一种污氮回收利用的氮气不间断供应装置的制作方法
- 国知局
- 2024-07-30 12:36:31
本技术涉及气体回收利用,特别是一种污氮回收利用的氮气不间断供应装置。
背景技术:
1、在制药、化工行业,氮气用于含溶剂、有爆炸危险的场所以及热干燥气、保护气、压料气、压滤气、反吹气等场合。使用后的氮气废气因为含有有机溶剂不允许直排,而且氮气的费用在0.8~1.0元/nm3,大量氮气直排也会造成生产成本升高,为此需要对氮气循环回用。
2、特别是化工车间生产过程的很多物料是需要隔绝氧气和水分的,所以在化工车间需要大量的氮气用于氮气输送物料、氮气置换、氮气吹扫和氮封等工艺。在罐区储存过程,常采用氮封工艺减少油气的挥发。氮气在上述用氮工艺使用过程中,会与物料接触,而这些物料有些是较容易挥发的有机溶剂,所以氮气使用后排放时会带走一些有机溶剂变成污氮,直接排放会造成污染环境,并且用氮成本也很高。
3、目前现有的对于生产车间或者罐区氮封排放的污氮采用冷凝分离+增压的方式,得到较为纯净的氮气再次利用到生产车间或罐区氮封的用氮工艺中,在进行氮气的再次利用时,在污氮回用量小于生产需氮量时不能自动补充高纯氮气,无法满足生产车间或罐区氮封的不间断供氮需求,影响生产效率。
技术实现思路
1、针对上述缺陷,本实用新型的目的在于提出一种污氮回收利用的氮气不间断供应装置,解决生产车间或罐区氮封的不能连续供氮,影响生产效率的问题。
2、为达此目的,本实用新型采用以下技术方案:
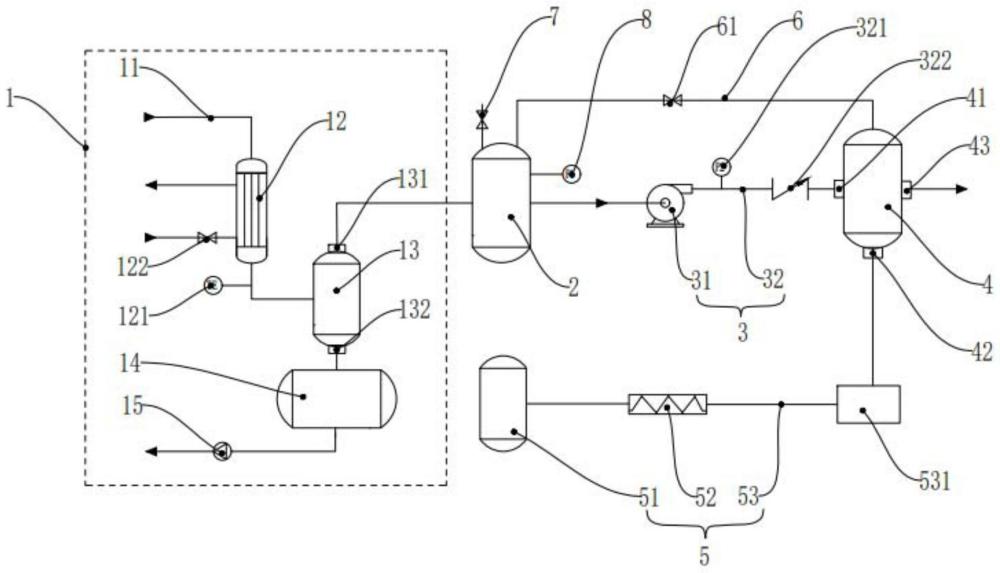
3、一种污氮回收利用的氮气不间断供应装置,包括冷凝分离模块、前置缓冲罐、增压模块、后置缓冲罐和氮气补充模块;
4、所述冷凝分离模块的输入端与生产车间的污氮排放口连通,所述冷凝分离模块用于将污氮进行冷凝;
5、所述前置缓冲罐的进气口与所述冷凝分离模块的气体出气口相连,所述前置缓冲罐的出气口与所述增压模块的进气侧相连;
6、所述增压模块的出气口与所述后置缓冲罐的进气口相连,所述增压模块用于将输入的气体的压力提升至预先设定的目标压力;
7、所述后置缓冲罐设有第一进气口、第二进气口和氮气出气口,所述第一进气口与所述增压模块连通,所述第二进气口与所述氮气补充模块连通,所述氮气出气口与生产车间的氮气输入口连通;
8、所述氮气补充模块用于向所述后置缓冲罐中补充氮气。
9、进一步地,所述冷凝分离模块包括污氮输送管路、冷凝器、闪蒸罐和冷凝液收集罐;
10、所述污氮输送管路的一端用于与生产车间的污氮排出口连通,所述污氮输送管路的另一端与所述冷凝器的输入端连通;
11、所述冷凝器用于对污氮的中的有机溶剂冷凝为液体,所述冷凝器的输出端与所述闪蒸罐的输入端连通;
12、所述闪蒸罐设有第一输出端和第二输出端,所述第一输出端与所述前置缓冲罐的进气口相连,所述第一输出端用于输出分离出的氮气;所述第二输出端与所述冷凝液收集罐的输入端相连,所述第二输出端用于输出分离出的冷凝液。
13、进一步地,所述冷凝分离模块还包括泵送装置,所述泵送装置的输入端与所述冷凝液收集罐的输出端连通,所述泵送装置的输出端与生产车间的冷凝液输入端连通。
14、在一实施例中,所述增压模块包括增压机和输送管路;
15、所述增压机的进气侧与所述前置缓冲罐的出气口相连;
16、所述输送管路的一端与所述增压机的出气侧相连,所述输送管路的量一端与所述后置缓冲罐的所述第一进气口相连。
17、进一步地,所述输送管路设有第二压力传感器和单向阀。
18、进一步地,还包括氮气回流管路,所述前置缓冲罐和所述后置缓冲罐之间通过所述氮气回流管路连通,所述氮气回流管路设有氮气回流阀。
19、进一步地,还包括氮气放空阀和第一压力传感器,所述氮气放空阀与所述前置缓冲罐连通,所述第一压力传感器用于检测所述前置缓冲罐中的气体的压力。
20、进一步地,还包括控制器,所述控制器分别与所述氮气放空阀、第一压力传感器、增压机、第二压力传感器和氮气回流阀电连接。
21、进一步地,所述氮气补充模块包括液态罐、气化器和氮气补充管路;
