一种天然橡胶初加工杂胶标准胶水线的自动控制系统
- 国知局
- 2024-08-01 00:08:11
本发明涉及一种农产品加工设备的自动控制系统,具体涉及一种天然橡胶初加工杂胶标准胶水线的自动控制系统。
背景技术:
1、我国橡胶树种植区主要分布于海南、云南两省,由于海南独特的地理、气候条件,目前海南已成为中国重要的橡胶树种植和天然橡胶生产基地,橡胶树种植和天然橡胶加工成了当地的支柱产业和特色产业之一。从橡胶树上割采得到的乳胶,经过一系列的加工后,即得到市售的天然橡胶。天然橡胶是一种有机高分子化合物,由于具有可塑性、回弹性、耐酸、耐磨等良好的特性品质,天然橡胶在生产生活、航空航天及军事领域中有着广泛的应用。
2、天然橡胶初加工企业的生产属劳动密集型,自动化水平低,工人劳动强度大、效率低,由此引发产品质量的参差不齐。整个天然橡胶初加工杂胶标准胶生产线可分为水线、干燥线和包装线三部分。国内外天然橡胶杂胶标准胶的生产过程主要包括:碎胶、清洗、绉片、造粒、干燥、包装等加工工艺步骤,各工厂采用的技术与设备相似,均需工人手动或手工操作机械,设备的自动化水平较低。天然橡胶初加工杂胶标准胶水线主要包括碎胶、清洗、绉片、造粒等工艺步骤,杂胶标准胶水线主要包括输送机、碎胶机、清洗机、拨胶机、湿搅机、斗升机、绉片机、撕粒机、抽胶泵等设备,目前,各工序设备基本处于各自手动操作状态,需要工人观察前一工序生产情况再根据需要开动后序相关设备,导致各工序工作连贯性不好,不但操作工人劳动强度大,且由于设备空转造成了电能的浪费,影响了生产效率,降低了企业的经济效益。
3、近十几年来以来,国内研究者在天然橡胶干燥方面的研究比较多,多集中在对天然橡胶干燥工艺的研究,针对天然橡胶初加工设备自动控制系统的研究相对较少。为提高天然橡胶初加工设备的自动化和智能化,实现天然橡胶生产的自动化、现代化,提高天然橡胶的加工质量和加工效率,海南大学樊军庆教授团队近年来开展了天然橡胶初加工装备及其自动控制系统的研究,针对天然橡胶初加工杂胶标准胶水线设备自动化程度低,本研究团队研究设计了一种天然橡胶初加工杂胶标准胶水线的自动控制系统,实现了天然橡胶初加工杂胶标准胶水线设备的全自动控制。
技术实现思路
1、本发明是设计一种高效、安全的天然橡胶初加工杂胶标准胶水线的自动控制系统。该自动控制系统的发明,可使天然橡胶初加工杂胶标准胶水线的生产由各设备的手动操作变为全自动操作,可使橡胶初加工杂胶标准胶水线的生产实现全面自动化,并且还可大大节省人工成本、减少电能使用且提高生产效率,提高了天然橡胶初加工企业的经济效益。
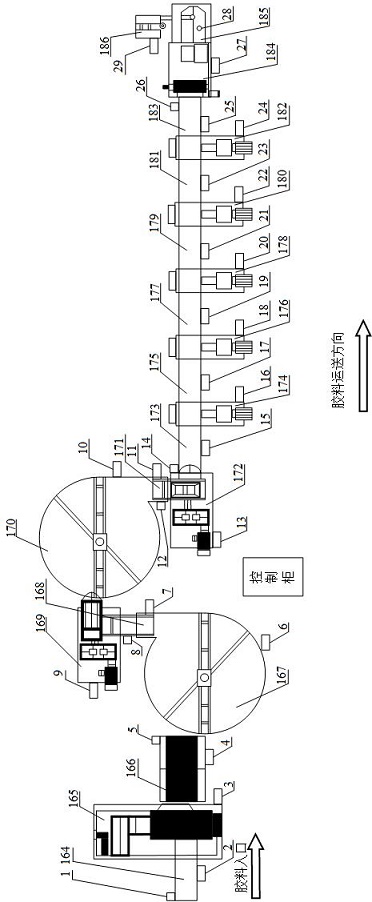
2、本发明采用的技术方案:设天然橡胶初加工杂胶标准胶水线有进料输送机,进料输送机左侧入口处安装有光电开光sq0,进料输送机中部安装有进料输送机电机m0,进料输送机右侧出口安装有碎胶机,碎胶机下部装有碎胶机电机m1,碎胶机右侧出口装有笼式清洗机,笼式清洗机上部右侧装有光电开关sq1,笼式清洗机下部装有笼式清洗机电机m2,笼式清洗机右侧出口装有圆盘拨胶机1,圆盘拨胶机1下部装有圆盘拨胶机1电机m3,圆盘拨胶机1出口处装有斗升机1,斗升机1右侧装有斗升机1电机m4,斗升机1左侧装有光电开关sq2,斗升机1出口处安装有湿搅机,湿搅机上装有湿搅机电机m5,湿搅机右侧出口有圆盘拨胶机2,圆盘拨胶机2上装有圆盘拨胶机2电机m6,圆盘拨胶机2出口处装有斗升机2,斗升机2右侧装有斗升机2电机m7,斗升机2左侧装有光电开关sq3,斗升机2出口安装有单螺杆挤洗机,单螺杆挤洗机下部装有单螺杆挤洗机电机m8,单螺杆挤洗机右侧出口装有输送机1,输送机1上部左侧装有光电开关sq4,输送机1下部装有输送机1电机m9,输送机1右侧出口安装有绉片机1,绉片机1上装有绉片机1电机m10,绉片机1右侧出口安装有输送机2,输送机2下部装有输送机2电机m11,输送机2右侧出口安装有绉片机2,绉片机2上装有绉片机2电机m12,绉片机2右侧出口安装有输送机3,输送机3下部装有输送机3电机m13,输送机3右侧出口安装有绉片机3,绉片机3上装有绉片机3电机m14,绉片机3右侧出口安装有输送机4,输送机4下部装有输送机4电机m15,输送机4右侧出口安装有绉片机4,绉片机4上装有绉片机4电机m16,绉片机4右侧出口安装有输送机5,输送机5下部装有输送机5电机m17,输送机5右侧出口安装有绉片机5,绉片机5上装有绉片机5电机m18,绉片机5右侧出口安装有输送机6,输送机6上部右侧装有光电开关sq5,输送机6下部装有输送机6电机m19,输送机6的右侧出口安装有撕粒机,撕粒机下部装有撕粒机电机m20,撕粒机出口的右侧下方安装有胶粒储存槽,胶粒储存槽中装有液位传感器lt,抽胶泵安装在胶粒储存槽的左侧,胶粒储存槽与抽胶泵通过管道相连,抽胶泵处装有抽胶泵电机m21;圆盘拨胶机1右侧地面上安装有控制柜,控制柜内安装有该自动控制系统主电路和控制电路所需的电气元件,生产现场安装的光电开关sq0、光电开关sq1、光电开关sq2、光电开关sq3、光电开关sq4、光电开关sq5通过控制柜的进出线孔与控制柜内plc的相应输入地址相连,液位传感器lt通过控制柜的进出线孔与控制柜内的模数转换模块fx2n-2ad相连,生产现场安装的进料输送机电机m0、碎胶机电机m1、笼式清洗机电机m2、圆盘拨胶机1电机m3、斗升机1电机m4、湿搅机电机m5、圆盘拨胶机2电机m6、斗升机2电机m7、单螺杆挤洗机电机m8、输送机1电机m9、绉片机1电机m10、输送机2电机m11、绉片机2电机m12、输送机3电机m13、绉片机3电机m14、输送机4电机m15、绉片机4电机m16、输送机5电机m17、绉片机5电机m18、输送机6电机m19、撕粒机电机m20和抽胶泵电机m21通过控制柜的进出线孔与控制柜内相应的热继电器相连。
3、该自动控制系统包括主电路和控制电路两部分,实现主电路和控制电路的电气元件分别安装在生产线的现场和控制柜中。主电路部分包括:空气开关qs22、熔断器fu1、空气开关qs0、空气开关qs1、空气开关qs2、空气开关qs3、空气开关qs4、空气开关qs5、空气开关qs6、空气开关qs7、空气开关qs8、空气开关qs9、空气开关qs10、空气开关qs11、空气开关qs12、空气开关qs13、空气开关qs14、空气开关qs15、空气开关qs16、空气开关qs17、空气开关qs18、空气开关qs19、空气开关qs20、空气开关qs21、交流接触器km0、交流接触器km1、交流接触器km2、交流接触器km3、交流接触器km4、交流接触器km5、交流接触器km6、交流接触器km7、交流接触器km8、交流接触器km9、交流接触器km10、交流接触器km11、交流接触器km12、交流接触器km13、交流接触器km14、交流接触器km15、交流接触器km16、交流接触器km17、交流接触器km18、交流接触器km19、交流接触器km20、交流接触器km21、热继电器fr0、热继电器fr1、热继电器fr2、热继电器fr3、热继电器fr4、热继电器fr5、热继电器fr6、热继电器fr7、热继电器fr8、热继电器fr9、热继电器fr10、热继电器fr11、热继电器fr12、热继电器fr13、热继电器fr14、热继电器fr15、热继电器fr16、热继电器fr17、热继电器fr18、热继电器fr19、热继电器fr20、热继电器fr21、进料输送机电机m0、碎胶机电机m1、笼式清洗机电机m2、圆盘拨胶机1电机m3、斗升机1电机m4、湿搅机电机m5、圆盘拨胶机2电机m6、斗升机2电机m7、单螺杆挤洗机电机m8、输送机1电机m9、绉片机1电机m10、输送机2电机m11、绉片机2电机m12、输送机3电机m13、绉片机3电机m14、输送机4电机m15、绉片机4电机m16、输送机5电机m17、绉片机5电机m18、输送机6电机m19、撕粒机电机m20、抽胶泵电机m21、变频器1、变频器2、变频器3、变频器4、变频器5、变频器6、变频器7、变频器8、变频器9、变频器10,主电路的电气元件分别布置在生产线现场和控制柜中。
