一种承载-保温一体化的真空保温容器及其制备方法与流程
- 国知局
- 2024-07-30 13:10:37
本发明属于保温容器,特别是涉及一种承载-保温一体化的真空保温容器及其制备方法。
背景技术:
1、保温容器如热水器不仅要具有保温的功能,还必须承受一定的内压载荷作用,为了保证保温容器的承载和保温作用,大部分的保温容器采用双结构设计方式,即内胆用于承受内部压力和密封,外部增加低导热系数材料用于提升保温性能,这种设计不仅增加了生产工序,提高了生产成本,同时也导致保温容器体积大、质量重。
2、在现有的技术中,保温容器常采用金属内胆+保温泡沫或高分子材料+纤维增强树脂基复合材料缠绕层+保温泡沫的技术工艺,将容器的内承压和保温功能分别实现。
3、专利cn104374087a公开了一种热水器内胆,该结构为一体成型的塑料内胆基体和固结在塑料内胆基体外表面的纤维层。不仅质量重,树脂基(尤其是热固性)复合材料结构还存在在冲击载荷或高低温等极限环境下易发生树脂基体开裂、分层、脱落等造成失效,退役后的产品不易回收再利用,从而造成能源和材料浪费及环境污染等问题。
4、同时,当前主流的保温材料主要包括气相sio2或沉淀sio2颗粒、泡沫以及玻璃纤维棉等,这些材料的导热系数相对较高,保温性能已不能满足节能要求。在建筑、运输箱以及冰箱、热水器方向有少量应用真空绝热板(vip),但受材料及工艺限制,该种材料在制造和使用操作过程中存在容易损坏和不易加工的缺点。
5、专利cn116817451a公开了一种真空保温结构热水器内胆,包括塑料吹制第一内胆、纤维增强树脂基材料第二内胆,以及两者形成的真空腔。该结构采用的吹制塑料第一内胆很难保证承受内压,同时,第二内胆的吹制塑料层和树脂基纤维缠绕层之间的粘接强度较低,在真空环境中可能跟存在分层失效的风险。
6、因此,为同时确保容器的结构强度和保温性,急需研发一种可以用于保温容器的承载-保温性能俱佳的结构。
技术实现思路
1、为了克服现有技术的不足,本发明提供了一种承载-保温一体化的真空保温容器及其制备方法,此容器既具有高压容器的承压性能,又具有较好的保温功能,实现了容器的结构、功能一体化设计。为了实现上述目的,本发明提供了如下技术方案:
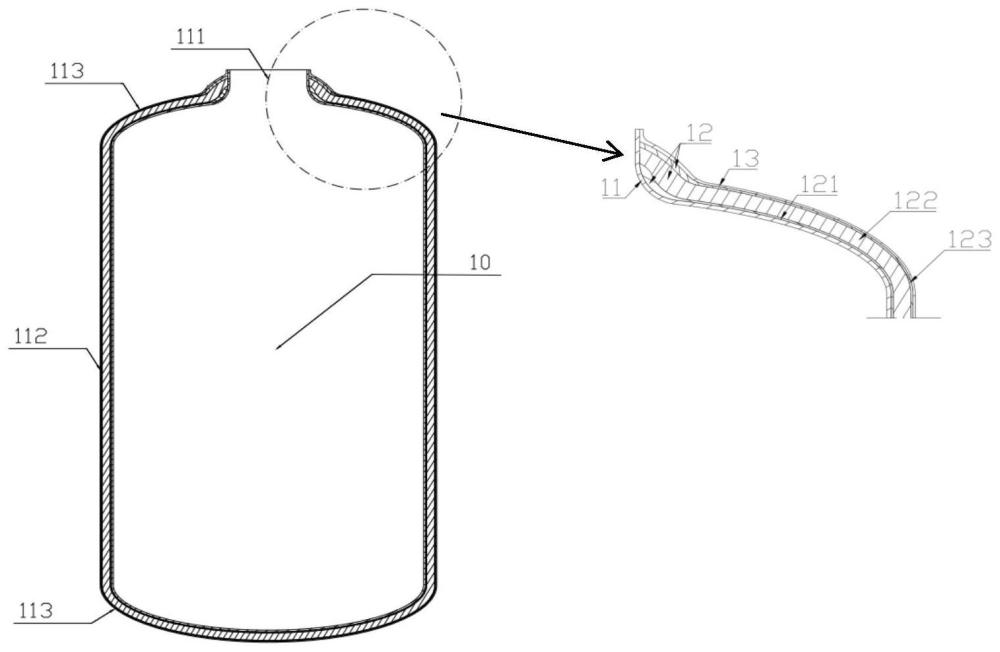
2、作为本发明的第一个方面,在于提供一种承载-保温一体化的真空保温容器,包括内胆、干纤维梯度缠绕层、复合隔气膜,内胆与复合隔气膜通过胆口粘接相连形成中间真空腔结构;所述干纤维梯度缠绕层包含若干个梯度层,材质为干纤维,不含树脂基体,纤维体积密度呈梯度变化,且各梯度层采用测地线缠绕方式,避免纤维滑纱;所述保温容器的内胆结构包括桶身及封头两部分,桶身可为圆形或方形,内胆采用高分子材料经吹塑工艺制成或为不锈钢或搪瓷材料,高分子材料包括聚丁烯、高密度聚乙烯等聚烯烃材料,吹塑工艺可采用挤出吹塑和射出吹塑工艺等方式。
