一种模拟人工无序加工的方法与流程
- 国知局
- 2024-07-31 23:52:41
本发明涉及钣金,尤其涉及一种模拟人工无序加工的方法。
背景技术:
1、随着钣金行业技术的发展,某些钣金工艺中需在板料上进行敲打,形成数万个无序的图形;目前行业内普遍采用人工敲打的方式进行加工,以600mmx600mm的板材为例,按照6mm步距计算,一万个点,人工敲打按照1个/秒计算,需要近3个小时完成,而且中途不能休息,劳动强度大,工作时间长。
2、因此机床加工是提高敲打效率的理想方案,然而目前使用的数控机床加工方案主要如下:
3、a、采用自动编程软件,该软件画规则图形很方便,快捷,如果画不规则的零零散散的点,也只能手动一个一个的点,一万个点,点起来工作量巨大,而且画好以后,如果需要修改某个点,工作量倍增。
4、b、采用fanuc栅格指令,fanuc栅格指令布满整张板材,最方便,但是每两个点之间的距离都是固定的,一致的,就是错开分多次加工,看上去也是整齐的,但不能满足客户的工艺要求,客户要求无序,不要整齐划一。
5、因此,设计出一款高效无序加工的技术方法是目前急需解决的技术难题。
技术实现思路
1、本发明针对以上问题,提供了一种节省人力,降低成本,提高加工效率的一种模拟人工无序加工的方法。
2、本发明的技术方案是:
3、一种模拟人工无序加工的方法,包括以下步骤:
4、步骤s100,根据加工面的尺寸排布原图形,保证图形覆盖率和图形重叠率符合工艺要求;
5、步骤s200,第一个图形加工;
6、刀具到达第一个图形坐标点(a1,b1)后,进行加工;
7、步骤s300,第二个图形加工;
8、以预设坐标或第一个图形坐标点(a1,b1)为基准,根据步距和微调步距的数值,获得第二个图形加工坐标点(a2,b2),刀具到达该坐标点进行加工;
9、步骤s400,后续图形依照步骤s300方法继续加工;
10、步骤s500,x轴方向当前个数x5=x总个数时,x5复位置0或者减计数;同时当前个数y5加一,y轴上实际坐标y1跟随增加步距y2,机床开始加工第二行;
11、步骤s600,当前个数y5>y总个数y3时,程序加工结束。
12、具体的,步骤s300包括:
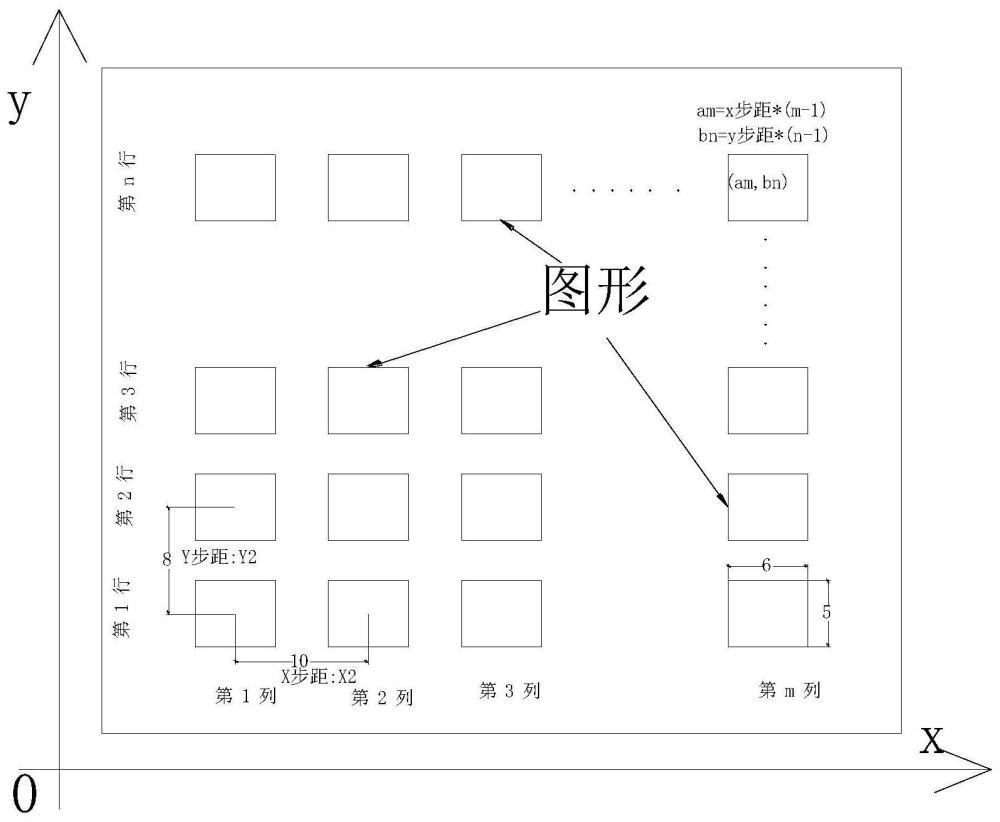
13、步骤s310,以第一个图形坐标点(a1,b1)为基准时,通过下列公式获得(a2,b2)第二个图形加工坐标点;
14、a2= a1+x2*(m-1)+ x11,
15、b2=b1+y2*(n-1)+y11,
16、a1为第一个图形x轴的坐标点,x2为x轴向步距,x11为x轴向微调量;
17、b1为第一个图形y轴的坐标点,y2为y轴向步距,y 11为y轴向微调量;
18、n为行数,m为列数;
19、具体的,步骤s400包括第三个图形加工;
20、以预设坐标或第二个图形坐标点(a2,b2)为基准,根据步距和微调步距的数值,获得第三个图形加工坐标点(a3,b3),刀具到达该坐标点进行加工;
21、具体的,步骤s100中加工图形的排布方式为:
22、以第一个图形的中心为基准,呈矩形阵列排布,沿x轴方向均布偏移m个图形,沿y轴方向均布偏移n个图形。
23、具体的,步骤s100中加工图形的排布方式为:
24、以第一个图形为对象,设定中心点,呈环形阵列排布,沿x轴方向均布偏移m个图形,沿y轴方向均布偏移n个图形。
25、具体的,步骤s200中步距包括沿x轴方向步距和/或沿y轴方向步距。
26、具体的,在步骤s200的后续加工中:
27、判断x微调量是否超出x微调范围,如果超出x微调范围,则第四个图形的x坐标的微调量复位置零或通过增减数值使x微调量在允许范围内;