4、主电路电气元件的连接关系:空气开关qs22为主电路电源总开关,空气开关qs22与熔断器fu1相连后为各电机电路提供电源,空气开关qs0与交流接触器km0的主触点相连,交流接触器km0的主触点与热继电器fr0的热元件相连,控制柜中的热继电器fr0的热元件与生产现场的进料输送机电机m0相连;空气开关qs1与交流接触器km1的主触点相连,交流接触器km1的主触点与变频器1相连,变频器1与热继电器fr1的热元件相连,控制柜中的热继电器fr1的热元件与生产现场的碎胶机电机m1相连;空气开关qs2与交流接触器km2的主触点相连,交流接触器km2的主触点与热继电器fr2的热元件相连,控制柜中的热继电器fr2的热元件与生产现场的笼式清洗机电机m2相连;空气开关qs3与交流接触器km3的主触点相连,交流接触器km3的主触点与热继电器fr3的热元件相连,控制柜中的热继电器fr3的热元件与生产现场的圆盘拨胶机1电机m3相连;空气开关qs4与交流接触器km4的主触点相连,交流接触器km4的主触点与热继电器fr4的热元件相连,控制柜中的热继电器fr4的热元件与生产现场的斗升机1电机m4相连;空气开关qs5与交流接触器km5的主触点相连,交流接触器km5的主触点与变频器2相连,变频器2与热继电器fr5的热元件相连,控制柜中的热继电器fr5的热元件与生产现场的湿搅机电机m5相连;空气开关qs6与交流接触器km6的主触点相连,交流接触器km6的主触点与热继电器fr6的热元件相连,控制柜中的热继电器fr6的热元件与生产现场的圆盘拨胶机2电机m6相连;空气开关qs7与交流接触器km7的主触点相连,交流接触器km7的主触点与热继电器fr7的热元件相连,控制柜中的热继电器fr7的热元件与生产现场的斗升机2电机m7相连;空气开关qs8与交流接触器km8的主触点相连,交流接触器km8的主触点与变频器3相连,变频器3与热继电器fr8的热元件相连,控制柜中的热继电器fr8的热元件与生产现场的单螺杆挤洗机电机m8相连;空气开关qs9与交流接触器km9的主触点相连,交流接触器km9的主触点与热继电器fr9的热元件相连,控制柜中的热继电器fr9的热元件与生产现场的输送机1电机m9相连;空气开关qs10与交流接触器km10的主触点相连,交流接触器km10的主触点与变频器4相连,变频器4与热继电器fr10的热元件相连,控制柜中的热继电器fr10的热元件与生产现场的绉片机1电机m10相连;空气开关qs11与交流接触器km11的主触点相连,交流接触器km11的主触点与热继电器fr11的热元件相连,控制柜中的热继电器fr11的热元件与生产现场的输送机2电机m11相连;空气开关qs12与交流接触器km12的主触点相连,交流接触器km12的主触点与变频器5相连,变频器5与热继电器fr12的热元件相连,控制柜中的热继电器fr12的热元件与生产现场的绉片机2电机m12相连;空气开关qs13与交流接触器km13的主触点相连,交流接触器km13的主触点与热继电器fr13的热元件相连,控制柜中的热继电器fr13的热元件与生产现场的输送机3电机m13相连;空气开关qs14与交流接触器km14的主触点相连,交流接触器km14的主触点与变频器6相连,变频器6与热继电器fr14的热元件相连,控制柜中的热继电器fr14的热元件与生产现场的绉片机3电机m14相连;空气开关qs15与交流接触器km15的主触点相连,交流接触器km15的主触点与热继电器fr15的热元件相连,控制柜中的热继电器fr15的热元件与生产现场的输送机4电机m15相连;空气开关qs16与交流接触器km16的主触点相连,交流接触器km16的主触点与变频器7相连,变频器7与热继电器fr16的热元件相连,控制柜中的热继电器fr16的热元件与生产现场的绉片机4电机m16相连;空气开关qs17与交流接触器km17的主触点相连,交流接触器km17的主触点与热继电器fr17的热元件相连,控制柜中的热继电器fr17的热元件与生产现场的输送机5电机m17相连;空气开关qs18与交流接触器km18的主触点相连,交流接触器km18的主触点与变频器8相连,变频器8与热继电器fr18的热元件相连,控制柜中的热继电器fr18的热元件与生产现场的绉片机5电机m18相连;空气开关qs19与交流接触器km19的主触点相连,交流接触器km19的主触点与热继电器fr19的热元件相连,控制柜中的热继电器fr19的热元件与生产现场的输送机6电机m19相连;空气开关qs20与交流接触器km20的主触点相连,交流接触器km20的主触点与变频器9相连,变频器9与热继电器fr20的热元件相连,控制柜中的热继电器fr20的热元件与生产现场的撕粒机电机m20相连;空气开关qs21与交流接触器km21的主触点相连,交流接触器km21的主触点与变频器10相连,变频器10与热继电器fr21的热元件相连,控制柜中的热继电器fr21的热元件与生产现场的抽胶泵电机m21相连。
5、该自动控制系统控制电路元件包括:可编程控制器(plc)、数模转换模块fx2n-2ad、液位传感器lt、空气开关qs23、选择开关sa(有1档和2档两个档位)、光电开关sq0、光电开关sq1、光电开关sq2、光电开关sq3、光电开关sq4、光电开关sq5、急停按钮sb0、plc输出端电源按钮sb1、自动启动按钮sb24、自动停止按钮sb25、按钮sb2、按钮sb3、按钮sb4、按钮sb5、按钮sb6、按钮sb7、按钮sb8、按钮sb9、按钮sb10、按钮sb11、按钮sb12、按钮sb13、按钮sb14、按钮sb15、按钮sb16、按钮sb17、按钮sb18、按钮sb19、按钮sb20、按钮sb21、按钮sb22、按钮sb23、中间继电器ka0、中间继电器ka1、中间继电器ka2、中间继电器ka3、中间继电器ka4、中间继电器ka5、中间继电器ka6、中间继电器ka7、中间继电器ka8、中间继电器ka9、中间继电器ka10、中间继电器ka11、中间继电器ka12、中间继电器ka13、中间继电器ka14、中间继电器ka15、中间继电器ka16、中间继电器ka17、中间继电器ka18、中间继电器ka19、中间继电器ka20、中间继电器ka21、交流接触器km22。
6、控制电路电气元件的连接关系:第一,plc控制电路电气元件连接关系,空气开关qs23给plc提供交流220v电源,交流接触器km22线圈与plc输出端电源按钮sb1常开触点串联,plc输出端电源按钮sb1常开触点与急停按钮sb0常闭触点串联,plc输出端电源按钮sb1常开触点与交流接触器km22的辅助常开触点并联;选择开关sa的1档接plc的输入地址x000,选择开关sa的2档接plc的输入地址x001,按钮sb2接plc的输入地址x002,按钮sb3接plc的输入地址x003,按钮sb4接plc的输入地址x004,按钮sb5接plc的输入地址x005,按钮sb6接plc的输入地址x006,按钮sb7接plc的输入地址x007,按钮sb8接plc的输入地址x010,按钮sb9接plc的输入地址x011,按钮sb10接plc的输入地址x012,按钮sb11接plc的输入地址x013,按钮sb12接plc的输入地址x014,按钮sb13接plc的输入地址x015,按钮sb14接plc的输入地址x016,按钮sb15接plc的输入地址x017,按钮sb16接plc的输入地址x020,按钮sb17接plc的输入地址x021,按钮sb18接plc的输入地址x022,按钮sb19接plc的输入地址x023,按钮sb20接plc的输入地址x024,按钮sb21接plc的输入地址x025,按钮sb22接plc的输入地址x026,按钮sb23接plc的输入地址x027,自动启动按钮sb24接plc的输入地址x030,自动停止按钮sb25接plc的输入地址x031,光电开关sq0接plc的输入地址x032,光电开关sq1接plc的输入地址x033,光电开关sq2接plc的输入地址x034,光电开关sq3接plc的输入地址x035,光电开关sq4接plc的输入地址x036,光电开关sq5接plc的输入地址x037,各输入元件的公共端接plc输入地址的com端,plc自带的dc24电源为液位传感器lt、光电开关sq0、光电开关sq1、光电开关sq2、光电开关sq3、光电开关sq4、光电开关sq5提供直流电源;plc的输出地址y000接中间继电器ka0的线圈,plc的输出地址y001接中间继电器ka1的线圈,plc的输出地址y002接中间继电器ka2的线圈,plc的输出地址y003接中间继电器ka3的线圈,plc的输出地址y004接中间继电器ka4的线圈,plc的输出地址y005接中间继电器ka5的线圈,plc的输出地址y006接中间继电器ka6的线圈,plc的输出地址y007接中间继电器ka7的线圈,plc的输出地址y010接中间继电器ka8的线圈,plc的输出地址y011接中间继电器ka9的线圈,plc的输出地址y012接中间继电器ka10的线圈,plc的输出地址y013接中间继电器ka11的线圈,plc的输出地址y014接中间继电器ka12的线圈,plc的输出地址y015接中间继电器ka13的线圈,plc的输出地址y016接中间继电器ka14的线圈,plc的输出地址y017接中间继电器ka15的线圈,plc的输出地址y020接中间继电器ka16的线圈,plc的输出地址y021接中间继电器ka17的线圈,plc的输出地址y022接中间继电器ka18的线圈,plc的输出地址y023接中间继电器ka19的线圈,plc的输出地址y024接中间继电器ka20的线圈,plc的输出地址y025接中间继电器ka21的线圈,plc输出地址各电路的各中间继电器公共端和plc的com1端及com2端通过交流接触器km22的两对主触点分别连接交流220v电源的l和n线端;液位传感器lt与模数转换模块fx2n-2ad相连,模数转换模块fx2n-2ad通过扁平电缆再与plc相连。