工业制造系统Ai能源效率管理方法及系统与流程
- 国知局
- 2024-07-31 23:54:35
本发明涉及能源管理,具体涉及工业制造系统ai能源效率管理方法及系统。
背景技术:
1、pcb(printed circuit board,印刷电路板)是一种用于支持和连接电子元件的基板,它在现代电子设备中起着关键的作用,提供了一个机械支撑结构并通过导线连接各种电子元件,如芯片、电阻、电容和其他器件,在pcb产品的生产过程中,多种加工设备需协同运作,然而,受加工设备使用年限累积及其他因素影响,部分加工设备在生产过程中由于受其他设备加工时长的影响导致待机时间过长,现有管理方法无法对此类问题进行有效管理,这不仅提升了产品制造的能耗和成本,同时也加剧了加工设备的磨损和老化程度;
2、基于此,本发明提出工业制造系统ai能源效率管理方法及系统,能够在产品制造过程中,实时进行监测和管理,以解决上述问题。
技术实现思路
1、本发明的目的是提供工业制造系统ai能源效率管理方法及系统,以解决背景技术中不足。
2、为了实现上述目的,本发明提供如下技术方案:工业制造系统ai能源效率管理方法,所述管理方法包括以下步骤:
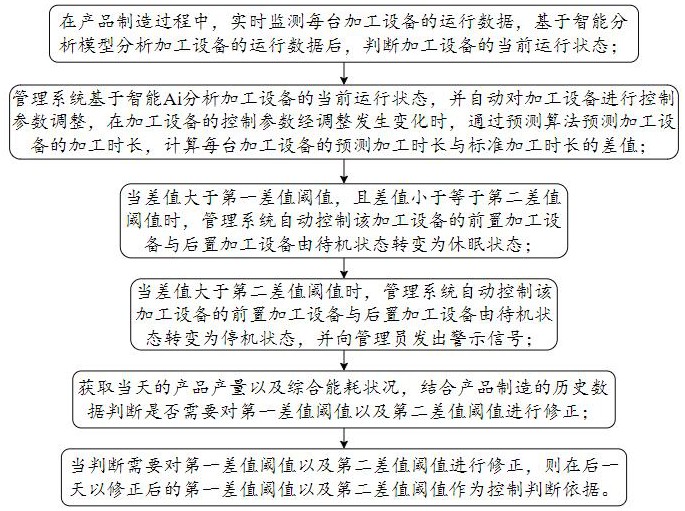
3、在产品制造过程中,实时监测每台加工设备的运行数据,基于智能分析模型分析加工设备的运行数据后,判断加工设备的当前运行状态;
4、管理系统基于智能ai分析加工设备的当前运行状态,并自动对加工设备进行控制参数调整,在加工设备的控制参数经调整发生变化时,通过预测算法预测加工设备的加工时长,计算每台加工设备的预测加工时长与标准加工时长的差值;
5、当差值大于第一差值阈值,且差值小于等于第二差值阈值时,管理系统自动控制该加工设备的前置加工设备与后置加工设备由待机状态转变为休眠状态;
6、当差值大于第二差值阈值时,管理系统自动控制该加工设备的前置加工设备与后置加工设备由待机状态转变为停机状态,并向管理员发出警示信号;
7、获取当天的产品产量以及综合能耗状况,结合产品制造的历史数据判断是否需要对第一差值阈值以及第二差值阈值进行修正;
8、当判断需要对第一差值阈值以及第二差值阈值进行修正,则在后一天以修正后的第一差值阈值以及第二差值阈值作为控制判断依据。
9、在一个优选的实施方式中,基于智能分析模型分析加工设备的运行数据后,判断加工设备的当前运行状态包括以下步骤:
10、在贴片机运行过程中,获取pcb边角定位欧式距离、吸盘吸力偏差,将pcb边角定位欧式距离、吸盘吸力偏差代入智能分析模型分析输出贴片机的运行指数,若运行指数≤第一运行阈值,判断贴片机的运行状态好,若运行指数>第一运行阈值,判断贴片机的运行状态差;
11、在焊接设备运行过程中,获取pcb边角定位欧式距离、电极磨损度,将pcb边角定位欧式距离、电极磨损度代入智能分析模型分析输出焊接设备的运行指数,若运行指数≤第二运行阈值,判断焊接设备的运行状态好,若运行指数>第二运行阈值,判断焊接设备的运行状态差。
12、在一个优选的实施方式中,在加工设备的控制参数经调整发生变化时,通过预测算法预测加工设备的加工时长包括以下步骤:
13、当贴片机的运行指数>第一运行阈值,判断贴片机的运行状态差时,对贴片机的pcb图像分析次数、气阀阀门控制次数以及吸盘臂移速进行调节,调节为增大pcb图像分析次数、气阀阀门控制次数,降低吸盘臂移速;
14、在贴片机的pcb图像分析次数、气阀阀门控制次数以及吸盘臂移速经调整发生变化时,将调整后的pcb图像分析次数、气阀阀门控制次数以及吸盘臂移速标准化处理生成第一修正值,第一修正值的取值范围为[1~2],然后获取贴片机在运行状态好时的标准加工时长,通过标准加工时长乘上第一修正值后获取贴片机的预测加工时长。
15、在一个优选的实施方式中,在加工设备的控制参数经调整发生变化时,通过预测算法预测加工设备的加工时长还包括以下步骤:
16、当焊接设备的运行指数>第二运行阈值,判断焊接设备的运行状态差时,对焊接设备的pcb图像分析次数、电压电流控制次数以及焊接时长进行调节,调节为增大pcb图像分析次数、电压电流控制次数以及焊接时长;
17、在焊接设备的pcb图像分析次数、电压电流控制次数以及焊接时长经调整发生变化时,将调整后的pcb图像分析次数、电压电流控制次数以及焊接时长标准化处理生成第二修正值,第二修正值的取值范围为[1~2],然后获取焊接设备在运行状态好时的标准加工时长,通过标准加工时长乘上第二修正值后获取焊接设备的预测加工时长。
18、在一个优选的实施方式中,计算每台加工设备的预测加工时长与标准加工时长的差值,并进行控制包括以下步骤:
19、贴片机的预测加工时长与标准加工时长的差值通过贴片机预测加工时长减去贴片机标准加工时长获取;
