一种RH真空炉加料料流跟踪方法及系统与流程
- 国知局
- 2024-07-31 23:29:37
本发明涉及钢铁冶炼,特别一种rh真空炉加料料流跟踪方法及系统。
背景技术:
1、rh真空炉炼钢是一种钢铁冶炼工艺,通过真空处理来降低钢中的气体含量,如氢和氮,主要用于生产高质量的钢材,如不锈钢和高强度钢材。
2、rh真空炉炼钢的基本原理是在真空环境中,气体在钢液中的溶解度会降低,从而使气体从钢液中逸出的速度加快。这样,通过不断降低钢液中的气体含量,可以生产出更纯净的钢。rh真空炉炼钢具有许多优点,如能够生产高纯净度的钢材、提高钢材的机械性能和耐腐蚀性能等。此外,该工艺还可以减少对环境的污染,降低能耗和资源消耗。因此,rh真空炉炼钢在钢铁行业中得到了广泛应用。
3、在rh真空炉炼钢过程中,加料环节的准确性和稳定性对最终产品的质量和产量具有重要影响。然而,传统的加料方法无法实时跟踪料流的具体位置和时间,容易导致加料混乱、效率低下。因此,需要一种能够实时跟踪料流位置的rh真空炉加料料流跟踪方法及系统。
技术实现思路
1、本发明的目的在于提供一种rh真空炉加料料流跟踪方法及系统,以解决传统的加料方法无法实时跟踪料流的具体位置和时间,容易导致加料混乱、效率低下的问题。具体技术方案如下:
2、一种rh真空炉加料料流跟踪方法,所述方法具体包括以下步骤:
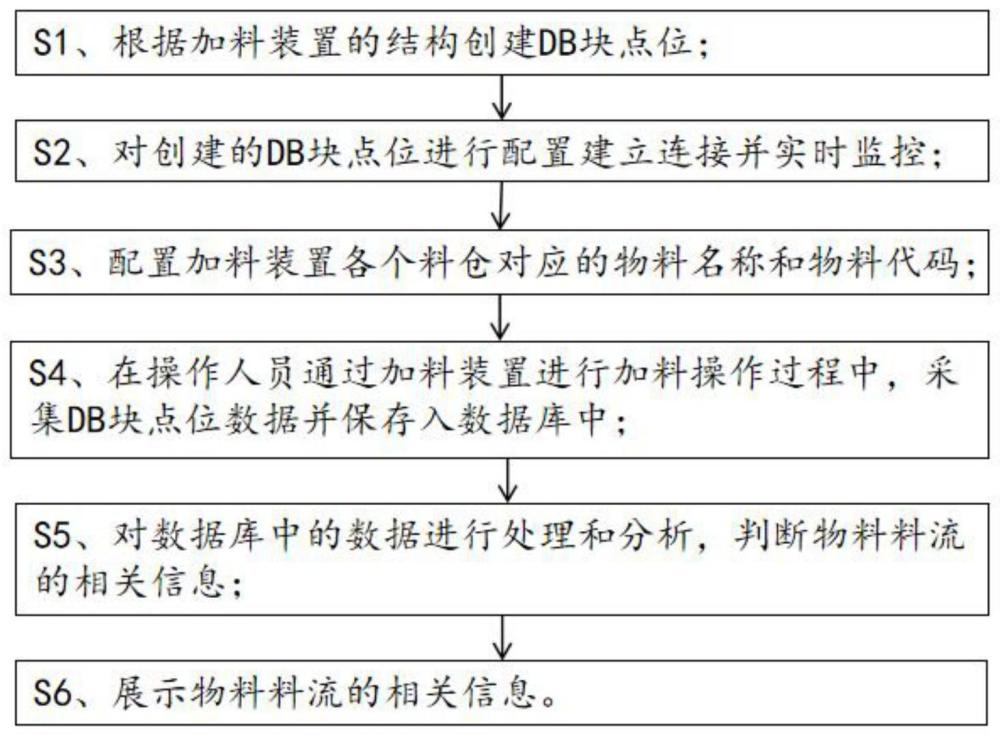
3、s1、根据加料装置的结构创建db块点位;
4、s2、对创建的db块点位进行配置建立连接并实时监控;
5、s3、配置加料装置各个料仓对应的物料名称和物料代码;
6、s4、在操作人员通过加料装置进行加料操作过程中,采集db块点位数据并保存入数据库中;
7、s5、对数据库中的数据进行处理和分析,判断物料料流的相关信息;
8、s6、展示或查询物料料流的相关信息。
9、进一步的,步骤s1中所述db块点位包括:料仓加料重量db块点位、称量斗称量开关信号db块点位、称量斗放料开关信号db块点位、真空斗下料开关信号db块点位。
10、进一步的,所述步骤s4中,在操作人员通过加料装置进行加料操作过程中,当操作工人向料仓加料时,称量斗开始称量物料,称量斗称量开关信号db块的信号值由0变为1,表示称量斗打开,称量结束后,信号值由1变为0,表示料仓中的物料已经全部进入称量斗中;当称量斗中的物料开始进入真空斗时,称量斗放料开关信号db块的信号值由0变为1,表示称量斗向下放料,放料结束,信号值由1变为0,表示物料全部进入真空斗中;当真空斗开始下料时,真空斗下料开关信号db块的信号值由0变为1,表示真空斗向下放料,放料结束,信号值由1变为0,表示物料已全部进入钢包中。
11、进一步的,步骤s4具体还包括:
12、当监测到称量斗称量开始信号时,获取该称量斗对应的料仓的加料数量、加料重量,并根据步骤s3所配置的对应的物料名称、物料代码,与称量开始时间、称量结束时间一起存入数据库;当监测到称量斗放料开始信号和放量结束信号时,采集称量斗放料开始时间和放料结束时间,更新对应的时间数据;当监测到真空斗下料开始信号和下料结束信号时,采集真空斗下料开始时间和下料结束时间,更新对应的时间数据。
13、进一步的,所述步骤s5具体包括:当某一条数据中有加料重量、加料代码、料仓号、称量斗号、真空斗号信息时,表示该批次料流已经被实时监控;当该条数据具有称量斗称料开始时间、称量结束时间且称量斗放料开始时间、放料结束时间为空时,该批次料流处于称量斗中;当该条数据具有称量斗放料开始时间、放料结束时间且真空斗下料开始时间、下料结束时间为空时,该批次料流处于真空斗中;当该条数据具有真空斗下料开始时间、下料结束时间时,该批次料流已处于钢包中。