第二,中间继电器——交流接触器电路的连接,中间继电器——接触器的电路由交流380v电源供电,中间继电器ka0的常开触点与交流接触器km0的线圈串联,交流接触器km0的线圈与热继电器fr0辅助常闭触点串联;中间继电器ka1的常开触点与交流接触器km1的线圈串联,交流接触器km1的线圈与热继电器fr1辅助常闭触点串联;中间继电器ka2的常开触点与交流接触器km2的线圈串联,交流接触器km2的线圈与热继电器fr2辅助常闭触点串联;中间继电器ka3的常开触点与交流接触器km3的线圈串联,交流接触器km3的线圈与热继电器fr3辅助常闭触点串联;中间继电器ka4的常开触点与交流接触器km4的线圈串联,交流接触器km4的线圈与热继电器fr4辅助常闭触点串联;中间继电器ka5的常开触点与交流接触器km5的线圈串联,交流接触器km5的线圈与热继电器fr5辅助常闭触点串联;中间继电器ka6的常开触点与交流接触器km6的线圈串联,交流接触器km6的线圈与热继电器fr6辅助常闭触点串联;中间继电器ka7的常开触点与交流接触器km7的线圈串联,交流接触器km7的线圈与热继电器fr7辅助常闭触点串联;中间继电器ka8的常开触点与交流接触器km8的线圈串联,交流接触器km8的线圈与热继电器fr8辅助常闭触点串联;中间继电器ka9的常开触点与交流接触器km9的线圈串联,交流接触器km9的线圈与热继电器fr9辅助常闭触点串联;中间继电器ka10的常开触点与交流接触器km10的线圈串联,交流接触器km10的线圈与热继电器fr10辅助常闭触点串联;中间继电器ka11的常开触点与交流接触器km11的线圈串联,交流接触器km11的线圈与热继电器fr11辅助常闭触点串联;中间继电器ka12的常开触点与交流接触器km12的线圈串联,交流接触器km12的线圈与热继电器fr12辅助常闭触点串联;中间继电器ka13的常开触点与交流接触器km13的线圈串联,交流接触器km13的线圈与热继电器fr13辅助常闭触点串联;中间继电器ka14的常开触点与交流接触器km14的线圈串联,交流接触器km14的线圈与热继电器fr14辅助常闭触点串联;中间继电器ka15的常开触点与交流接触器km15的线圈串联,交流接触器km15的线圈与热继电器fr15辅助常闭触点串联;中间继电器ka16的常开触点与交流接触器km16的线圈串联,交流接触器km16的线圈与热继电器fr16辅助常闭触点串联;中间继电器ka17的常开触点与交流接触器km17的线圈串联,交流接触器km17的线圈与热继电器fr17辅助常闭触点串联;中间继电器ka18的常开触点与交流接触器km18的线圈串联,交流接触器km18的线圈与热继电器fr18辅助常闭触点串联;中间继电器ka19的常开触点与交流接触器km19的线圈串联,交流接触器km19的线圈与热继电器fr19辅助常闭触点串联;中间继电器ka20的常开触点与交流接触器km20的线圈串联,交流接触器km20的线圈与热继电器fr20辅助常闭触点串联;中间继电器ka21的常开触点与交流接触器km21的线圈串联,交流接触器km21的线圈与热继电器fr21辅助常闭触点串联。
7、为了详细说明该自动控制系统各电气元件功能及plc输入地址和输出地址的分配情况,给出表1、表2、表3进行说明。
8、表1 主电路电气元件说明
9、 元件符号 元件名称 实现功能 <![cdata[qs<sub>22</sub>]]> 空气开关 系统三相电源引入 <![cdata[fu<sub>1</sub>]]> 熔断器 系统三相电源的短路保护 <![cdata[qs<sub>23</sub>]]> 空气开关 plc单相电源引入及过电流保护 <![cdata[qs<sub>0</sub>]]> 空气开关 <![cdata[进料输送机电机m<sub>0</sub>的三相电源引入及过电流保护]]> <![cdata[qs<sub>1</sub>]]> 空气开关 <![cdata[碎胶机电机m<sub>1</sub>的三相电源引入及过电流保护]]> <![cdata[qs<sub>2</sub>]]> 空气开关 <![cdata[笼式清洗机电机m<sub>2</sub>的三相电源引入及过电流保护]]> <![cdata[qs<sub>3</sub>]]> 空气开关 <![cdata[圆盘拨胶机1电机m<sub>3</sub>的三相电源引入及过电流保护]]> <![cdata[qs<sub>4</sub>]]> 空气开关 <![cdata[斗升机1电机m<sub>4</sub>的三相电源引入及过电流保护]]> <![cdata[qs<sub>5</sub>]]> 空气开关 <![cdata[湿搅机电机m<sub>5</sub>的三相电源引入及过电流保护]]> <![cdata[qs<sub>6</sub>]]> 空气开关 <![cdata[圆盘拨胶机2电机m<sub>6</sub>的三相电源引入及过电流保护]]> <![cdata[qs<sub>7</sub>]]> 空气开关 <![cdata[斗升机2电机m<sub>7</sub>的三相电源引入及过电流保护]]> <![cdata[qs<sub>8</sub>]]> 空气开关 <![cdata[单螺杆挤洗机电机m<sub>8</sub>的三相电源引入及过电流保护]]> <![cdata[qs<sub>9</sub>]]> 空气开关 <![cdata[输送机1电机m<sub>9</sub>的三相电源引入及过电流保护]]> <![cdata[qs<sub>10</sub>]]> 空气开关 <![cdata[绉片机1电机m<sub>10</sub>的三相电源引入及过电流保护]]> <![cdata[qs<sub>11</sub>]]> 空气开关 <![cdata[输送机2电机m<sub>11</sub>的三相电源引入及过电流保护]]> <![cdata[qs<sub>12</sub>]]> 空气开关 <![cdata[绉片机2电机m<sub>12</sub>的三相电源引入及过电流保护]]> <![cdata[qs<sub>13</sub>]]> 空气开关 <![cdata[输送机3电机m<sub>13</sub>的三相电源引入及过电流保护]]> <![cdata[qs<sub>14</sub>]]> 空气开关 <![cdata[绉片机3电机m<sub>14</sub>的三相电源引入及过电流保护]]> <![cdata[qs<sub>15</sub>]]> 空气开关 <![cdata[输送机4电机m<sub>15</sub>的三相电源引入及过电流保护]]> <![cdata[qs<sub>16</sub>]]> 空气开关 <![cdata[绉片机4电机m<sub>16</sub>的三相电源引入及过电流保护]]> <![cdata[qs<sub>17</sub>]]> 空气开关 <![cdata[输送机5电机m<sub>17</sub>的三相电源引入及过电流保护]]> <![cdata[qs<sub>18</sub>]]> 空气开关 <![cdata[绉片机5电机m<sub>18</sub>的三相电源引入及过电流保护]]> <![cdata[qs<sub>19</sub>]]> 空气开关 <![cdata[输送机6电机m<sub>19</sub>的三相电源引入及过电流保护]]> <![cdata[qs<sub>20</sub>]]> 空气开关 <![cdata[撕粒机电机m<sub>20</sub>的三相电源引入及过电流保护]]> <![cdata[qs<sub>21</sub>]]> 空气开关 <![cdata[抽胶泵电机m<sub>21</sub>的三相电源引入及过电流保护<!