22、所述液态罐的输出端与所述气化器的输入端连通,所述气化器的输出端与所述氮气补充管路的输入端连通,所述氮气补充管路的输出端与所述后置缓冲罐的所述第二进气口连通;
23、所述氮气补充管路设有调节阀组,所述调节阀组与所述控制器电连接。
24、进一步地,所述调节阀组包括手动阀门、安全阀、压力表和减压阀。
25、本实用新型提供的技术方案可以包括以下有益效果:
26、通过将冷凝分离模块的输入端与生产车间的污氮排放口连通,使生产车间排放的污氮进入冷凝分离模块进行冷凝使所述混合废气中的气体与溶剂分离,从而输出洁净的氮气,因冷凝分离模块的气体出气口与前置缓冲罐的进气口连通,则洁净的氮气进入前置缓冲罐后通过增压模块将氮气的压力提升至能够输送到车间的压力并通过第一进气口进入后置缓冲罐,后置缓冲罐的出气口与所述车间的氮气输入口连通,可直接将后置缓冲罐中的氮气供应至生产车间的用氮工艺点,此外后置缓冲罐的第二进气口与所述氮气补充模块连通,氮气补充模块用于向所述后置缓冲罐中补充氮气,因此在污氮回用量小于生产需氮量时会自动补充高纯氮气,满足生产车间或罐区氮封的不间断供氮需求,提高生产效率,减少了生产车间或者罐区氮封的用氮成本,减少了污染排放,有显著的环保效益和经济效益。
技术特征:1.一种污氮回收利用的氮气不间断供应装置,其特征在于:包括冷凝分离模块、前置缓冲罐、增压模块、后置缓冲罐和氮气补充模块;
2.根据权利要求1所述的一种污氮回收利用的氮气不间断供应装置,其特征在于:所述冷凝分离模块包括污氮输送管路、冷凝器、闪蒸罐和冷凝液收集罐;
3.根据权利要求2所述的一种污氮回收利用的氮气不间断供应装置,其特征在于:所述冷凝分离模块还包括泵送装置,所述泵送装置的输入端与所述冷凝液收集罐的输出端连通,所述泵送装置的输出端与生产车间的冷凝液输入端连通。
4.根据权利要求1所述的一种污氮回收利用的氮气不间断供应装置,其特征在于:所述增压模块包括增压机和输送管路;
5.根据权利要求4所述的一种污氮回收利用的氮气不间断供应装置,其特征在于:所述输送管路设有第二压力传感器和单向阀。
6.根据权利要求5所述的一种污氮回收利用的氮气不间断供应装置,其特征在于:还包括氮气回流管路,所述前置缓冲罐和所述后置缓冲罐之间通过所述氮气回流管路连通,所述氮气回流管路设有氮气回流阀。
7.根据权利要求6所述的一种污氮回收利用的氮气不间断供应装置,其特征在于:还包括氮气放空阀和第一压力传感器,所述氮气放空阀与所述前置缓冲罐连通,所述第一压力传感器用于检测所述前置缓冲罐中的气体的压力。
8.根据权利要求7所述的一种污氮回收利用的氮气不间断供应装置,其特征在于:还包括控制器,所述控制器分别与所述氮气放空阀、第一压力传感器、增压机、第二压力传感器和氮气回流阀电连接。
9.根据权利要求8所述的一种污氮回收利用的氮气不间断供应装置,其特征在于:所述氮气补充模块包括液态罐、气化器和氮气补充管路;
10.根据权利要求9所述的一种污氮回收利用的氮气不间断供应装置,其特征在于:所述调节阀组包括手动阀门、安全阀、压力表和减压阀。
技术总结本技术涉及气体回收利用技术领域,特别是一种污氮回收利用的氮气不间断供应装置,包括冷凝分离模块、前置缓冲罐、增压模块、后置缓冲罐和氮气补充模块;冷凝分离模块的输入端与生产车间的污氮排放口连通,冷凝分离模块用于将污氮进行冷凝;前置缓冲罐的进气口与冷凝分离模块的气体出气口相连,前置缓冲罐的出气口与增压模块的进气侧相连;增压模块的出气口与后置缓冲罐的进气口相连;后置缓冲罐设有第一进气口、第二进气口和氮气出气口,第一进气口与增压模块连通,第二进气口与氮气补充模块连通,氮气出气口与生产车间的氮气输入口连通,解决生产车间或罐区氮封的不能连续供氮,影响生产效率的问题。技术研发人员:常亚飞,付继兰受保护的技术使用者:广东华青节能环保科技有限公司技术研发日:20231201技术公布日:2024/7/15本文地址:https://www.jishuxx.com/zhuanli/20240729/160988.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。