一种轴承精密装配方法
- 国知局
- 2024-07-30 13:10:53
本发明涉及轴承装配领域,具体的说是一种轴承精密装配方法。
背景技术:
1、请参考图1-2,该类轴承中有两组滚子分别承受两个方向的载荷,这两组滚子被布置在同一滚道中,相邻的两个滚子的轴线相互垂直。该类轴承在工作时通常能够承受径向载荷、轴向载荷、倾覆力矩及其多种形式的联合载荷作用。该轴承具有旋转精度高、抵抗变形能力强、承载能力大以及结构设计灵活等一系列优点,被广泛应用于工业机器人的关节部和旋转部、机械加工中心转台、精密测试转台、雷达天线、矿山机械等领域。
2、部分轴承装配后,在无加载运转过程中,堵塞孔位置明显出现启动摩擦力矩高、振动值大的问题,需要重新进行调配,问题严重的甚至有批次报废情况,造成大量人力、物力成本浪费。导致轴承启动摩擦力矩高、振动值大的原因有:(1)将问题确定在堵塞孔的塞子处,可能是由于塞子装配过程中压入过浅,请参考图3,塞子内端面距离目标位置δh,不仅塞子上的锥销孔与外圈上的安装通孔的同心度无法保证,影响后续锥销的定位,还会导致滚道与塞子上的限位槽的同轴度无法保证,滚子运转时蹭伤塞子;(2)将问题确定在堵塞孔的塞子处,可能是由于塞子装配过程中塞入过深,请参考图4,塞子内端面超出离目标位置δh,导致滚子在运转过程中处于在塞子位置时,滚子会与塞子产生碰撞,造成运转不顺畅;(3)将问题确定在堵塞孔的塞子处,可能是由于塞子装配过程中产生偏转,请参考图5,偏转角度为δθ,导致外圈滚道不连续,进而导致滚子在塞子位置处产生蹭伤,造成运转不顺畅。
3、因此,如何精确装配该类轴承,降低启动摩擦力矩高、振动值大的发生率,是目前本领域技术人员亟待解决的问题。
技术实现思路
1、为了解决现有技术中的不足,本发明提供一种轴承精密装配方法,通过该装配方法不仅能够调整塞子在堵塞孔中的位置,使其达到合适位置,既不会过深也不会过浅;还能够调整塞子的偏转角度,使外圈滚道连续,进而保证塞子的装配精确度,有效减少启动摩擦力矩高、振动值大的现象,提高轴承旋转精度。
2、为了实现上述目的,本发明采用的具体方案为:
3、一种轴承精密装配方法,轴承包括内圈、设于内圈外的外圈,外圈与内圈之间设有交叉排列的滚子,外圈内含有塞子和锥销,轴承的装配主要包括如下步骤:
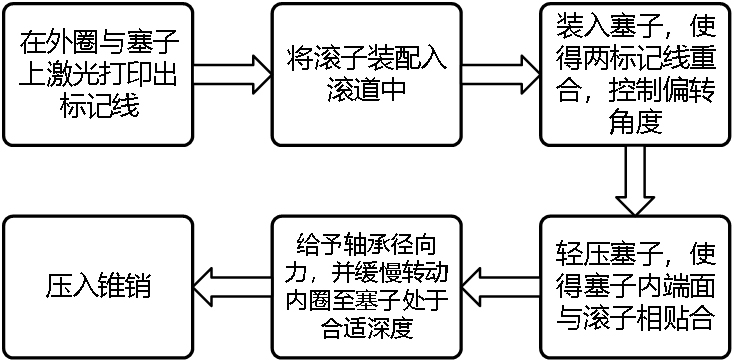
4、步骤一、外圈的外径面上设有一沿径向延伸的用于安装塞子的堵塞孔、轴向端面上贯穿设有一轴线与堵塞孔轴线方向相垂直的安装通孔,塞子上设有一贯穿设置的、与安装通孔配合用于安装锥销的锥销孔;通过激光打印在外圈上刻画与安装通孔轴线正对齐的第一标记线l1、在塞子外端面上刻画与锥销孔轴线正对齐的第二标记线l2;将内圈、外圈和滚子装配成半成品即滚子全部装配进入轴承滚道;
5、步骤二、将塞子放入堵塞孔中,旋转塞子,使塞子上的第二标记线l2与外圈上的第一标记线l1两端对齐;
