一种应用于柔性生产车间的智能调度方法
- 国知局
- 2024-07-31 23:42:09
本发明属于半自动化智能生产线,特别涉及一种应用于柔性生产车间的智能调度方法。
背景技术:
1、现如今大多数服装生产线中,在流水线中结合了吊挂、裁床等先进的硬件设施,也使用了一些工业管理软件,如erp、mes等。但现有背景技术的主要问题在于使用方法欠佳、结合方案少,仅仅将传统的纯手工流水机床更换为人工操作的半自动机床,使得传统的生产模式并没与现有技术很好的融合,甚至完全没有融合,导致人力资源浪费,投入成本颇多,收益却远不及预期。
技术实现思路
1、有鉴于此,本发明的方法首先初始化加工批量参数,之后根据目标服装产品的工序表、批次加工数量,按需分配加工人员,划分加工区域,生成流水线初始加工计划。本发明对离散型加工阶段建立了数学模型,引入流水线前进步数组合与加工判定组合,设定了特定工序必须在具有对应机器的工位进行加工、流水线每次前进步数的变化情况、加工时每个工位是否进行等待的条件以表示加工阶段的限制性。基于改进的粒子群算法结合遗传算法对数学模型优化迭代,得到全局最优的生产加工方案,效率优于目前常用的流水线加工生产方法。本发明在节省加工时间的同时,具有现实拟合度高,灵活性强,算法程序与加工设备易于结合的优点。同时,可以通过合理安排人员数量,最大程度的减少人力资源浪费,节省加工时间和用人成本。
2、具体技术方案包括以下步骤:
3、s1:创建并运行服装生产车间的流水线加工运行模型;
4、s2:使用已创建的模型结合改进的粒子群遗传算法优化流水线加工排程。
5、优选地,所述s1包括以下步骤:
6、s11:获取目标加工工件数据集,并进行数据预处理;
7、s12:根据处理好的数据信息创建加工运行方法,并建立其数学模型;
8、s13:将数据集带入数学模型中,完善加工总流程;
9、s14:根据s13中的数学模型,运行程序得到最大完工时间参数t。
10、优选地,所述s11包括以下步骤:
11、s111:工件j={j1,j2…jn}是加工批次中所需加工的所有工件集合,工件加工工序k={k1,k2…kn},每个工序所需的工序时间tk={t1,t2…tn},任意工件ji的加工均需要按序经过k中所有工序,工位i={i1,i2…in},工件通过衣架悬挂在某个工位i处进行加工,工作区域r={r1,r2…rn},每个区域中有1名操作员,操作员集合f={fr1,fr2…frn},加工机器m={m1,m2…mn},每个工位i上均有一台加工机器mi,工件的任意道工序ki依据工序与机器的对应关系需要在特定的机器mi上进行加工;
12、s112:集成工位i的信息,工序k的信息至工件组中,分别生成三个工件集合,
13、其中,分别代表待加工组、加工件组和成品输出组;
14、s113:在加工数据预处理期间,构造前进数组n{n1,n2…nn}为该批次工件的流水线前进活动事件表示;0,1分布的二元加工数组d{d1,d2…dn}为指定加工事件的判别参数。
15、优选地,所述s12进一步包括:
16、s121:创建流水线模型的加工逻辑,依次遍历加工件组工件若工件所在工位i中的机器mi无法对应该工序ki,则此工位亮起绿灯;反之,则调用d集合,将该工位的判别参数δ赋值为加工数组d{d1,d2…dn}中首个未使用过的元素d;之后进行判断,若δ=0,则该工件所处工位亮起红灯,若δ=1,则该工件所处工位亮起绿灯;之后,各操作员f={fr1,fr2…frn}对自身管辖区域rn内亮起红灯的工位依次根据工序时间tk操作,完毕后红灯变为绿灯,且此工件更新为直至流水线上的所有工位均亮起绿灯,分别计算每个区域r中所有操作过的工序时间tk之和
17、
18、取所有区域中最大值t∑(max),更新t=t+t∑(max);
19、s122:创建前进语句逻辑,调用n={n1,n2…nn}集合,获取首个未使用步数n,使流水线前进n步,并令所有操作工件:
20、总时长:t(x+1)=t(x)+n
21、其中,x表示前进次数。
22、优选地,所述s13进一步包括:
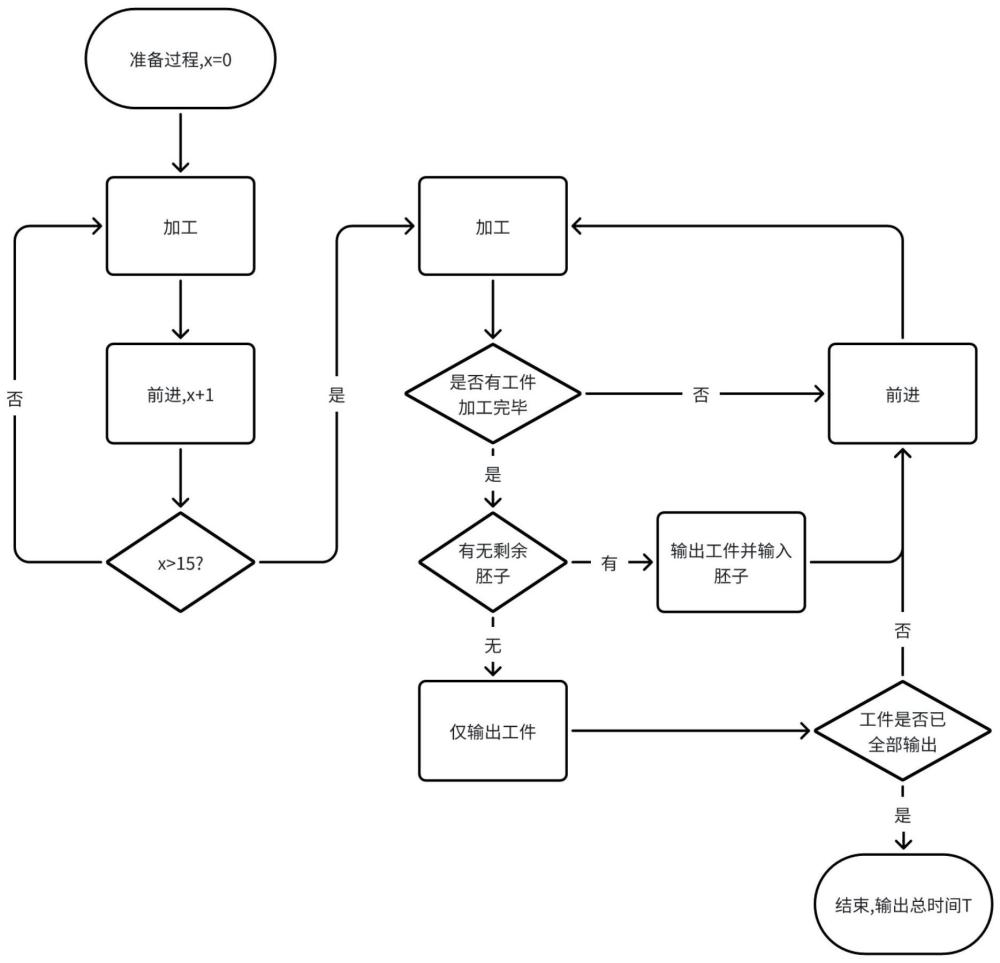
23、s131:初始化加工工件,根据该批次所需加工工件数量p初始化待加工工件由于加工尚未开始,取k=0;
24、s132:依据工位数量w将待加工工件转变为加工工件
25、s133:交替进行加工语句与前进语句,分别执行15次;
26、s134:进行加工语句并遍历工件中是否存在k=15的工件,若有,则将该工件转变为成品输出工件同时在该工位i上输入新的并转变为然后继续执行前进语句,往复循环本步骤;若无,则结束本步骤;
27、s135:进行加工语句后,当待加工工件中没有剩余时,输出k=15工件并判断是否所有工件均已输出;若否,则继续循环本步骤;若是,则结束循环,输出此时的总时间t。
28、优选地,所述s2进一步包括:
29、s21:初始化粒子种群;
30、s22:根据s1的适应度计算方法执行改进的粒子群遗传算法获得全局最优解globalt;
31、s23:循环步骤s22直至达到循环输出条件,得到最终全局最优解globalbestt。
32、优选地,所述s21进一步包括:
33、s211:对于加工过程中所调用的每一个前进数组n{n1,n2…nn}与加工数组d{d1,d2…dn},为其制定一个特定的粒子对象p[n,d];
34、s212:设定单个粒子中,n集合、d集合的元素数量分别为m和n,采用logistic混沌映射初始化粒子群p第t代的运算过程公式为:
35、nt+1=r·nt(1-nt)
36、公式中,前进数组nt为即为s211中前进数组n,为m维向量n1,n2…nm表示粒子分布情况,r∈[0,4]是生长率参数,表示每一代的群体会有多大的增长,nn+1是下一代的群体密度,初始值n0∈[0,1];d集合则为n维向量对于任意的元素di,初始值均为0。
37、优选地,所述s22进一步包括:
38、s221:对于每一个粒子p(p1,p2,…,pp)在调用粒子群算法时,定义其更新速度与位置信息其中,
39、
40、
41、
42、
43、其中,i表示粒子序数;m,n分别表示集合中的元素序数;
44、s222:使用改进的粒子群算法更新粒子速度时,将粒子pi带入粒子群速度映射公式:
45、vij(t+1)=ωvij(t)+c1r1(t)[(pij(t)-xij(t)]+c2r2(t)[pgj(t)-xij(t)]
46、其中,vij(t)表示第t次迭代中粒子pi的第j个元素的速度,xij(t)表示当前元素的位置,pij与pgj分别为当前粒子的个体最优位置与所有粒子的全局最优位置,ω∈[0。5-0。8],c1、c2∈[0。1-2],二者分别为个体最优权重与全局最优权重,r1(t)、r2(t)∈[0,1]分别为两个随机数;
