一种下渣口夹套式冷却保护装置的制作方法
- 国知局
- 2024-07-29 10:28:58
本发明涉及煤化工,具体涉及一种下渣口夹套式冷却保护装置。
背景技术:
1、气化炉的运行原理为:通过喷嘴将水煤浆或干煤粉与氧气加压混合后喷入气化炉内进行反应,生成co+h2的合成粗煤气。炉膛使用温度约1300℃,气化炉反应室的热渣通过下渣口引导排入到激冷室内,现有的下渣口下端设有下渣口保护盘管,因其直接与反应热渣接触,渣口圈盘管极易受到煤渣冲刷烧蚀影响,往往使用150-200天就会出现泄露状况。尽管下渣口保护盘管在表面设计时还设置了锚固钉,且使用耐高温的陶瓷浇注料进一步保护,但运行下来还是不尽如人意,造成频繁更换、浪费大量时间及物力财力的问题。具体缺陷如下:
2、(一)下渣口保护盘管采用螺旋盘管的结构,由于螺旋盘管需要经过弯制、打磨、对焊、校正、组焊等多道工序,盘管加工时间相对较长,并且螺旋盘管中存在多处对接焊缝,一旦出现焊缝处的泄露,将造成无法估量的严重后果,所以出现焊缝泄露后必须及时更换下渣口装置。
3、(二)现有的螺旋盘管采用圆形钢管,实际在炉内与高温炉渣的触面只有钢管半圆弧形的弧顶部分,半圆弧顶两侧未能完全接触,导致下渣口保护盘管冷却不理想,要么使炉渣在渣口处磨损严重,要么使炉渣在渣口位置堆积,从而对气化炉的运行造成影响,前者必须更换下渣口保护盘管,后者则影响有效的气化反应。
4、(三)由于螺旋管呈相互交叉的螺旋状,使用的钢管相对较多,螺旋管间衬有钢棒且全部满焊,则整套下渣口保护盘管的制造工艺复杂,因焊接量巨大其变形难以控制,质量庞大,制造成本也高,况且目前下渣口保护盘管普遍使用到200天左右就必须更换,很难满足现场整套气化装置长周期运行的要求,成为整套设备的一个关键制约点。
5、(四)在气化炉的运行中,输送到气化炉内的煤浆在高温、高压工况下通常只能在炉内停留5、6s的时间进行化学反应,由于煤中所含的其它元素反应后生成的煤灰以及未能完全化学反应的残余煤渣,最终都以炉渣的形式排出气化炉,而高温的炉渣排出过程中势必会对渣口位置冲刷,导致下渣口保护盘管的磨损而造成损坏;或者炉渣在渣口位置冷却过快,使炉渣堆积在渣口处,随着炉渣的不断堆积,在渣口处形成堆积层,造成堆积层的加厚,使排渣口尺寸减小,也使得气化炉内的压力相对增加,炉内压力的变化使得炉内化学反应受到影响,导致炉内氢含量降低,一氧化碳含量明显升高,并发生反变换反应,从而直接影响炉内有效气体的生成效率,降低产量并造成大量的直接经济损失。
6、随着对气化炉的平稳运行及使用周期越来越长的客观需求,针对易烧蚀、磨损的下渣口保护盘管的运行周期提出了更高的要求。因此,设计一种新型结构的下渣口冷却保护装置用于解决目前使用中的缺陷很有必要。
技术实现思路
1、本发明的目的是提供一种结构设计合理、组装方便、吸热效率高、避免烧蚀和磨穿、延长使用寿命的下渣口夹套式冷却保护装置。
2、为了达到上述目的,本发明通过以下技术方案来实现:
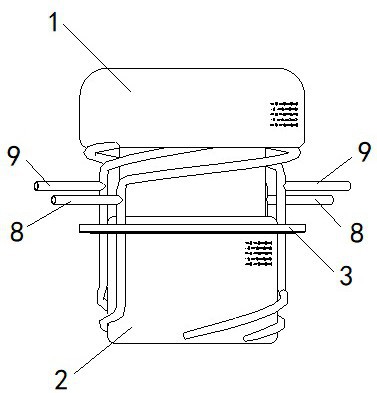
3、一种下渣口夹套式冷却保护装置,包括水夹层上筒体、水夹层下筒体和将其组焊于一体的安装法兰,所述水夹层上筒体与水夹层下筒体的筒壁分别环设包括内环水腔和外环水腔的双水腔夹层,其双水腔夹层分别设有两组均对称分布的进水口及出水口并且进水口与出水口交错设置,所述进水口开设于内环水腔,出水口开设于外环水腔,水流从内环水腔流向外环水腔;
4、还包括两组进水管和出水管,所述进水管及出水管分别呈对称分布并且进水管与出水管交错设置,所述进水管和出水管均包括管口、三通结构、支路一和支路二,管口经三通结构分别通向支路一和支路二,支路一和支路二分别通向水夹层上筒体和水夹层下筒体的双水腔夹层。
5、进一步地,所述双水腔夹层通过隔板等分成内环水腔和外环水腔,隔板一端与双水腔夹层密封焊接,另一端与双水腔夹层开设缺口。
6、进一步地,所述双水腔夹层内分层均布若干限位螺杆,所述限位螺杆与隔板互相竖直并且通过调节螺母固定于隔板上,所述调节螺母用于调节使得限位螺杆外露于隔板的两端长度一致。
