一种皮带机接料路径切换控制系统的制作方法
- 国知局
- 2024-08-01 00:05:59
所属的技术人员能够理解,本发明涉及的皮带机接料路径切换控制系统的各个方面可以实现为系统、方法或程序产品。因此,本公开的各个方面可以具体实现为以下形式,即:完全的硬件实施方式、完全的软件实施方式(包括固件、微代码等),或硬件和软件方面结合的实施方式,这里可以统称为“电路”、“模块”或“系统”。对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
背景技术:
1、大高炉是一种大型炼铁设备,其炉容通常在数千立方米以上。它是现代钢铁工业的重要组成部分,主要用于将铁矿石还原成生铁。大高炉的建设和运营涉及多项复杂的技术和工艺,包括高炉本体设计、炉料准备、热风供应、煤气回收等。
2、目前的大高炉运行过程中,3000m3大高炉外排水渣的接料采用2700米的多条皮带机输送至循环经济部水渣堆场。采用2700米的多条皮带机进行输送,可以高效地将水渣从高炉区域运送至循环经济部的水渣堆场。大高炉在进行水渣输送过程中,会使用皮带机输送,能够实现连续、稳定的物料传输,避免了传统运输方式中可能出现的间断和延误,提高了整体工作效率。皮带机输送的运量大,能够满足大高炉产生的大量水渣的运输需求。同时,由于皮带机可以长时间连续运行,因此也能够满足高炉连续生产的要求。皮带机输送的路线相对固定,能够减少物料在运输过程中的损耗和散落,降低了环境污染的风险。同时,皮带机的自动化程度较高,减少了人工操作的需求,降低了劳动强度。
3、现有技术中,炼铁高炉生产过程中,要求皮带机能不间断进行接收水渣物料,常规皮带机路径控制均为上下游皮带的连锁控制,这样控制当路径中皮带机出现跑偏、撕裂、电流高等故障时会停止该路径皮带机,从而造成皮带机上的物料无法接收,水渣物料的堆积会导致的高炉出渣口堵塞,甚至炼铁高炉停机,若紧急排放高温红渣将存在高温风险。
4、目前大高炉水渣接收由皮带机进行输送至水渣堆场,单条路径中单台皮带机出现故障或报警停机造成水渣无法顺利输送,堆积在炼铁高炉排渣口,易造成大高炉出红渣。而且现有皮带机路径控制系统控制方案比较单一,需要人工开启皮带机并实施监控运行状态,人员劳动强度高,一旦水渣输送皮带出现故障停机,无法快速自动应急处理,会造成水渣大量堆积。
技术实现思路
1、本发明提供一种皮带机接料路径切换控制系统,系统可以实现自动切换路径,分别向多个堆场堆料,保证不间断水渣接收,保障炼铁高炉稳定运行。
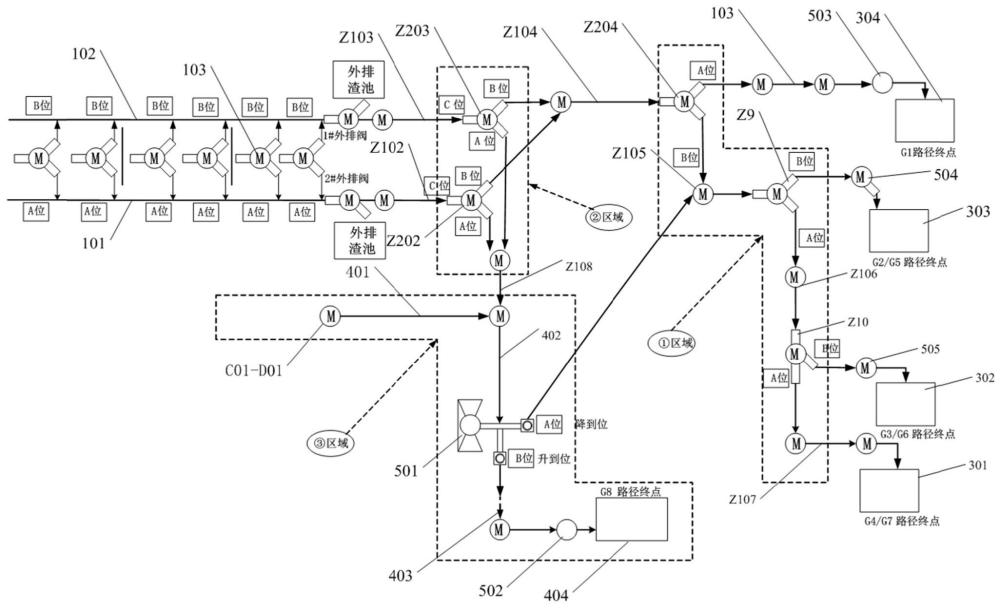
2、皮带机接料路径切换控制系统包括至少三座大高炉;还包括:plc控制模块、第一输送皮带、第二输送皮带、第一皮带机、第二皮带机、第四皮带机、第一三通分料器、第二三通分料器、第三三通分料器、堆场组件以及钢渣接料机构;
3、plc控制模块基于预设输料工艺,分别控制第一输送皮带、第二输送皮带、第一皮带机、第二皮带机、第四皮带机、第一三通分料器、第二三通分料器、第三三通分料器、堆场组件以及钢渣接料机构运行;
4、高炉的第一输料口通过第一输送皮带和第一皮带机与第一三通分料器第一端连接;
5、高炉的第二输料口通过第二输送皮带和第二皮带机与第二三通分料器第一端连接;
6、第一三通分料器第二端和第二三通分料器第二端分别连接至钢渣接料机构;
7、第一三通分料器第三端和第二三通分料器第三端分别与第四皮带机第一端连接,第四皮带机第二端与第三三通分料器第一端连接;
8、第三三通分料器第二端和第三三通分料器第三端分别连接至堆场组件。
9、进一步需要说明的是,还包括:第八皮带机;
10、钢渣接料机构包括:钢渣接料皮带、第一钢渣传输皮带、第二钢渣传输皮带以及应急料场;第一三通分料器第二端和第二三通分料器第二端分别与第八皮带机第一端连接,第八皮带机第二端分别与钢渣接料皮带和第一钢渣传输皮带连接,第一钢渣传输皮带通过第二钢渣传输皮带与应急料场连通;
11、plc控制模块基于预设输料工艺,分别控制第八皮带机、钢渣接料皮带、第一钢渣传输皮带以及第二钢渣传输皮带运行。