3、所述干纤维梯度缠绕层包裹于内胆的外侧,包括紧密缠绕内层、低密度缠绕层、紧密缠绕外层;紧密缠绕内层、紧密缠绕外层的纤维覆盖率为90%~100%,低密度缠绕层的纤维覆盖率为10%~20%;容器两端干纤维分别采用无极孔缠绕和有极孔缠绕方式。所述干纤维采用无机纤维或有机纤维,无机纤维选自玻璃纤维、碳纤维、玄武岩纤维等,有机纤维选自芳纶纤维、超高分子量聚乙烯纤维等,其整体纤维体积含量为8%~20%。
4、优选的,紧密缠绕内层纤维体积含量为70%~80%,其与内胆的外表面相接,厚度可根据容器要求设计不同数值,优选在0.2~5mm范围,主要作用为提高内胆的承压能力。
5、紧密缠绕内层的缠绕线型可选择环向缠绕、螺旋缠绕的一种或混合缠绕方式,环向缠绕角度可选80°~90°,螺旋缠绕角度可选0°~65°。
6、优选的,低密度缠绕层在紧密缠绕内层的外侧,主要起到支撑内胆和复合隔气膜的真空腔作用,厚度可根据实际情况设计,其纤维覆盖率为6%~15%,以保证中间纤维层的纤维体积含量在20%以内,优选为5%~10%。
7、进一步的,低密度缠绕层缠绕时纱束数量调整为紧密缠绕内层的1/2-1/5,纱宽设计为紧密缠绕内层的2-5倍。缠绕线型可选择环向缠绕、螺旋缠绕的一种或混合缠绕方式,环向缠绕角度可选80°~90°,螺旋缠绕角度可选0°~65°。为确保纤维不滑纱,且纤维分布均匀,缠绕时采用测地线缠绕路径,控制缠绕张力、纱束宽度、极孔直径等工艺参数。
8、优选的,紧密缠绕外层与复合隔气膜的内表面相接,厚度可选0.2~5mm,主要支撑复合隔气膜使其在真空压力作用下不变形。缠绕线型可选择环向缠绕、螺旋缠绕的一种或混合缠绕方式,环向缠绕角度可选80°~90°,螺旋缠绕角度可选0°~65°。
9、优选的,复合隔气膜包裹于紧密缠绕外层的外侧,包括多层膜结构,包括与内胆材料一致的高分子材料内膜0.1~0.3mm、真空镀铝膜0.04~0.1mm、以及纤维增强热塑性复合材料层0.3~1mm。
10、本发明中,所述干纤维梯度缠绕层包括紧密缠绕内层、低密度缠绕层、紧密缠绕外层,同时起到提高内胆承载内压和支撑真空腔骨架的作用,达到集承载-保温功能一体化结构的目的;所述复合隔气膜为多层膜复合结构,最内层膜材料与内胆材料相同,向外为真空镀铝膜、纤维增强热塑性复合材料层,所述真空镀铝膜是通过在最内层膜表面形成一层致密的铝层,显著改善了隔气性能,所述纤维增强热塑性复合材料层主要为保护复合隔气膜和保温容器表面,避免外界磕碰影响结构真空度。
