度。另一方面,在预制浇注层6的浇注料浇注振捣形成时,容易使浇注料中空气更容易排出,提高了预制浇注层6的体积密度。再一方面,提高了锥底向火面7和渣口向火面8上的预制浇注层6与阶梯砖4或砌筑渣口砖5的整体性。
21、所述步骤六中,待步骤五中,锥底向火面7和渣口向火面8的预制浇注层6浇注成型后,先拆模、自然养护1~2天,然后在100℃~1400℃的温度下高温烧成,高温阶段保温5~10h。这样做的主要目的是:一方面,降低了预制浇注层6浇注料的气孔率;另一方面,提高了锥底向火面7和渣口向火面8的预制浇注层6的高温强度,从而提高了预制浇注层6的热振稳定性和抗渣性能。
22、所述步骤五中,振动棒振捣密实排气的时间30s~90s;预制浇注层6的厚度高于阶梯砖4和渣口砖5最大高度5cm以上。这样设置主要目的是:在振动棒振捣密实排气的时间30s~90s的浇筑条件下,预制浇注层6的厚度高于阶梯砖4和渣口砖5最大高度5cm以上;一方面,提高了预制浇注层6的体积密度,从而提高了预制浇注层6热震稳定性和抗渣性能,延长了锥底向火面7和渣口向火面8的使用寿命,缩短了气化炉锥底耐火衬体的更换周期。另一方面,可以充分将预制浇注层6的浇注料预制成型过程中,所产生的空气排出。
23、本发明的有益效果: 通过将气化炉锥底向火面的传统所砌筑的砖改变为阶梯状,将阶梯状的砌筑砖材质相近的浇注料,浇注预制在阶梯状的砌筑砖表面,使阶梯状的阶梯砖与浇注料浇注预制成一个整体,完全避免了气化炉锥底向火面的砖缝结构,经过养护高温烘烤后的预制浇注层强度高达100mpa以上,是高铬火泥强度的20倍以上,砌体结构无薄弱环节,降低了火泥等薄弱环节造成砌体结构被快速冲刷侵蚀的风险,避免了气化炉炉渣运行至锥底后沿着砖缝进行冲刷,延长了气化炉锥底耐火衬体的使用寿命,缩短了气化炉锥底耐火衬体的更换周期,大大提高了气化炉的运行效益。
本文地址:https://www.jishuxx.com/zhuanli/20240726/130934.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。