20、若贴片机的差值大于第一差值阈值,且差值小于等于第二差值阈值时,管理系统自动控制焊接设备由待机状态转变为休眠状态,若贴片机的差值大于第二差值阈值时,管理系统自动控制焊接设备由待机状态转变为停机状态,并向管理员发出警示信号;
21、焊接设备的预测加工时长与标准加工时长的差值通过焊接设备预测加工时长减去焊接设备标准加工时长获取;
22、若焊接设备的差值大于第一差值阈值,且差值小于等于第二差值阈值时,管理系统自动控制贴片机由待机状态转变为休眠状态,若焊接设备的差值大于第二差值阈值时,管理系统自动控制贴片机由待机状态转变为停机状态,并向管理员发出警示信号。
23、在一个优选的实施方式中,获取当天的产品产量以及综合能耗状况,结合产品制造的历史数据判断是否需要对第一差值阈值以及第二差值阈值进行修正包括以下步骤:
24、建立产品产量与能耗数据的线性回归模型,函数表达式为:
25、,式中,为预测能耗,为产品产量,是截距,是斜率,是误差项,取值20.26;
26、获取历史每天的产品产量以及综合能耗数据,通过线性回归模型拟合历史每天的产品产量以及综合能耗数据,得到斜率值和截距值;
27、当获取当天的产品产量后,将当天产品产量代入线性回归模型计算获取当天的预测能耗,若当天的综合能耗≤预测能耗数据,判断当天的能效达标,若当天的综合能耗>预测能耗数据,判断当天的能效不达标,判断需要对第一差值阈值以及第二差值阈值进行修正。
28、在一个优选的实施方式中,判断需要对第一差值阈值以及第二差值阈值进行修正,则在后一天以修正后的第一差值阈值以及第二差值阈值作为控制判断依据包括以下步骤:
29、若当天的综合能耗>预测能耗数据,判断当天的能效不达标,判断需要对第一差值阈值以及第二差值阈值进行修正,则第一修正差值阈值等于百分之八十的第一差值阈值,第二修正差值阈值等于百分之八十的第二差值阈值。
30、在一个优选的实施方式中,所述贴片机pcb边角定位欧式距离的计算逻辑为:在pcb进入贴片机时,获取pcb四个边角的实时坐标,通过贴片机系统获取pcb四个边角的标准坐标,通过实时坐标和标准坐标计算每个边角实时坐标与标准坐标的欧式距离,再将四个边角的欧式距离相加后获取贴片机pcb边角定位欧式距离。
31、本发明还提供工业制造系统ai能源效率管理系统,包括设备监测模块、状态判断模块、参数调整模块、预测模块、计算模块、对比控制模块、分析模块、阈值修正模块;
32、设备监测模块:在产品制造过程中,实时监测每台加工设备的运行数据;
33、状态判断模块:基于智能分析模型分析加工设备的运行数据后,判断加工设备的当前运行状态;
34、参数调整模块:基于智能ai分析加工设备的当前运行状态,并自动对加工设备进行控制参数调整;
35、预测模块:在加工设备的控制参数经调整发生变化时,通过预测算法预测加工设备的加工时长;
36、计算模块:计算每台加工设备的预测加工时长与标准加工时长的差值;
37、对比控制模块:当差值大于第一差值阈值,且差值小于等于第二差值阈值时,管理系统自动控制该加工设备的前置加工设备与后置加工设备由待机状态转变为休眠状态,当差值大于第二差值阈值时,管理系统自动控制该加工设备的前置加工设备与后置加工设备由待机状态转变为停机状态,并向管理员发出警示信号;
38、分析模块:获取当天的产品产量以及综合能耗状况,结合产品制造的历史数据判断是否需要对第一差值阈值以及第二差值阈值进行修正;
39、阈值修正模块:当判断需要对第一差值阈值以及第二差值阈值进行修正,则在后一天以修正后的第一差值阈值以及第二差值阈值作为控制判断依据。
40、在上述技术方案中,本发明提供的技术效果和优点:
41、1、本发明通过智能分析模型分析加工设备的运行数据后,判断加工设备的当前运行状态,管理系统基于智能ai分析加工设备的当前运行状态,并自动对加工设备进行控制参数调整,在加工设备的控制参数经调整发生变化时,通过预测算法预测加工设备的加工时,计算每台加工设备的预测加工时长与标准加工时长的差值,并依据差值与第一差值阈值以及第二差值阈值的对比结果自动对加工设备进行控制。该管理方法能够有效在加工设备的运行状态下降时,结合加工设备的预测加工时长进行智能控制,不仅降低产品制造的能耗和成本,而且避免加工设备长期处于待机状态,降低加工设备的磨损和老化程度;
42、2、本发明通过获取当天的产品产量以及综合能耗状况,结合产品制造的历史数据判断是否需要对第一差值阈值以及第二差值阈值进行修正,当判断需要对第一差值阈值以及第二差值阈值进行修正,则在后一天以修正后的第一差值阈值以及第二差值阈值作为控制判断依据,从而不断优化对加工设备的控制策略,进一步提高对产品的能源管理效率。
本文地址:https://www.jishuxx.com/zhuanli/20240730/199110.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表