-- 6 -->]]> <![cdata[fr<sub>0</sub>]]> 热继电器 <![cdata[进料输送机电机m<sub>0</sub>的过载保护]]> <![cdata[fr<sub>1</sub>]]> 热继电器 <![cdata[碎胶机电机m<sub>1</sub>的过载保护]]> <![cdata[fr<sub>2</sub>]]> 热继电器 <![cdata[笼式清洗机电机m<sub>2</sub>的过载保护]]> <![cdata[fr<sub>3</sub>]]> 热继电器 <![cdata[圆盘拨胶机1电机m<sub>3</sub>的过载保护]]> <![cdata[fr<sub>4</sub>]]> 热继电器 <![cdata[斗升机1电机m<sub>4</sub>的过载保护]]> <![cdata[fr<sub>5</sub>]]> 热继电器 <![cdata[湿搅机电机m<sub>5</sub>的过载保护]]> <![cdata[fr<sub>6</sub>]]> 热继电器 <![cdata[圆盘拨胶机2电机m<sub>6</sub>的过载保护]]> <![cdata[fr<sub>7</sub>]]> 热继电器 <![cdata[斗升机2电机m<sub>7</sub>的过载保护]]> <![cdata[fr<sub>8</sub>]]> 热继电器 <![cdata[单螺杆挤洗机电机m<sub>8</sub>的过载保护]]> <![cdata[fr<sub>9</sub>]]> 热继电器 <![cdata[输送机1电机m<sub>9</sub>的过载保护]]> <![cdata[fr<sub>10</sub>]]> 热继电器 <![cdata[绉片机1电机m<sub>10</sub>的过载保护]]> <![cdata[fr<sub>11</sub>]]> 热继电器 <![cdata[输送机2电机m<sub>11</sub>的过载保护]]> <![cdata[fr<sub>12</sub>]]> 热继电器 <![cdata[绉片机2电机m<sub>12</sub>的过载保护]]> <![cdata[fr<sub>13</sub>]]> 热继电器 <![cdata[输送机3电机m<sub>13</sub>的过载保护]]> <![cdata[fr<sub>14</sub>]]> 热继电器 <![cdata[绉片机3电机m<sub>14</sub>的过载保护]]> <![cdata[fr<sub>15</sub>]]> 热继电器 <![cdata[输送机4电机m<sub>15</sub>的过载保护]]> <![cdata[fr<sub>16</sub>]]> 热继电器 <![cdata[绉片机4电机m<sub>16</sub>的过载保护]]> <![cdata[fr<sub>17</sub>]]> 热继电器 <![cdata[输送机5电机m<sub>17</sub>的过载保护]]> <![cdata[fr<sub>18</sub>]]> 热继电器 <![cdata[绉片机5电机m<sub>18</sub>的过载保护]]> <![cdata[fr<sub>19</sub>]]> 热继电器 <![cdata[输送机6电机m<sub>19</sub>的过载保护]]> <![cdata[fr<sub>20</sub>]]> 热继电器 <![cdata[撕粒机电机m<sub>20</sub>的过载保护]]> <![cdata[fr<sub>21</sub>]]> 热继电器 <![cdata[抽胶泵电机m<sub>21</sub>的过载保护]]> <![cdata[km<sub>0</sub>]]> 交流接触器 <![cdata[控制进料输送机电机m<sub>0</sub>运行,进料输送机输送大块胶料给破碎机]]> <![cdata[km<sub>1</sub>]]> 交流接触器 <![cdata[控制碎胶机电机m<sub>1</sub>运行,碎胶机破碎大块胶料为小块胶料,并把胶料输送给笼式清洗机]]> <![cdata[km<sub>2</sub>]]> 交流接触器 <![cdata[控制笼式清洗机电机m<sub>2</sub>运行,笼式清洗机反复清洗胶料后把胶料输送给圆盘拨胶机1]]> <![cdata[km<sub>3</sub>]]> 交流接触器 <![cdata[控制圆盘拨胶机1电机m<sub>3</sub>运行,圆盘拨胶机1清洗并混合胶料后,胶料可进入斗升机1]]> <![cdata[km<sub>4</sub>]]> 交流接触器 <![cdata[控制斗升机1电机m<sub>4</sub>运行,斗升机1提升胶料,便于胶料进入湿搅机内]]> <![cdata[km<sub>5</sub>]]> 交流接触器 <![cdata[控制湿搅机电机m<sub>5</sub>运行,湿搅机清洗并进一步切割胶块后胶料进入圆盘拨胶机2]]> <![cdata[km<sub>6</sub>]]> 交流接触器 <![cdata[控制圆盘拨胶机2电机m<sub>6</sub>运行,圆盘拨胶机2清洗并混合后胶料进入斗升机2]]> <![cdata[km<sub>7</sub>]]> 交流接触器 <![cdata[控制斗升机2电机m<sub>7</sub>运行,斗升机2提升胶料,便于胶料进入单螺杆挤洗机]]> <![cdata[km<sub>8</sub>]]> 交流接触器 <![cdata[控制单螺杆挤洗机电机m<sub>8</sub>运行,单螺杆挤洗机对胶料再破碎和清洗后,胶料进入输送机1]]> <![cdata[km<sub>9</sub>]]> 交流接触器 <![cdata[控制输送机1电机m<sub>9</sub>运行,输送机1输送胶料给绉片机1]]> <![cdata[km<sub>10</sub>]]> 交流接触器 <![cdata[控制绉片机1电机m<sub>10</sub>运行,绉片机1对胶料进行脱水、洗涤和起绉处理后,胶料进入输送机2]]> <![cdata[km<sub>11</sub>]]> 交流接触器 <![cdata[控制输送机2电机m<sub>11</sub>运行,输送机2输送胶料给绉片机2]]> <![cdata[km<sub>12</sub>]]> 交流接触器 <![cdata[控制绉片机2电机m<sub>12</sub>运行,绉片机2对胶料进行脱水、洗涤和起绉处理后,胶料进入输送机3<!-- 7 -->]]> <![cdata[km<sub>13</sub>]]> 交流接触器 <![cdata[控制输送机3电机m<sub>13</sub>运行,输送机3输送胶料给绉片机3]]> <![cdata[km<sub>14</sub>]]> 交流接触器 <![cdata[控制绉片机3电机m<sub>14</sub>运行,绉片机3对胶料进行脱水、洗涤和起绉处理后,胶料进入输送机4]]> <![cdata[km<sub>15</sub>]]> 交流接触器 <![cdata[控制输送机4电机m<sub>15</sub>运行,输送机4输送胶料给绉片机4]]> <![cdata[km<sub>16</sub>]]> 交流接触器 <![cdata[控制绉片机4电机m<sub>16</sub>运行,绉片机4对胶料进行脱水、洗涤和起绉处理后,胶料进入输送机5]]> <![cdata[km<sub>17</sub>]]> 交流接触器 <![cdata[控制输送机5电机m<sub>17</sub>运行,输送机5输送胶料给绉片机5]]> <![cdata[km<sub>18</sub>]]> 交流接触器 <![cdata[控制绉片机5电机m<sub>18</sub>运行,绉片机5对胶料进行脱水、洗涤和起绉处理后,胶料进入输送机6]]> <![cdata[km<sub>19</sub>]]> 交流接触器 <![cdata[控制输送机6电机m<sub>19</sub>运行,输送机6输送胶料给撕粒机]]> <![cdata[km<sub>20</sub>]]> 交流接触器 <![cdata[控制撕粒机电机m<sub>20</sub>运行,撕粒机对绉片机处理后的片状胶料进行破碎并造粒,撕粒机处理后的橡胶颗粒掉入其右侧下方的胶粒储存槽中]]> <![cdata[km<sub>21</sub>]]> 交流接触器 <![cdata[控制抽胶泵电机m<sub>21</sub>运行,抽胶泵把胶粒储存槽中的颗粒状的胶料通过管道运送到装胶料工序进行干燥]]> <![cdata[m<sub>0</sub>]]> 进料输送机电机 <![cdata[进料输送机电机m<sub>0</sub>运行,进料输送机工作]]> <![cdata[m<sub>1</sub>]]> 碎胶机电机 <![cdata[碎胶机电机m<sub>1</sub>运行,碎胶机工作]]> <![cdata[m<sub>2</sub>]]> 笼式清洗机电机 <![cdata[笼式清洗机电机m<sub>2</sub>运行,笼式清洗机工作]]> <![cdata[m<sub>3</sub>]]> 圆盘拨胶机1电机 <![cdata[圆盘拨胶机1电机m<sub>3</sub>运行,圆盘拨胶机1工作]]> <![cdata[m<sub>4</sub>]]> 斗升机1电机 <![cdata[斗升机1电机m<sub>4</sub>运行,斗升机1工作]]> <![cdata[m<sub>5</sub>]]> 湿搅机电机 <![cdata[湿搅机电机m<sub>5</sub>运行,湿搅机工作]]> <![cdata[m<sub>6</sub>]]> 圆盘拨胶机2电机 <![cdata[圆盘拨胶机2电机m<sub>6</sub>运行,圆盘拨胶机2工作]]> <![cdata[m<sub>7</sub>]]> 斗升机2电机 <![cdata[斗升机2电机m<sub>7</sub>运行,斗升机2工作]]> <![cdata[m<sub>8</sub>]]> 单螺杆挤洗机电机 <![cdata[单螺杆挤洗机电机m<sub>8</sub>运行,单螺杆挤洗机工作]]> <![cdata[m<sub>9</sub>]]> 输送机1电机 <![cdata[输送机1电机m<sub>9</sub>运行,输送机1工作]]> <![cdata[m<sub>10</sub>]]> 绉片机1电机 <![cdata[绉片机1电机m<sub>10</sub>运行,绉片机1工作]]> <![cdata[m<sub>11</sub>]]> 输送机2电机 <![cdata[输送机2电机m<sub>11</sub>运行,输送机2工作]]> <![cdata[m<sub>12</sub>]]> 绉片机2电机 <![cdata[绉片机2电机m<sub>12</sub>运行,绉片机2工作]]> <![cdata[m<sub>13</sub>]]> 输送机3电机 <![cdata[输送机3电机m<sub>13</sub>运行,输送机3工作]]> <![cdata[m<sub>14</sub>]]> 绉片机3电机 <![cdata[绉片机3电机m<sub>14</sub>运行,绉片机3工作]]> <![cdata[m<sub>15</sub>]]> 输送机4电机 <![cdata[输送机4电机m<sub>15</sub>运行,输送机4工作]]> <![cdata[m<sub>16</sub>]]> 绉片机4电机 <![cdata[绉片机4电机m<sub>16</sub>运行,绉片机4工作]]> <![cdata[m<sub>17</sub>]]> 输送机5电机 <![cdata[输送机5电机m<sub>17</sub>运行,输送机5工作]]> <![cdata[m<sub>18</sub>]]> 绉片机5电机 <![cdata[绉片机5电机m<sub>18</sub>运行,绉片机5工作]]> <![cdata[m<sub>19</sub>]]> 输送机6电机 <![cdata[输送机6电机m<sub>19</sub>运行,输送机6工作]]> <![cdata[m<sub>20</sub>]]> 撕粒机电机 <![cdata[撕粒机电机m<sub>20</sub>运行,撕粒机工作]]> <![cdata[m<sub>21</sub>]]> 抽胶泵电机 <![cdata[抽胶泵电机m<sub>21</sub>运行,抽胶泵工作]]> 变频器1 <![cdata[对大功率的碎胶机电机m<sub>1</sub>进行起动和运行的速度控制]]> 变频器2 <![cdata[对大功率的湿搅机电机m<sub>5</sub>进行起动和运行的速度控制]]> 变频器3 <![cdata[对大功率的单螺杆挤洗机电机m<sub>8</sub>进行起动和运行的速度控制]]> 变频器4 <![cdata[对大功率的绉片机1电机m<sub>10</sub>进行起动和运行的速度控制]]> 变频器5 <![cdata[对大功率的绉片机2电机m<sub>12</sub>进行起动和运行的速度控制]]> 变频器6 <![cdata[对大功率的绉片机3电机m<sub>14</sub>进行起动和运行的速度控制]]> 变频器7 <![cdata[对大功率的绉片机4电机m<sub>16</sub>进行起动和运行的速度控制]]> 变频器8 <![cdata[对大功率的绉片机5电机m<sub>18</sub>进行起动和运行的速度控制<!-- 8 -->]]> 变频器9 <![cdata[对大功率的撕粒机电机m<sub>20</sub>进行起动和运行的速度控制]]> 变频器10 <![cdata[对大功率的抽胶泵电机m<sub>21</sub>进行起动和运行的速度控制]]>
10、表2 plc输入地址分配及输入元件说明
11、
12、表3 plc输出地址分配及输出元件说明
13、 元件符号 元件名称 输出地址 实现功能 <![cdata[ka<sub>0</sub>]]> 中间继电器 y000 <![cdata[通过控制交流接触器km<sub>0</sub>通断,控制进料输送机电机m<sub>0</sub>的运行]]> <![cdata[ka<sub>1</sub>]]> 中间继电器 y001 <![cdata[通过控制交流接触器km<sub>1</sub>通断,控制碎胶机电机m<sub>1</sub>的运行]]> <![cdata[ka<sub>2</sub>]]> 中间继电器 y002 <![cdata[通过控制交流接触器km<sub>2</sub>通断,控制笼式清洗机电机m<sub>2</sub>的运行]]> <![cdata[ka<sub>3</sub>]]> 中间继电器 y003 <![cdata[通过控制交流接触器km<sub>3</sub>通断,控制圆盘拨胶机1电机m<sub>3</sub>的运行]]> <![cdata[ka<sub>4</sub>]]> 中间继电器 y004 <![cdata[通过控制交流接触器km<sub>4</sub>通断,控制斗升机1电机m<sub>4</sub>的运行]]> <![cdata[ka<sub>5</sub>]]> 中间继电器 y005 <![cdata[通过控制交流接触器km<sub>5</sub>通断,控制湿搅机电机m<sub>5</sub>的运行]]> <![cdata[ka<sub>6</sub>]]> 中间继电器 y006 <![cdata[通过控制交流接触器km<sub>6</sub>通断,控制圆盘拨胶机2电机m<sub>6</sub>的运行]]> <![cdata[ka<sub>7</sub>]]> 中间继电器 y007 <![cdata[通过控制交流接触器km<sub>7</sub>通断,控制斗升机2电机m<sub>7</sub>的运行]]> <![cdata[ka<sub>8</sub>]]> 中间继电器 y010 <![cdata[通过控制交流接触器km<sub>8</sub>通断,控制单螺杆挤洗机电机m<sub>8</sub>的运行]]> <![cdata[ka<sub>9</sub>]]> 中间继电器 y011 <![cdata[通过控制交流接触器km<sub>9</sub>通断,控制输送机1电机m<sub>9</sub>的运行]]> <![cdata[ka<sub>10</sub>]]> 中间继电器 y012 <![cdata[通过控制交流接触器km<sub>10</sub>通断,控制绉片机1电机m<sub>10</sub>的运行]]> <![cdata[ka<sub>11</sub>]]> 中间继电器 y013 <![cdata[通过控制交流接触器km<sub>11</sub>通断,控制输送机2电机m<sub>11</sub>的运行]]> <![cdata[ka<sub>12</sub>]]> 中间继电器 y014 <![cdata[通过控制交流接触器km<sub>12</sub>通断,控制绉片机2电机m<sub>12</sub>的运行]]> <![cdata[ka<sub>13</sub>]]> 中间继电器 y015 <![cdata[通过控制交流接触器km<sub>13</sub>通断,控制输送机3电机m<sub>13</sub>的运行]]> <![cdata[ka<sub>14</sub>]]> 中间继电器 y016 <![cdata[通过控制交流接触器km<sub>14</sub>通断,控制绉片机3电机m<sub>14</sub>的运行]]> <![cdata[ka<sub>15</sub>]]> 中间继电器 y017 <![cdata[通过控制交流接触器km<sub>15</sub>通断,控制输送机4电机m<sub>15</sub>的运行]]> <![cdata[ka<sub>16</sub>]]> 中间继电器 y020 <![cdata[通过控制交流接触器km<sub>16</sub>通断,控制绉片机4电机m<sub>16</sub>的运行]]> <![cdata[ka<sub>17</sub>]]> 中间继电器 y021 <![cdata[通过控制交流接触器km<sub>17</sub>通断,控制输送机5电机m<sub>17</sub>的运行]]> <![cdata[ka<sub>18</sub>]]> 中间继电器 y022 <![cdata[通过控制交流接触器km<sub>18</sub>通断,控制绉片机5电机m<sub>18</sub>的运行]]> <![cdata[ka<sub>19</sub>]]> 中间继电器 y023 <![cdata[通过控制交流接触器km<sub>19</sub>通断,控制输送机6电机m<sub>19</sub>的运行]]> <![cdata[ka<sub>20</sub>]]> 中间继电器 y024 <![cdata[通过控制交流接触器km<sub>20</sub>通断,控制撕粒机电机m<sub>20</sub>的运行]]> <![cdata[ka<sub>21</sub>]]> 中间继电器 y025 <![cdata[通过控制交流接触器km<sub>21</sub>通断,控制抽胶泵电机m<sub>21</sub>的运行]]> <![cdata[fx<sub>2n</sub>-2ad]]> <![cdata[模数转换模块fx<sub>2n</sub>-2ad]]> <![cdata[接收来自液位传感器lt的模拟信号,并把模拟信号经模数转换模块fx<sub>2n</sub>-2ad转换为开关量信号后传递给plc相连,通过plc控制抽胶泵电机m<sub>21</sub>的运行]]>