12、进一步需要说明的是,第一钢渣传输皮带和第二钢渣传输皮带之间设置有犁式分料机;
13、第二钢渣传输皮带和应急料场之间设置有第一抛料小车。
14、进一步需要说明的是,堆场组件包括:第一三通阀、第二三通阀、第五皮带机、第六皮带机、第七皮带机、第一堆场、第二堆场、第三堆场以及第四堆场;
15、第三三通分料器第二端通过第一中转皮带与第四堆场连通;第三三通分料器第三端通过第五皮带机与第一三通阀第一端连接,第一三通阀第二端通过第二中转皮带与第三堆场连通;第一三通阀第三端通过第六皮带机与第二三通阀第一端连接;第二三通阀第二端通过第三中转皮带与第二堆场连通;第二三通阀第三端通过第七皮带机与第一堆场连通。
16、进一步需要说明的是,第一中转皮带与第四堆场之间设置有第二抛料小车;
17、第二中转皮带与第三堆场之间设置有第三堆取料机;
18、第三中转皮带与第二堆场之间设置有第二堆取料机;
19、第七皮带机与第一堆场之间设置有第一堆取料机。
20、进一步需要说明的是,plc控制模块基于预设输料工艺,分别控制第一堆取料机、第二堆取料机、第三堆取料机、第二抛料小车、第一三通阀、第二三通阀、第五皮带机、第六皮带机以及第七皮带机运行。
21、进一步需要说明的是,plc控制模块包括:大高炉水渣皮带plc控制子系统、水渣抛料小车plc控制子系统、堆取料机plc控制子系统、皮带plc控制子系统、钢渣抛料小车plc控制子系统,plc控制模块中的子系统通过以太网交换机实现数据通讯。
22、进一步需要说明的是,设置大高炉水渣皮带plc控制子系统为设备主站,四个子系统作为子站;
23、plc控制模块采用西门子plc程序控制,且使用博图v.软件作为编程软件,采用wincc.作为上位机画面组态软件,将控制路径中所有皮带机远程控制集中于水渣主控室控制,实现对皮带机启动、停止控制,基于皮带机在路径关系中上下游的连锁控制,实现运行状态的检测。
24、进一步需要说明的是,系统定义多条接料路径,并对每条接料路径的编号;
25、plc控制模块对每条接料路径实现单机远程启动,根据现场人员的操作需求,实现单机驱动任一皮带机、堆取料机、抛料小车,单机启动时,检测皮带机自身跑偏传感器、拉绳开关、电流检测传感器、双驱动电机状态、失速状态,并出现异常时,发出报警信号。
26、进一步需要说明的是,plc控制模块定义有接料路径自动切换预案进程;当某一接料路径发生故障时,调取发生故障接料路径的设备,并调用接料路径自动切换预案进程,执行接料路径切换,实现不间断接料功能。
27、从以上技术方案可以看出,本发明具有以下优点:
28、本发明提供的皮带机接料路径切换控制系统通过使用皮带机、三通分料器的方式实现多条路径进行接收大高炉水渣物料,实现由1个料场堆料增加至4个堆场堆料,更便于水渣物料存储统一平衡。实现对大高炉多条接料路径运行,解决原接料路径中皮带机、三通分料器等设备检修时制约高炉生产作业的问题,可随时切换其他路径进行检修、皮带机维护作业,避免了设备欠修而引发故障。
29、本发明还通过自动化系统搭建,将路径中所有皮带机、三通分料器、抛料小车、堆取料机远程集中于水渣主控室控制,可实现对皮带机启动、停止控制、皮带机在路径关系中上下游的连锁控制,实现运行状态的检测,如出现故障,可以及时报警并作出相应动作,使系统稳定运行。
30、本发明的预案式程序设计,能够在任一路径设备运行过程中一旦发生故障自动进行路径切换,实现持续的大高炉水渣接料,避免因故障引发大高炉排渣堆积,造成大高炉停机。
31、本发明还通过敷设光纤、网络重新规划布置使多个独立plc控制系统集控化,实现皮带机、堆取料机、抛料小车、分料器等多类设备集中联动控制,实现了大立磨中控集中监控、设备运行状态监测功能。本发明设置了5个预案程序,不同工作路径上设备故障时调用不同预案动作,确保大高炉的接料持续不断。
本文地址:https://www.jishuxx.com/zhuanli/20240730/199664.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表