基于机器学习的数控加工中切削液控制系统及方法
- 国知局
- 2024-07-30 09:22:32
本发明属于可持续制造,具体涉及基于机器学习预测建模的数控加工中切削液控制方法。
背景技术:
1、可持续制造是当前工业环境下最重要、最具挑战性的问题之一。传统金属切削操作中广泛使用切削液以提高刀具寿命、改善加工表面质量及增强生产效率。尽管切削液的使用为加工行业带来诸多益处,然而,切削液存在潜在的有害化学物质而对人类健康和环境产生负面影响。此外,切削液的获取、使用和处理过程昂贵且复杂,切削液的估计成本约占总加工成本的7%-17%,导致整体生产成本显著增加。为了减少与切削液相关的负面影响,加工行业正在不断开发切削液控制技术和系统,同时保持加工效率,以便通过减少切削液来实现可持续制造。
2、机械加工过程的特点是存在大量高度相关的参数。由于金属切削现象的高度复杂性和非线性,用传统的基于加工过程物理的方法来建立一个充分的分析模型是非常复杂的。目前的趋势是运用机器学习方法进行预测性建模,致力于在最小化切削液使用的同时,保持加工流程的高效率。然而,目前还没有一套基于机器学习预测建模的数控加工中切削液控制方法。
技术实现思路
1、本发明旨在解决现有技术的不足,提出一种基于机器学习的数控加工中切削液控制系统及方法,通过智能化控制优化切削液使用,提高数控加工效率和环境可持续性。
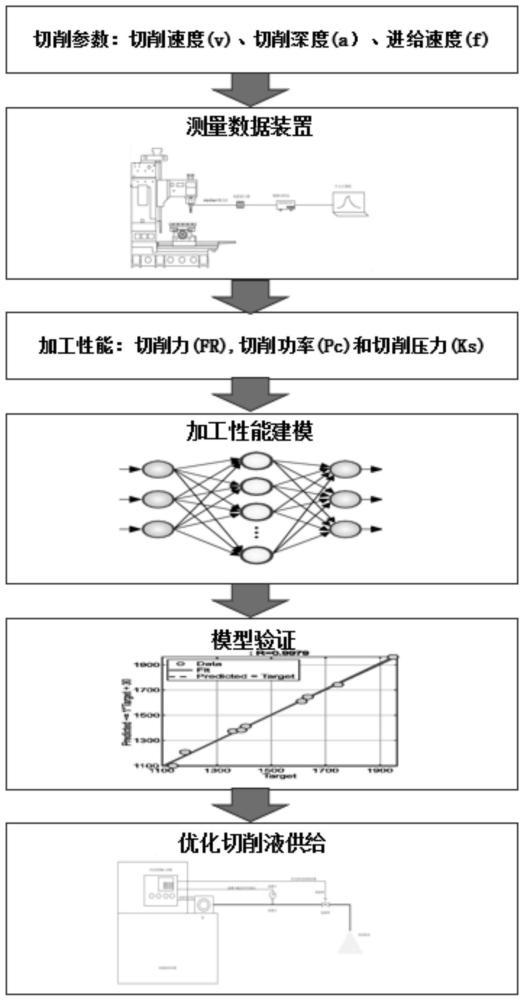
2、为实现上述目的,本发明提供了如下方案:基于机器学习的数控加工中切削液控制系统,包括:数据采集系统、建模系统以及切削液控制模块;
3、所述数据采集系统用于采集切削参数,所述切削参数包括:切削速度、切削深度以及进给速度;
4、所述建模系统与所述数据采集系统连接,用于构建预测模型,并基于所述切削参数,计算最优切削液流量;
5、所述切削液控制模块与所述建模系统连接,用于基于所述最优切削液流量,调整切削液流量。
6、进一步优选地,所述预测模型以所述切削参数为输入参数,输出为切削力、切削功率以及切削压力的预测值;
7、所述切削参数与所述切削力、切削功率以及切削压力的计算方法包括:
8、
9、pc=fc·v,
10、
11、式中,fr表示切削力;fc表示主切削力;ff表示进给力;fp表示背向力;pc表示切削功率;v表示切削速度;ks表示切削压力;a表示切削深度;f表示进给速度。
12、进一步优选地,所述预测模型包括一层输入层、一层隐藏层以及一层输出层;隐藏层用于处理输入参数,包含9个神经元;输入层与隐藏层之间采用双曲正切s型传递函数,隐藏层与输出层之间采用线性传递函数。
13、进一步优选地,所述最优切削液流量的计算方法包括:
14、q控=q基(0.542fr+0.674pc+0.243ks)
15、式中,q控表示最优切削液流量;q基表示切削液未加工时基础流量;fr表示切削力;pc表示切削功率;ks表示切削压力。
16、进一步优选地,所述切削液控制模块包括:plc控制系统、流量计、电磁阀和供液泵及管路;
17、plc控制系统用于基于所述最优切削液流量输出控制信号至电磁阀;
18、电磁阀用于基于控制信号快速开启或关闭,调节通过的流量体;
19、流量计安装于管路中,用于实时监测并向plc控制系统反馈切削液的流量数据;
20、plc控制系统还用于根据流量数据调整控制信号;
21、供液泵和管路用于确保切削液从储液罐中通过电磁阀送达加工点。
22、本发明还提供了基于机器学习的数控加工中切削液控制方法,所述方法应用于上述的系统,包括以下步骤:
23、s1、采集切削参数,所述切削参数包括:切削速度、切削深度以及进给速度;
24、s2、构建预测模型,并基于所述切削参数,计算最优切削液流量;