47、s223:根据s222中vij(t+1)更新元素的位置信息,
48、xij(t+1)=xij(t)+vij(t+1);
49、s224:根据s1的运算流程,依次更新所有粒子的适应度值t,记录全局最优适应度globalt与其对应的粒子globalp;
50、s225:每两个粒子(p1,p2),(p3,p4),…,(pn-1,pn)为一组对全部粒子进行遍历,对每一组粒子的位置信息做如下变换:
51、
52、
53、其中,r为遍历每个元素时的随机判别数,
54、得:
55、
56、并更新位置信息,以与代替与
57、s226:执行加工语句后,进行主动变异,对加工时长最长的区域p1与加工时长仅次于p1的区域p2进行区域时长对比,计算时间差tp=tp1-tp2,获取p1区域内所有操作后的工件jp1中,耗时与tp最接近的工序k,调用d[k],若d[k]=0,则修改至d[k]=1;
58、s227:对变异范围内的所有粒子p,多次不放回地获取其前进位置信息中的100个元素进行随机变异,变异值为xn范围内不等于该元素原n值的任意值;
59、s228:使用精英保留法选择本代适应度排名前十的粒子p(t)进入下一代p(t+1),同时生成每个粒子pi的临时适应度fi:
60、
61、其中,ti为第i个粒子的加工总时间;
62、之后,遍历记算每个粒子pi的选择概率pi:
63、
64、计算每个粒子xi的累计概率si:
65、
66、之后,在[0,1]区间内产生一个随机数r,若存在粒子pi使r<si,则选择粒子pi作为精英粒子;若否,则选择粒子pk成为精英粒子,使得sk-1<r≤sk成立,重复选择150个粒子进入下一代。
67、与现有技术相比,本发明公开的应用于柔性生产车间的智能调度方法,至少包括以下有益效果:
68、1。准确性:本发明针对大规模服装吊挂流水线建立了高效的加工数学模型,通过精确模拟工件的加工过程计算适应度,改善了现有的算法针对此类问题适应度拟合性能不好的问题,提高了数学模型的准确性。
69、2。高效性:本发明方法以流水线的加工方法为模型框架,以工件集的加工过程为适应度计算方法,以流水线整体操作过程为优化对象,使用改进的粒子群遗传算法(简称gapso)对海量粒子进行训练迭代,建立了精确的加工模型。另外,在传统的粒子群算法中加入logistic混沌映射,能够有效的增加初始化粒子群的质量,防止算法过早陷入局部最优解,有助于加快算法的整体迭代速度。同时,在粒子群算法中引入遗传算法的思路,改善了传统粒子群算法迭代迅速但数据量庞大时易于陷入局部最优解的缺点。相比于模拟退火算法(simulated annealing algorithm,简称sa),和粒子群算法(particle swarmoptimization,简称pso),能够有效的提高优化效率分别为80。76%、17。08%,同时在多次实验中,gapso算法表现出更高的稳定性,不易陷入局部最优解中。
本文地址:https://www.jishuxx.com/zhuanli/20240730/198154.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种爬架集中控制装置
下一篇
返回列表