14、进一步的,所述步骤s6具体包括:在加料操作过程中可在客户端实时展示物料料流的相关信息,并且可以实际查询或打印报表。
15、进一步的,所述物料料流的相关信息包括加料重量、加料代码、料仓号、称量斗号、真空斗号、所处的位置及对应时间。
16、本发明还提供了一种rh真空炉加料料流跟踪系统,该系统用于实现上述rh真空炉加料料流跟踪方法的步骤,所述系统包括一级基础自动化系统和二极过程控制系统,所述一级基础自动化系统包括plc模块和与所述plc模块输出端连接的加料装置,所述二级过程控制系统包括通讯模块、与所述通讯模块连接的数采模块、与所述数采模块连接的数据库模块及还与所述数据库模块连接的sever程序模块和客户端模块,所述plc模块与所述通讯模块连接;
17、所述加料装置用于执行加料操作,所述plc模块用于建立所述一级基础自动化系统和所述二级过程控制系统之间的通信db块,所述通讯模块用于实时监控通信db块的点位值,所述数采模块用于对监控的db块点位值进行数据采集并存入数据库,所述数据库模块用于存储数采模块的采集的数据,所述sever程序模块用于对数据库中数据进行逻辑分析,判断料流的当前所处位置及时间,所述客户端模块用于物料料流的位置和时间进行展示。
18、进一步的,所述加料装置包括多个高位料仓、多个称量斗、多个真空斗和钢包,所述高位料仓的下端连接所述称量斗,所述称量斗的下端连接所述真空斗,所述真空斗的下端连接所述钢包。
19、本发明还提供了一种终端设备,所述终端设备包括加料设备、处理器、存储器以及存储在所述存储器上并可在所述处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现上述rh真空炉加料料流跟踪方法的步骤。
20、本发明提供的一种rh真空炉加料料流跟踪方法及系统,具有以下有益效果:
21、1.本发明提供的一种rh真空炉加料料流跟踪方法及系统通过实时监测加料过程中的关键参数,如各料仓的加料重量和各个料斗的开关状态等,能够准确跟踪加料料流的位置和时间信息。
22、2.本发明提供的一种rh真空炉加料料流跟踪方法及系统通过对加料过程的全面监测,可以提高加料的均匀性和稳定性,从而提高生产效率。
23、3.本发明提供的一种rh真空炉加料料流跟踪方法及系统通过对加料过程的精确控制,可以优化产品的化学成分和物理性能,从而提高产品质量。
24、4.本发明提供的一种rh真空炉加料料流跟踪方法及系统可通过客户端模块实时展示监测数据并打印报表,操作人员可以实时直观的了解当前料流的状态和位置信息,便于操作和管理。
技术特征:1.一种rh真空炉加料料流跟踪方法,其特征在于,所述方法具体包括以下步骤:
2.根据权利要求1所述的rh真空炉加料料流跟踪方法,其特征在于,步骤s1中所述db块点位包括:料仓加料重量db块点位、称量斗称量开关信号db块点位、称量斗放料开关信号db块点位、真空斗下料开关信号db块点位。
3.根据权利要求2所述的rh真空炉加料料流跟踪方法,其特征在于:所述步骤s4中,在操作人员通过加料装置进行加料操作过程中,当操作工人向料仓加料时,称量斗开始称量物料,称量斗称量开关信号db块的信号值由0变为1,表示称量斗打开,称量结束后,信号值由1变为0,表示料仓中的物料已经全部进入称量斗中;当称量斗中的物料开始进入真空斗时,称量斗放料开关信号db块的信号值由0变为1,表示称量斗向下放料,放料结束,信号值由1变为0,表示物料全部进入真空斗中;当真空斗开始下料时,真空斗下料开关信号db块的信号值由0变为1,表示真空斗向下放料,放料结束,信号值由1变为0,表示物料已全部进入钢包中。