7、进一步地,所述水夹层上筒体包括成一体结构的环形筒状的本体及其上端筒壁向外翻卷的卷边,本体与卷边的筒壁贯穿设置隔板,本体的双水腔夹层的底端与隔板开设缺口,卷边的双水腔夹层的顶端与隔板密封焊接;所述水夹层下筒体呈环形筒状,其双水腔夹层的顶端与隔板开设缺口,底端与隔板密封焊接。
8、进一步地,所述进水管和出水管的管口分别与水夹层上筒体的筒壁竖直,所述进水管和出水管的支路分别呈切线方向切入内环水腔的进水口或外环水腔的出水口。
9、进一步地,所述水夹层下筒体的底端内外壁包覆高温合金保护罩,所述保护罩根据包覆部位实际形状钣金配模后焊接固定于筒壁上。
10、进一步地,所述水夹层上筒体和水夹层下筒体的筒壁均浇筑耐火材料,所述耐火材料表面点焊锚固钉。
11、本发明与现有技术相比,具有以下优点:
12、本发明一种下渣口夹套式冷却保护装置,将圆盘管结构改造为水夹层结构,结构设计合理,组装方便,吸热效率高,避免烧蚀和磨穿,延长使用寿命。
技术特征:1.一种下渣口夹套式冷却保护装置,其特征在于:包括水夹层上筒体、水夹层下筒体和将其组焊于一体的安装法兰,所述水夹层上筒体与水夹层下筒体的筒壁分别环设包括内环水腔和外环水腔的双水腔夹层,其双水腔夹层分别设有两组均对称分布的进水口及出水口并且进水口与出水口交错设置,所述进水口开设于内环水腔,出水口开设于外环水腔,水流从内环水腔流向外环水腔;
2.根据权利要求1所述的一种下渣口夹套式冷却保护装置,其特征在于:所述双水腔夹层通过隔板等分成内环水腔和外环水腔,隔板一端与双水腔夹层密封焊接,另一端与双水腔夹层开设缺口。
3.根据权利要求2所述的一种下渣口夹套式冷却保护装置,其特征在于:所述双水腔夹层内分层均布若干限位螺杆,所述限位螺杆与隔板互相竖直并且通过调节螺母固定于隔板上,所述调节螺母用于调节使得限位螺杆外露于隔板的两端长度一致。
4.根据权利要求3所述的一种下渣口夹套式冷却保护装置,其特征在于:所述水夹层上筒体包括成一体结构的环形筒状的本体及其上端筒壁向外翻卷的卷边,本体与卷边的筒壁贯穿设置隔板,本体的双水腔夹层的底端与隔板开设缺口,卷边的双水腔夹层的顶端与隔板密封焊接;所述水夹层下筒体呈环形筒状,其双水腔夹层的顶端与隔板开设缺口,底端与隔板密封焊接。
5.根据权利要求1或4所述的一种下渣口夹套式冷却保护装置,其特征在于:所述进水管和出水管的管口分别与水夹层上筒体的筒壁竖直,所述进水管和出水管的支路分别呈切线方向切入内环水腔的进水口或外环水腔的出水口。
6.根据权利要求5所述的一种下渣口夹套式冷却保护装置,其特征在于:所述水夹层下筒体的底端内外壁包覆高温合金保护罩,所述保护罩根据包覆部位实际形状钣金配模后焊接固定于筒壁上。
7.根据权利要求1或6所述的一种下渣口夹套式冷却保护装置,其特征在于:所述水夹层上筒体和水夹层下筒体的筒壁均浇筑耐火材料,所述耐火材料表面点焊锚固钉。
技术总结本发明提供一种下渣口夹套式冷却保护装置,包括水夹层上筒体、水夹层下筒体和将其组焊于一体的安装法兰,所述水夹层上筒体与水夹层下筒体的筒壁分别环设包括内环水腔和外环水腔的双水腔夹层,其双水腔夹层分别设有两组均对称分布的进水口及出水口并且进水口与出水口交错设置,所述进水口开设于内环水腔,出水口开设于外环水腔,水流从内环水腔流向外环水腔;还包括两组进水管和出水管,所述进水管及出水管分别呈对称分布并且进水管与出水管交错设置,所述进水管和出水管均包括管口、三通结构、支路一和支路二,管口经三通结构分别通向支路一和支路二,支路一和支路二分别通向水夹层上筒体和水夹层下筒体的双水腔夹层。技术研发人员:王晓伟,崔史伟,相博,任永,谢磊,严新超,海煜飞,陈嘉兴,刘会,王鹏伟,惠磊受保护的技术使用者:陕西鑫立喷嘴研制开发有限公司技术研发日:技术公布日:2024/6/18本文地址:https://www.jishuxx.com/zhuanli/20240726/132232.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表