28、判断y微调量是否大于y微调范围,如果大于y微调范围,则第四个图形的y坐标的微调量复位置零或通过增减数值使y微调量在允许范围内。
29、具体的,图形加工还包括图形旋转功能;每一次按照设定的角度进行旋转,同时可设定旋转角度的范围,使得图形旋转在一定角度内旋转变化。
30、具体的,使用旋转功能加工时,第一个图形坐标点为(a1,b1,c1),c1为旋转轴的坐标值,第二个图形坐标点为(a2,b2,c2),每一个坐标点x轴和y轴的值在变化的同时,旋转轴也跟随在一定范围内变化。
31、具体的,c2=c1+x7;x7为c轴增加的角度,需要设定初始值;
32、当旋转轴的值达到或者超过设定值,可以将旋转轴的值置0。
33、本发明公开了一种模拟人工无序加工的方法,利用巧妙的算法,独特变量的设计,解决了既能加工整个加工面,又能单独调整每一个加工点,使得每两个加工点之间x轴y轴位置不固定,呈现出无序的状态,同时还可以改变c轴的坐标,使加工图形(如图7)旋转,还可以改变z轴坐标,改变加工深度,模拟人工加工的工况。使得人工作业可以用机床加工代替,成倍提升效率。解决了人工加工工作面无序,不规则,数控机床无法加工的难题。
技术特征:1.一种模拟人工无序加工的方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种模拟人工无序加工的方法,其特征在于,步骤s300包括:
3.根据权利要求1所述的一种模拟人工无序加工的方法,其特征在于,步骤s400包括第三个图形加工;
4.根据权利要求1所述的一种模拟人工无序加工的方法,其特征在于,步骤s100中加工图形的排布方式为:
5.根据权利要求1所述的一种模拟人工无序加工的方法,其特征在于,步骤s100中加工图形的排布方式为:
6.根据权利要求1所述的一种模拟人工无序加工的方法,其特征在于,步骤s200中步距包括沿x轴方向步距和/或沿y轴方向步距。
7.根据权利要求1所述的一种模拟人工无序加工的方法,其特征在于,在步骤s200的后续加工中:
8.根据权利要求1所述的一种模拟人工无序加工的方法,其特征在于,图形加工还包括图形旋转功能;每一次按照设定的角度进行旋转,同时可设定旋转角度的范围,使得图形旋转在一定角度内旋转变化。
9.根据权利要求8所述的一种模拟人工无序加工的方法,其特征在于,使用旋转功能加工时,第一个图形坐标点为(a1,b1,c1),c1为旋转轴的坐标值,第二个图形坐标点为(a2,b2,c2),每一个坐标点x轴和y轴的值在变化的同时,旋转轴也跟随在一定范围内变化。
10.根据权利要求9所述的一种模拟人工无序加工的方法,其特征在于,c2=c1+x7;x7为c轴增加的角度,需要设定初始值;
技术总结一种模拟人工无序加工的方法。涉及钣金技术领域。包括以下步骤:步骤S100,根据加工面的尺寸排布原图形,保证图形覆盖率和图形重叠率符合工艺要求;步骤S200,第一个图形加工;刀具到达第一个图形坐标点(a1,b1)后,进行加工;步骤S300,第二个图形加工;以预设坐标或第一个图形坐标点(a1,b1)为基准,根据步距和微调步距的数值,获得第二个图形加工坐标点(a2,b2),刀具到达该坐标点进行加工;步骤S400,后续图形依照步骤S300方法继续加工;本发明使得人工作业可以用机床加工代替,成倍提升效率。解决了人工加工工作面无序,不规则,数控机床无法加工的难题。技术研发人员:卞正其,束松青,章亚受保护的技术使用者:江苏扬力数控机床有限公司技术研发日:技术公布日:2024/6/26本文地址:https://www.jishuxx.com/zhuanli/20240730/198945.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表