25、s3、基于所述最优切削液流量,调整切削液流量。
26、进一步优选地,所述预测模型包括一层输入层、一层隐藏层以及一层输出层;输入层以所述切削参数为输入参数,输出层的输出为切削力、切削功率以及切削压力的预测值;隐藏层用于处理输入参数,包含9个神经元;输入层与隐藏层之间采用双曲正切s型传递函数,隐藏层与输出层之间采用线性传递函数。
27、进一步优选地,所述最优切削液流量的计算方法包括:
28、q控=q基(0.542fr+0.674pc+0.243ks)
29、式中,q控表示最优切削液流量;q基表示切削液未加工时基础流量;fr表示切削力;pc表示切削功率;ks表示切削压力。
30、与现有技术相比,本发明的有益效果为:
31、(1)自适应性:通过实时调整切削液使用,适应不同的加工条件,提高加工效率。
32、(2)智能决策:利用机器学习模型对加工过程进行智能分析和预测,实现高效的切削条件控制。
33、(3)经济效益:优化切削液的使用,减少浪费,降低成本,同时延长刀具寿命,减少更换次数。
34、(4)环保效益:减少切削液的使用量,有利于环保。
技术特征:1.基于机器学习的数控加工中切削液控制系统,其特征在于,包括:数据采集系统、建模系统以及切削液控制模块;
2.根据权利要求1所述基于机器学习的数控加工中切削液控制系统,其特征在于,所述预测模型以所述切削参数为输入参数,输出为切削力、切削功率以及切削压力的预测值;
3.根据权利要求1所述基于机器学习的数控加工中切削液控制系统,其特征在于,所述预测模型包括一层输入层、一层隐藏层以及一层输出层;隐藏层用于处理输入参数;输入层与隐藏层之间采用双曲正切s型传递函数,隐藏层与输出层之间采用线性传递函数。
4.根据权利要求1所述基于机器学习的数控加工中切削液控制系统,其特征在于,所述最优切削液流量的计算方法包括:
5.根据权利要求1所述基于机器学习的数控加工中切削液控制系统,其特征在于,所述切削液控制模块包括:plc控制系统、流量计、电磁阀和供液泵及管路;
6.基于机器学习的数控加工中切削液控制方法,所述方法应用于权利要求1-5任一项所述的系统,其特征在于,包括以下步骤:
7.根据权利要求6所述基于机器学习的数控加工中切削液控制方法,其特征在于,所述预测模型包括一层输入层、一层隐藏层以及一层输出层;输入层以所述切削参数为输入参数,输出层的输出为切削力、切削功率以及切削压力的预测值;隐藏层用于处理输入参数;输入层与隐藏层之间采用双曲正切s型传递函数,隐藏层与输出层之间采用线性传递函数。
8.根据权利要求6所述基于机器学习的数控加工中切削液控制方法,其特征在于,所述最优切削液流量的计算方法包括:
技术总结本发明公开了基于机器学习的数控加工中切削液控制系统及方法,属于可持续制造技术领域。系统包括:数据采集系统、建模系统以及切削液控制模块;所述数据采集系统用于采集切削参数,所述切削参数包括:切削速度、切削深度以及进给速度;所述建模系统与所述数据采集系统连接,用于构建预测模型,并基于所述切削参数,计算最优切削液流量;所述切削液控制模块与所述建模系统连接,用于基于所述最优切削液流量,调整切削液流量。本发明利用机器学习模型对加工过程进行智能分析和预测,实现高效的切削条件控制。技术研发人员:王英,潘冠廷,李翊宁,穆龙涛,郑煜,王建军受保护的技术使用者:陕西工业职业技术学院技术研发日:技术公布日:2024/7/18本文地址:https://www.jishuxx.com/zhuanli/20240730/149246.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。