6、步骤三、轻压塞子以对塞子施加朝向轴承中心的载荷,使得塞子内端面与滚子相贴;对内圈施加径向力,而后缓慢转动内圈,滚子随内圈一同转动,转动过程中滚子对塞子施加远离轴承中心的推力,使得塞子在堵塞孔中调整至合适位置;
7、步骤四、将步骤三调整后的半成品置于压力机上,利用压力机将锥销插入安装通孔和锥销孔内,以固定塞子,即完成轴承的装配。
8、进一步地,步骤四中,将锥销小直径端轻放入安装通孔的大直径端,压力机加压头与锥销大直径端对齐,施加压力将锥销安装到位。
9、进一步地,同批次轴承通过设定的相同加压速度与相同压力值以控制锥销的推入深度。
10、进一步地,锥销的锥度为1:50。
11、进一步地,塞子呈柱体。
12、有益效果:
13、本发明改进了轴承的装配方法,通过控制塞子的偏转角度及装配深度,将塞子在堵塞孔中调整至合适位置,保证了塞子的装配精度,可提高轴承装配成功率,有效减少启动摩擦力矩高、振动值大现象,降低装配成本。
14、本发明使用压力机进行锥销的安装,同批次轴承通过设定的相同加压速度与相同压力值以控制锥销的推入深度,不仅能够保证装配深度,还能够提高装配效率。
技术特征:1.一种轴承精密装配方法,轴承包括内圈、设于内圈外的外圈,外圈与内圈之间设有交叉排列的滚子,外圈内含有塞子和锥销,其特征在于,轴承的装配主要包括如下步骤:
2.根据权利要求1所述的一种轴承精密装配方法,其特征在于,步骤四中,将锥销小直径端轻放入安装通孔的大直径端,压力机加压头与锥销大直径端对齐,施加压力将锥销安装到位。
3.根据权利要求2所述的一种轴承精密装配方法,其特征在于,同批次轴承通过设定的相同加压速度与相同压力值以控制锥销的推入深度。
4.根据权利要求1所述的一种轴承精密装配方法,其特征在于,锥销的锥度为1:50。
5.根据权利要求1所述的一种轴承精密装配方法,其特征在于,塞子呈柱体。
技术总结本发明提供一种轴承精密装配方法,其装配方法为:外圈的外径面上设有用于安装塞子的定位孔、轴向端面上贯穿设有安装通孔,塞子上设有锥销孔;通过激光打印在外圈上刻画与安装通孔轴线正对齐的第一标记线L1、在塞子外端面上刻画与锥销孔轴线正对齐的第二标记线L2;将内圈、外圈和滚子装配成半成品即滚子全部装配进入轴承滚道后;将塞子放入堵塞孔中,旋转塞子使两条标记线对齐;轻压塞子使塞子内端面与滚子相贴;对内圈施加径向力,而后缓慢转动内圈,滚子随内圈一同转动使得塞子调整至合适深度;然后利用压力机将锥销安装到位,即完成装配。通过该装配方法能够调整塞子的深度和偏转角度,保证塞子的装配精确度,有效减少启动摩擦力矩高、振动值大的现象,提高轴承旋转精度。技术研发人员:牛荣军,王宇硕,董璞,李兰兰,谢文超,楚孟良,董帅豪,崔永存,王志伟,王恒迪,吴正海受保护的技术使用者:河南科技大学技术研发日:技术公布日:2024/7/23本文地址:https://www.jishuxx.com/zhuanli/20240729/162958.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。