4.根据权利要求3所述的rh真空炉加料料流跟踪方法,其特征在于:步骤s4具体还包括:
5.根据权利要求4所述的rh真空炉加料料流跟踪方法,其特征在于:所述步骤s5具体包括:当某一条数据中有加料重量、加料代码、料仓号、称量斗号、真空斗号信息时,表示该批次料流已经被实时监控;当该条数据具有称量斗称料开始时间、称量结束时间且称量斗放料开始时间、放料结束时间为空时,该批次料流处于称量斗中;当该条数据具有称量斗放料开始时间、放料结束时间且真空斗下料开始时间、下料结束时间为空时,该批次料流处于真空斗中;当该条数据具有真空斗下料开始时间、下料结束时间时,该批次料流已处于钢包中。
6.根据权利要求1所述的rh真空炉加料料流跟踪方法,其特征在于,所述步骤s6具体包括:在加料操作过程中可在客户端实时展示物料料流的相关信息,并且可以实际查询或打印报表。
7.根据权利要求6所述的rh真空炉加料料流跟踪方法,其特征在于:所述物料料流的相关信息包括加料重量、加料代码、料仓号、称量斗号、真空斗号、所处的位置及对应时间。
8.一种rh真空炉加料料流跟踪系统,所述系统用于实现如权利要求1-7任一项所述rh真空炉加料料流跟踪方法的步骤,其特征在于:所述系统包括一级基础自动化系统和二极过程控制系统,所述一级基础自动化系统包括plc模块和与所述plc模块输出端连接的加料装置,所述二级过程控制系统包括通讯模块、与所述通讯模块连接的数采模块、与所述数采模块连接的数据库模块及还与所述数据库模块连接的sever程序模块和客户端模块,所述plc模块与所述通讯模块连接;
9.根据权利要求8所述的rh真空炉加料料流跟踪系统,其特征在于:所述加料装置包括多个高位料仓、多个称量斗、多个真空斗和钢包,所述高位料仓的下端连接所述称量斗,所述称量斗的下端连接所述真空斗,所述真空斗的下端连接所述钢包。
10.一种终端设备,其特征在于:所述终端设备包括加料设备、处理器、存储器以及存储在所述存储器上并可在所述处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现如权利要求1-7任一项所述的rh真空炉加料料流跟踪方法的步骤。
技术总结本发明提供了一种RH真空炉加料料流跟踪方法及系统,该方法及系统通过PLC模块创建物料加料装置对应的DB块点位,利用通讯模块对创建的DB块点位建立连接并实时监控,对监控的DB块点位值进行数据采集并存入数据库,对数据库数据进行逻辑分析,判断物料料流的当前所处位置及时间等信息,在此过程中客户端可将物料料流的当前所处位置及时间等信息进行实时展示,也可以进行实际查询和打印报表。本发明能够实时跟踪RH真空炉加料料流,包括具体到每一开关打开和关闭时的料流流程,实现对整个加料过程的全面监测和控制,提高生产效率和产品质量,同时更方便操作人员的操作和管理。技术研发人员:曹宇轩,毛朝勇,侯泽跃,罗露,杨亚雄,刘善旺,黄哲,郑浩受保护的技术使用者:中冶南方工程技术有限公司技术研发日:技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240730/197781.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表