11、优选的,所述保温容器为热水器、保温储藏罐或食品储藏运输箱。
12、本发明采用高分子材料内胆+干纤维梯度缠绕层+复合隔气膜形成真空结构。集承载和保温功能一体化的结构设计形式,既保证了内胆承载内压功能,同时又提高了结构的保温性能。真空结构有效的减少了热量传输,达到很好的隔热效果,同时,真空层隔热材料无一般隔热材料的如吸湿、发霉、老化等一些缺点。干纤维梯度缠绕层充分发挥复合材料设计性强的特性,靠近高分子内胆和复合隔气膜的部分均采用紧密缠绕,以确保内胆结构可以承受内压载荷、复合隔气膜在真空结构中不变形。干纤维缠绕不使用树脂,避免了后期材料无法回收造成环境污染。
13、作为本发明的第二个方面,在于提供所述承载-保温一体化的真空保温容器的制备方法,包括内胆的吹塑工序、干纤维梯度缠绕层的缠绕工序、复合隔气膜的铺覆工序以及抽真空工序;其中,
14、内胆的吹塑工序包括如下步骤:内胆材料可选用聚丁烯、高密度聚乙烯等聚烯烃高分子材料,按照聚烯烃粒料:塑料增塑剂:抗氧剂:硬度控制剂:颜料=75~85%:5~15%:1%:1%:5~15%的比例配料,于90~120℃的搅拌机中搅拌并烘干4~12h,经吹塑机料斗,通过挤出机加热熔融,挤出温度设置为190~250℃,挤出速度控制为10~25m/min,经注塑头吹入模具腔室中,模头温度设置为160~190℃,吹风温度控制为60~80℃,然后冷却成型后取出;
15、干纤维梯度缠绕层的缠绕工序包括如下步骤:将干纤维采用0~65°的螺旋缠绕和80~90°的环向缠绕中单一或者混合的方式进行缠绕,两端封头分别采用无极孔缠绕和有极孔缠绕方式,纱宽控制在3~40mm,各缠绕角度的缠绕层数根据容器要求进行设计,缠绕张力控制在所述纤维束拉断力的5%~8%,出纱速度控制在10~50m/min。
16、与现有技术相比,本发明的有益效果包括:
17、1)相比于传统容器的泡沫保温,本结构含有多层结构组成的真空腔,且由不同密度梯度的连续干纤维缠绕层支撑真空腔,有利于提高容器的保温功能和稳定性;
18、2)相比于纤维增强树脂基复合材料缠绕容器,本结构的干纤维梯度缠绕层不含树脂基体,简化了湿法缠绕工艺对车间环保设施的要求,避免了树脂基复合材料服役期后的环境污染问题,同时还有利于降低容器生产成本;
19、3)相比于传统保温容器,本结构的干纤维梯度缠绕层,集承受内压和支撑真空骨架的作用,将承载和保温功能集合一体,有利于实现保温容器的轻量化和小型化。
本文地址:https://www.jishuxx.com/zhuanli/20240729/162929.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表