14、自动控制系统的自动控制过程:接通电源,将选择开关sa打到1档自动控制系统进入自动控制模式,按下自动启动按钮sb24,光电开关sq0检测到胶料后,中间继电器ka0得电工作,使得交流接触器km0得电工作,进料输送机电机m0开始运行,10秒后进料输送机将要把胶料运送至碎胶机时,中间继电器ka1得电工作,使得交流接触器km1得电工作,碎胶机电机m1开始运行,碎胶机将每块重量约五公斤左右杂胶凝块的胶料破碎为重量不超过0.5公斤小块的胶料,碎胶机一边破碎一边把小块的胶料向后运送,5秒后小块的胶料将被运到笼式清洗机时,中间继电器ka2得电工作,使得交流接触器km2得电工作,笼式清洗机电机m2开始运行,笼式清洗机对碎胶机出来的小块的胶料进行反复的滚动清洗,除掉附着于小块胶料表面的泥沙及杂质,在反复滚动清洗的过程中笼式清洗机把小块的胶料向后运送,当光电开关sq1检测到胶料时,中间继电器ka3得电工作,使得交流接触器km3得电工作,圆盘拨胶机1电机m3开始运行,小块胶料进入圆盘拨胶机1的圆形水池,在圆盘拨胶机1的搅动下,胶料充分混合并有效地进行了清洗,15秒后小块的胶料随圆盘拨胶机1的转动将到达斗升机1入口时,中间继电器ka4得电工作,使得交流接触器km4得电工作,斗升机1电机m4开始运行,斗升机1将圆盘拨胶机1圆形水池中的小块的胶料提升向下一工序输送,当光电开关sq2检测到小块的胶料后,中间继电器ka5得电工作,使得交流接触器km5得电工作,湿搅机电机m5开始运行,小块胶料被斗升机1喂入湿搅机中,湿搅机将小块的胶料进一步的细化,以便对小块的胶料内的杂质做进一步的清洗,20秒后小块的胶料随湿搅机将到达圆盘拨胶机2时,中间继电器ka6得电工作,使得交流接触器km6得电工作,圆盘拨胶机2电机m6开始运行,小块的胶料进入圆盘拨胶机2的圆形水池中,在圆盘拨胶机2的搅动使胶料充分混合,提高胶料的一致性,同时有效地清洗了胶料降低了杂质含量,15秒后胶料在圆盘拨胶机2的搅动下将到达斗升机2时,中间继电器ka7得电工作,使得交流接触器km7得电工作,斗升机2电机m7开始运行,斗升机2将圆盘拨胶机2的圆形水池中的胶料提升向后输送,光电开关sq3检测到胶料后,中间继电器ka8得电工作,使得交流接触器km8得电工作,单螺杆挤洗机电机m8开始运行,胶料被斗升机2喂入单螺杆挤洗机中,单螺杆挤洗机对胶料进行再破碎和清洗,以便后续的绉片、造粒等加工,当光电开关sq4检测到单螺杆挤洗机末端胶料时,中间继电器ka9得电工作,使得交流接触器km9得电工作,输送机1电机m9开始运行,5秒后输送机1将要把胶料运送至绉片机1时,中间继电器ka10得电工作,使得交流接触器km10得电工作,绉片机1电机m10开始运行,绉片机1对胶料进行第一次脱水、洗涤和起绉,绉片机1把散状胶料处理为片状胶料,8秒后,绉片机1对胶料的处理将结束时,中间继电器ka11得电工作,使得交流接触器km11得电工作,输送机2电机m11开始运行,输送机2将绉片机1处理后的片状胶料运送至绉片机2,5秒后胶料将被运送至绉片机2时,中间继电器ka12得电工作,使得交流接触器km12得电工作,绉片机2电机m12开始运行,绉片机2对胶料进行第二次脱水、洗涤和起绉,8秒后中间继电器ka13得电工作,使得交流接触器km13得电工作,输送机3电机m13开始运行,输送机3将绉片机2处理后的胶料运送至绉片机3,5秒后胶料将被运送至绉片机3时,中间继电器ka14得电工作,使得交流接触器km14得电工作,绉片机3电机m14开始运行,绉片机3对胶料进行第三次脱水、洗涤和起绉,8秒后中间继电器ka15得电工作,使得交流接触器km15得电工作,输送机4电机m15开始运行,输送机4将绉片机3处理后的胶料运送至绉片机4,5秒后胶料将被运送至绉片机4时,中间继电器ka16得电工作,使得交流接触器km16得电工作,绉片机4电机m16开始运行,绉片机4对胶料进行第四次脱水、洗涤和起绉,8秒后中间继电器ka17得电工作,使得交流接触器km17得电工作,输送机5电机m17开始运行,输送机5将绉片机4处理后的胶料运送至绉片机5,5秒后胶料将到达绉片机5时,中间继电器ka18得电工作,使得交流接触器km18得电工作,绉片机5电机m18开始运行,绉片机5对胶料进行第五次脱水、洗涤和起绉,经过5次绉片工艺的处理后,片状的胶料很薄便于后序撕粒工作,8秒后中间继电器ka19得电工作,使得交流接触器km19得电工作,输送机6电机m19开始运行,输送机6将把绉片机5加工后的胶料运送至撕粒机,光电开关sq5检测到胶料后,中间继电器ka20得电工作,使得交流接触器km20得电工作,撕粒机电机m20开始运行,撕粒机对多台绉片机绉片除杂后很薄的片状胶料进行破碎并造粒,经撕粒机加工后混有水的天然橡胶颗粒从撕粒机出口掉入胶粒储存槽中,当胶粒储存槽的液位升高至液位传感器lt的信号输出达到设定值时,模数转换模块fx2n-2ad输出一个开关量信号给plc,plc控制中间继电器ka21得电工作,使得交流接触器km21得电工作,抽胶泵电机m21开始运行,抽胶泵将撕粒机所加工的混有水的颗粒状的胶料一起运送到干燥线的装胶料设备后进行干燥,至此天然橡胶初加工杂胶标准胶水线所有设备启动完毕,生产线中所有设备顺次进入运行状态。
15、当一个生产班次结束或没有待加工胶料时,生产线设备将顺次停止,各设备的停止控制过程为:当光电开关sq0未检测到胶料,延时120秒光电开关sq0仍未检测到有胶料,在延时的120秒内进料输送机已把胶料全部运送至碎胶机,中间继电器ka0失电,使得交流接触器km0失电,进料输送机电机m0停止转动,进料输送机停止运行,15秒后中间继电器ka1失电,使得交流接触器km1失电,碎胶机电机m1停止转动,碎胶机停止运行,此时碎胶机内的胶粒已全部到笼式清洗机内,10秒后中间继电器ka2失电,使得交流接触器km2失电,笼式清洗机电机m2停止转动,笼式清洗机停止运行,此时胶料已全部到圆盘拨胶机1内,当光电开关sq1未检测到胶料时,延时120秒后光电开关sq1仍未检测到胶料,中间继电器ka3得失电,使得交流接触器km3失电,圆盘拨胶机1电机m3停止转动,圆盘拨胶机1停止运行,此时圆盘拨胶机1内已无胶料,60秒后,中间继电器ka4失电,使得交流接触器km4失电,斗升机1电机m4停止转动,斗升机1停止运行,此时斗升机1内胶料已全部到湿搅机内,当光电开关sq2未检测到胶料时,延30秒后光电开关sq2仍未检测到胶料,中间继电器ka5失电,使得交流接触器km5失电,湿搅机电机m5停止转动,湿搅机停止运行,此时湿搅机内已无胶料,60秒后中间继电器ka6失电,使得交流接触器km6失电,圆盘拨胶机2电机m6停止转动,圆盘拨胶机2停止运行,此时圆盘拨胶机2内的胶料已全部运至斗升机2,60秒后中间继电器ka7失电,使得交流接触器km7失电,斗升机2电机m7停止转动,斗升机2停止运行,斗升机2内已无胶料,当光电开关sq3在斗升机2中部未检测到胶料后,延时60秒,光电开关sq3仍未检测到胶料,中间继电器ka8失电,使得交流接触器km8失电,单螺杆挤洗机电机m8停止转动,单螺杆挤洗机停止运行,此时单螺杆挤洗机内已无胶料,当光电开关sq4在单螺杆挤洗机末端未检测到胶料时,延时30秒光电开关sq4仍未检测到胶料,中间继电器ka9失电,使得交流接触器km9失电,输送机1电机m9停止转动,输送机1停止运行,此时输送机1内胶料已全部运至绉片机1,10秒后,中间继电器ka10失电,使得交流接触器km10失电,绉片机1电机m10停止转动,绉片机1停止运行,此时绉片机1内已无胶料,10秒后,中间继电器ka11失电,使得交流接触器km11失电,输送机2电机m11停止转动,输送机2停止运行,此时输送机2内的胶料已全部运至绉片机2,10秒后,中间继电器ka12失电,使得交流接触器km12失电,绉片机2电机m12停止转动,绉片机2停止运行,绉片机2内已无胶料,10秒后,中间继电器ka13失电,使得交流接触器km13失电,输送机3电机m13停止转动,输送机3停止运行,此时输送机3已把胶料全部运至绉片机3,10秒后,中间继电器ka14失电,使得交流接触器km14失电,绉片机3电机m14停止转动,绉片机3停止运行,此时绉片机3内已无胶料,10秒后,中间继电器ka15失电,使得交流接触器km15失电,输送机4电机m15停止转动,输送机4停止运行,此时输送机4已把胶料全部运至绉片机4,10秒后,中间继电器ka16失电,使得交流接触器km16失电,绉片机4电机m16停止转动,绉片机4停止运行,此时绉片机4,10秒后,中间继电器ka17失电,使得交流接触器km17失电,输送机5电机m17停止转动,输送机5停止运行,此时输送机5已把胶料全部运至绉片机5,10秒后,中间继电器ka18失电,使得交流接触器km18失电,绉片机5电机m18停止转动,绉片机5停止运行,此时绉片机5内已无胶料,10秒后,中间继电器ka19失电,使得交流接触器km19失电,输送机6电机m19停止转动,输送机6停止运行,此时输送机6上已无胶料,光电开关sq5未检测到胶料后延时30秒后,光电开关sq5仍未检测到胶料,中间继电器ka20失电,使得交流接触器km20失电,撕粒机电机m20停止转动,撕粒机停止运行,此时撕粒机内的胶料已全部造粒完毕,胶料全部到胶粒储存槽中,当胶粒储存槽中的液位较低即胶料较少时,液位传感器lt信号低于设定值后,模数转换模块fx2n-2ad输出的信号不能转换为一个开关量给plc,此时延时60秒,60秒后胶粒储存槽中的胶粒已全部被抽胶泵抽走后,中间继电器ka21失电,使得交流接触器km21失电,抽胶泵电机m21停止转动,抽胶泵停止运行,至此,天然橡胶初加工杂胶标准胶水线所有设备停止完毕,生产线中所有设备顺次进入停止状态。当又一生产班次的胶料被送到进料输送机,光电开关sq0检测到胶料时,下一轮水线生产工作又将开始,生产线各设备又将顺次启动工作。以上自动控制过程是plc自动控制部分的程序流程图设计基础,基于程序流程图即可设计出天然橡胶初加工杂胶标准胶水线各设备自动控制过程的梯形图程序,从而实现plc对天然橡胶初加工杂胶标准胶水线各设备的全自动控制。
16、自动控制系统的手动控制方式为:为满足检修、调试、恢复原位等工作需要,应设置手动控制模式,设计原则是用按钮通过plc直接控制中间继电器的通断进而控制交流接触器的通断来实现各执行元件的动作。具体控制过程为:把选择开关sa打到2档,天然橡胶初加工杂胶标准胶水线各设备进入手动控制模式,通过按钮sb2控制中间继电器ka0通断,进而控制交流接触器km0通断来控制进料输送机电机m0的运行,从而控制进料输送机的运行;通过按钮sb3控制中间继电器ka1通断,进而控制交流接触器km1通断来控制碎胶机电机m1的运行,从而控制碎胶机的运行;通过按钮sb4控制中间继电器ka2通断,进而控制交流接触器km2通断来控制笼式清洗机电机m2的运行,从而控制笼式清洗机的运行;通过按钮sb5控制中间继电器ka3通断,进而控制交流接触器km3通断来控制圆盘拨胶机1电机m3的运行,从而控制圆盘拨胶机1的运行;通过按钮sb6控制中间继电器ka4通断,进而控制交流接触器km4通断来控制斗升机1电机m4的运行,从而控制斗升机1的运行;通过按钮sb7控制中间继电器ka5通断,进而控制交流接触器km5通断来控制湿搅机电机m5的运行,从而控制湿搅机的运行;通过按钮sb8控制中间继电器ka6通断,进而控制交流接触器km6通断来控制圆盘拨胶机2电机m6的运行,从而控制圆盘拨胶机2的运行;通过按钮sb9控制中间继电器ka7通断,进而控制交流接触器km7通断来控制斗升机2电机m7的运行,从而控制斗升机2的运行;通过按钮sb10控制中间继电器ka8通断,进而控制交流接触器km8通断来控制单螺杆挤洗机电机m8的运行,从而控制单螺杆挤洗机的运行;通过按钮sb11控制中间继电器ka9通断,进而控制交流接触器km9通断来控制输送机1电机m9的运行,从而控制输送机1的运行;通过按钮sb12控制中间继电器ka10通断,进而控制交流接触器km10通断来控制绉片机1电机m10的运行,从而控制绉片机1的运行;通过按钮sb13控制中间继电器ka11通断,进而控制交流接触器km11通断来控制输送机2电机m11的运行,从而控制输送机2的运行;通过按钮sb14控制中间继电器ka12通断,进而控制交流接触器km12通断来控制绉片机2电机m12的运行,从而控制绉片机2的运行;通过按钮sb15控制中间继电器ka13通断,进而控制交流接触器km13通断来控制输送机3电机m13的运行,从而控制输送机3的运行;通过按钮sb16控制中间继电器ka14通断,进而控制交流接触器km14通断来控制绉片机3电机m14的运行,从而控制绉片机3的运行;通过按钮sb17控制中间继电器ka15通断,进而控制交流接触器km15通断来控制输送机4电机m15的运行,从而控制输送机4的运行;通过按钮sb18控制中间继电器ka16通断,进而控制交流接触器km16通断来控制绉片机4电机m16的运行,从而控制绉片机4的运行;通过按钮sb19控制中间继电器ka17通断,进而控制交流接触器km17通断来控制输送机5电机m17的运行,从而控制输送机5的运行;通过按钮sb20控制中间继电器ka18通断,进而控制交流接触器km18通断来控制绉片机5电机m18的运行,从而控制绉片机5的运行;通过按钮sb21控制中间继电器ka19通断,进而控制交流接触器km19通断来控制输送机6电机m19的运行,从而控制输送机6的运行;通过按钮sb22控制中间继电器ka20通断,进而控制交流接触器km20通断来控制撕粒机电机m20的运行,从而控制撕粒机的运行;通过按钮sb23控制中间继电器ka21通断,进而控制交流接触器km21通断来控制抽胶泵电机m21的运行,从而控制抽胶泵的运行。以上控制过程是plc梯形图程序手动控制部分的设计基础,基于此过程可实现plc对各输出元件和电机执行元件的手动控制。
17、进一步地,在控制电路中,plc通过控制各中间继电器线圈通电和断电,从而实现对其触点的通断控制,用相应中间继电器的触点分别控制相应交流接触器线圈的通电和断电,从而实现对交流接触器触点的通断控制,进而控制主电路中的各相应电机的运行。
18、进一步地,当发生紧急情况时,按下急停按钮sb0,可以迅速有效地切断plc输出部分所有中间继电器线圈的供电回路,从而控制所有中间继电器线圈断电,进一步控制所有交流接触器线圈断电,交流接触器触点断开切断所有电机的供电,使生产现场各设备处于停止状态,而后若急停按钮sb0未松开,无论plc有何种输入,整个生产线各设备均不工作。而当生产线各设备处于自动工作状态时,若想终止各设备的自动运行过程,可按下自动停止按钮sb25使生产线各设备停止运行。
19、进一步地,对于主电路,当电路发生短路故障时,熔断器和空气开关具有短路保护的功能,当电流超过给定值时会使其动作切断电路,保护生产过程中操作人员和设备的安全。
20、进一步地,对于主电路中较大功率电机,为控制电机启动过程中电流升高过快和实现平滑调速,在大功率电机主电路中串联有相应的变频器,用变频器控制大功率电机的启动电流和实现运行过程中速度的平滑调节控制,这样既可以保护电机,且可节约电能。
21、进一步地,各热继电器具有过载保护功能,当某一电机因过载发生过热时,相应的热继电器的辅助常闭触点断开,使相应交流接触器线圈断电,交流接触器触点断开电机停止运行,保证了生产过程中各电机的安全运行。
22、本发明的有益效果,使天然橡胶初加工杂胶标准胶水线各设备由手动操作变为全自动操作,实现了该生产过程的自动化,为天然橡胶初加工生产线的全面自动化实现打下基础;另一方面,可节省大量人力成本,提高天然橡胶初加工企业的经济效益。
23、当一个生产班次结束或没有待加工胶料时,生产线设备将顺次停止,各设备的停止控制过程为:当光电开关sq0未检测到胶料,延时120秒光电开关sq0仍未检测到有胶料,在延时的120秒内进料输送机已把胶料全部运送至碎胶机,中间继电器ka0失电,使得交流接触器km0失电,进料输送机电机m0停止转动,进料输送机停止运行,15秒后中间继电器ka1失电,使得交流接触器km1失电,碎胶机电机m1停止转动,碎胶机停止运行,此时碎胶机内的胶粒已全部到笼式清洗机内,10秒后中间继电器ka2失电,使得交流接触器km2失电,笼式清洗机电机m2停止转动,笼式清洗机停止运行,此时胶料已全部到圆盘拨胶机1内,当光电开关sq1未检测到胶料时,延时120秒后光电开关sq1仍未检测到胶料,中间继电器ka3得失电,使得交流接触器km3失电,圆盘拨胶机1电机m3停止转动,圆盘拨胶机1停止运行,此时圆盘拨胶机1内已无胶料,60秒后,中间继电器ka4失电,使得交流接触器km4失电,斗升机1电机m4停止转动,斗升机1停止运行,此时斗升机1内胶料已全部到湿搅机内,当光电开关sq2未检测到胶料时,延30秒后光电开关sq2仍未检测到胶料,中间继电器ka5失电,使得交流接触器km5失电,湿搅机电机m5停止转动,湿搅机停止运行,此时湿搅机内已无胶料,60秒后中间继电器ka6失电,使得交流接触器km6失电,圆盘拨胶机2电机m6停止转动,圆盘拨胶机2停止运行,此时圆盘拨胶机2内的胶料已全部运至斗升机2,60秒后中间继电器ka7失电,使得交流接触器km7失电,斗升机2电机m7停止转动,斗升机2停止运行,斗升机2内已无胶料,当光电开关sq3在斗升机2中部未检测到胶料后,延时60秒,光电开关sq3仍未检测到胶料,中间继电器ka8失电,使得交流接触器km8失电,单螺杆挤洗机电机m8停止转动,单螺杆挤洗机停止运行,此时单螺杆挤洗机内已无胶料,当光电开关sq4在单螺杆挤洗机末端未检测到胶料时,延时30秒光电开关sq4仍未检测到胶料,中间继电器ka9失电,使得交流接触器km9失电,输送机1电机m9停止转动,输送机1停止运行,此时输送机1内胶料已全部运至绉片机1,10秒后,中间继电器ka10失电,使得交流接触器km10失电,绉片机1电机m10停止转动,绉片机1停止运行,此时绉片机1内已无胶料,10秒后,中间继电器ka11失电,使得交流接触器km11失电,输送机2电机m11停止转动,输送机2停止运行,此时输送机2内的胶料已全部运至绉片机2,10秒后,中间继电器ka12失电,使得交流接触器km12失电,绉片机2电机m12停止转动,绉片机2停止运行,绉片机2内已无胶料,10秒后,中间继电器ka13失电,使得交流接触器km13失电,输送机3电机m13停止转动,输送机3停止运行,此时输送机3已把胶料全部运至绉片机3,10秒后,中间继电器ka14失电,使得交流接触器km14失电,绉片机3电机m14停止转动,绉片机3停止运行,此时绉片机3内已无胶料,10秒后,中间继电器ka15失电,使得交流接触器km15失电,输送机4电机m15停止转动,输送机4停止运行,此时输送机4已把胶料全部运至绉片机4,10秒后,中间继电器ka16失电,使得交流接触器km16失电,绉片机4电机m16停止转动,绉片机4停止运行,此时绉片机4,10秒后,中间继电器ka17失电,使得交流接触器km17失电,输送机5电机m17停止转动,输送机5停止运行,此时输送机5已把胶料全部运至绉片机5,10秒后,中间继电器ka18失电,使得交流接触器km18失电,绉片机5电机m18停止转动,绉片机5停止运行,此时绉片机5内已无胶料,10秒后,中间继电器ka19失电,使得交流接触器km19失电,输送机6电机m19停止转动,输送机6停止运行,此时输送机6上已无胶料,光电开关sq5未检测到胶料后延时30秒后,光电开关sq5仍未检测到胶料,中间继电器ka20失电,使得交流接触器km20失电,撕粒机电机m20停止转动,撕粒机停止运行,此时撕粒机内的胶料已全部造粒完毕,胶料全部到胶粒储存槽中,当胶粒储存槽中的液位较低即胶料较少时,液位传感器lt信号低于设定值后,模数转换模块fx2n-2ad输出的信号不能转换为一个开关量给plc,此时延时60秒,60秒后胶粒储存槽中的胶粒已全部被抽胶泵抽走后,中间继电器ka21失电,使得交流接触器km21失电,抽胶泵电机m21停止转动,抽胶泵停止运行,至此,天然橡胶初加工杂胶标准胶水线所有设备停止完毕,生产线中所有设备顺次进入停止状态。当又一生产班次的胶料被送到进料输送机,光电开关sq0检测到胶料时,下一轮水线生产工作又将开始,生产线各设备又将顺次启动工作。以上自动控制过程是plc自动控制部分的程序流程图设计基础,基于程序流程图即可设计出天然橡胶初加工杂胶标准胶水线各设备自动控制过程的梯形图程序,从而实现plc对天然橡胶初加工杂胶标准胶水线各设备的全自动控制。
24、自动控制系统的手动控制方式为:为满足检修、调试、恢复原位等工作需要,应设置手动控制模式,设计原则是用按钮通过plc直接控制中间继电器的通断进而控制交流接触器的通断来实现各执行元件的动作。具体控制过程为:把选择开关sa打到2档,天然橡胶初加工杂胶标准胶水线各设备进入手动控制模式,通过按钮sb2控制中间继电器ka0通断,进而控制交流接触器km0通断来控制进料输送机电机m0的运行,从而控制进料输送机的运行;通过按钮sb3控制中间继电器ka1通断,进而控制交流接触器km1通断来控制碎胶机电机m1的运行,从而控制碎胶机的运行;通过按钮sb4控制中间继电器ka2通断,进而控制交流接触器km2通断来控制笼式清洗机电机m2的运行,从而控制笼式清洗机的运行;通过按钮sb5控制中间继电器ka3通断,进而控制交流接触器km3通断来控制圆盘拨胶机1电机m3的运行,从而控制圆盘拨胶机1的运行;通过按钮sb6控制中间继电器ka4通断,进而控制交流接触器km4通断来控制斗升机1电机m4的运行,从而控制斗升机1的运行;通过按钮sb7控制中间继电器ka5通断,进而控制交流接触器km5通断来控制湿搅机电机m5的运行,从而控制湿搅机的运行;通过按钮sb8控制中间继电器ka6通断,进而控制交流接触器km6通断来控制圆盘拨胶机2电机m6的运行,从而控制圆盘拨胶机2的运行;通过按钮sb9控制中间继电器ka7通断,进而控制交流接触器km7通断来控制斗升机2电机m7的运行,从而控制斗升机2的运行;通过按钮sb10控制中间继电器ka8通断,进而控制交流接触器km8通断来控制单螺杆挤洗机电机m8的运行,从而控制单螺杆挤洗机的运行;通过按钮sb11控制中间继电器ka9通断,进而控制交流接触器km9通断来控制输送机1电机m9的运行,从而控制输送机1的运行;通过按钮sb12控制中间继电器ka10通断,进而控制交流接触器km10通断来控制绉片机1电机m10的运行,从而控制绉片机1的运行;通过按钮sb13控制中间继电器ka11通断,进而控制交流接触器km11通断来控制输送机2电机m11的运行,从而控制输送机2的运行;通过按钮sb14控制中间继电器ka12通断,进而控制交流接触器km12通断来控制绉片机2电机m12的运行,从而控制绉片机2的运行;通过按钮sb15控制中间继电器ka13通断,进而控制交流接触器km13通断来控制输送机3电机m13的运行,从而控制输送机3的运行;通过按钮sb16控制中间继电器ka14通断,进而控制交流接触器km14通断来控制绉片机3电机m14的运行,从而控制绉片机3的运行;通过按钮sb17控制中间继电器ka15通断,进而控制交流接触器km15通断来控制输送机4电机m15的运行,从而控制输送机4的运行;通过按钮sb18控制中间继电器ka16通断,进而控制交流接触器km16通断来控制绉片机4电机m16的运行,从而控制绉片机4的运行;通过按钮sb19控制中间继电器ka17通断,进而控制交流接触器km17通断来控制输送机5电机m17的运行,从而控制输送机5的运行;通过按钮sb20控制中间继电器ka18通断,进而控制交流接触器km18通断来控制绉片机5电机m18的运行,从而控制绉片机5的运行;通过按钮sb21控制中间继电器ka19通断,进而控制交流接触器km19通断来控制输送机6电机m19的运行,从而控制输送机6的运行;通过按钮sb22控制中间继电器ka20通断,进而控制交流接触器km20通断来控制撕粒机电机m20的运行,从而控制撕粒机的运行;通过按钮sb23控制中间继电器ka21通断,进而控制交流接触器km21通断来控制抽胶泵电机m21的运行,从而控制抽胶泵的运行。以上控制过程是plc梯形图程序手动控制部分的设计基础,基于此过程可实现plc对各输出元件和电机执行元件的手动控制。
25、进一步地,在控制电路中,plc通过控制各中间继电器线圈通电和断电,从而实现对其触点的通断控制,用相应中间继电器的触点分别控制相应交流接触器线圈的通电和断电,从而实现对交流接触器触点的通断控制,进而控制主电路中的各相应电机的运行。
26、进一步地,当发生紧急情况时,按下急停按钮sb0,可以迅速有效地切断plc输出部分所有中间继电器线圈的供电回路,从而控制所有中间继电器线圈断电,进一步控制所有交流接触器线圈断电,交流接触器触点断开切断所有电机的供电,使生产现场各设备处于停止状态,而后若急停按钮sb0未松开,无论plc有何种输入,整个生产线各设备均不工作。而当生产线各设备处于自动工作状态时,若想终止各设备的自动运行过程,可按下自动停止按钮sb25使生产线各设备停止运行。
27、进一步地,对于主电路,当电路发生短路故障时,熔断器和空气开关具有短路保护的功能,当电流超过给定值时会使其动作切断电路,保护生产过程中操作人员和设备的安全。
28、进一步地,对于主电路中较大功率电机,为控制电机启动过程中电流升高过快和实现平滑调速,在大功率电机主电路中串联有相应的变频器,用变频器控制大功率电机的启动电流和实现运行过程中速度的平滑调节控制,这样既可以保护电机,且可节约电能。
29、进一步地,各热继电器具有过载保护功能,当某一电机因过载发生过热时,相应的热继电器的辅助常闭触点断开,使相应交流接触器线圈断电,交流接触器触点断开电机停止运行,保证了生产过程中各电机的安全运行。
30、本发明的有益效果,使天然橡胶初加工杂胶标准胶水线各设备由手动操作变为全自动操作,实现了该生产过程的自动化,为天然橡胶初加工生产线的全面自动化实现打下基础;另一方面,可节省大量人力成本,提高天然橡胶初加工企业的经济效益。
本文地址:https://www.jishuxx.com/zhuanli/20240730/199758.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表