一种高分子塑料膜制品生产用冷却控制系统的制作方法
- 国知局
- 2024-08-01 00:12:43
本发明属于工艺自动化,具体地说是一种高分子塑料膜制品生产用冷却控制系统。
背景技术:
1、随着工业自动化和过程控制技术的不断发展,越来越多的先进技术被应用于高分子塑料膜制品的生产过程中,高分子塑料膜在加工完成后需要经过冷却固化,以达到理想的物理和化学性能。
2、公开号为cn116154585a的一项中国专利公开了一种冷却系统,通过基于载冷剂状态数据监测与信息反馈,对大型控温换热器内的冷热水流量进行精密控制,从而实现对供液温度的稳定精确调节,最终实现对大型激光设备大功率散热与温度控制,保证设备的正常工作。
3、现有技术中,只通过对冷热水的流量进行了监控,实现对载冷剂的状态进行了实时监测,最终实现对供液温度的调整优化,没有考虑到冷却水到达所需冷却位置的温度数值的偏差值对载冷剂进行冷却效果的影响,也没有分析冷热空气交互速率对整个冷却系统的冷却效果进行评估,不能对冷却系统的散热效果进一步的了解。
4、为此,本发明提供了一种高分子塑料膜制品生产用冷却控制系统。
技术实现思路
1、为了弥补现有技术的不足,解决背景技术中所提出的至少一个技术问题。
2、本发明解决其技术问题所采用的技术方案是:
3、温度监测模块,用于实时监测高分子塑料膜制品生产时的温度数据;
4、冷却监测模块,用于监测冷却设备的运行时冷却位置的温度参数,评估冷却设备的冷却效果;
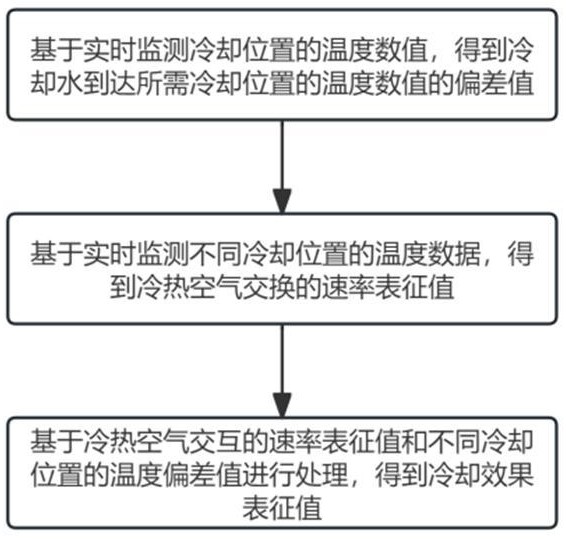
5、基于不同冷却位置的温度偏差值和冷热空气交换的速率表征值进行处理,得到冷却效果表征值,具体过程如下:
6、b1,基于实时监测冷却位置的温度数值,得到冷却水到达所需冷却位置的温度数值的偏差值;
7、b2,基于实时监测不同冷却位置的温度数据,得到冷热空气交换的速率表征值;
8、b3,基于冷热空气交互的速率表征值和不同冷却位置的温度偏差值进行处理,得到冷却效果表征值;
9、通过公式w=×α获取得到冷却效果表征值w,p表示为冷热空气交换的速率表征值,l表示为不同冷却位置的温度偏差值,α表示为预设的比例系数。
10、本发明进一步说明:基于高分子塑料膜制品生产时的温度数据,得到高分子塑料膜制品生产时的温度表征值,过程如下:
11、a1,获取周期内不同时间点的温度数据数值,将两两相邻时间点的温度数据数值进行作差取绝对值,将差值绝对值与两两相邻时间点之间的差值进行作比值,得到时间子单元内温度数据变化数值;
12、a2,基于时间子单元内温度数据变化数值进行求和取平均值,得到周期内不同时间点的温度数据变化波动值;
13、a3,将周期内不同时间点的温度数据数值进行求和取平均值,得到周期内不同时间点的温度数据代表值,将周期内不同时间点的温度数据代表值与周期内不同时间点的温度数据变化波动值进行乘积,得到高分子塑料膜制品生产时的温度表征值。
14、本发明进一步说明:在b1中,获取不同冷却位置的温度数值,将不同冷却位置的温度数值进行处理,得到不同冷却位置的温度偏差值;
15、b101,获取同一位置不同时间段内的温度数据,建立x-y轴坐标系,x轴表示为不同时间点,y轴表示为不同时间点相对应的温度数据数值,得到同一位置不同时间段内的温度数据变化折线图和同一位置不同时间段内的正常温度数据变化折线图;
16、b102,将同一位置不同时间段内的温度数据变化折线图划分为若干个等份时间子单元内的子折线段,获取每条时间子单元内的子折线段的斜率,得到同一位置不同时间段内的温度数据变化表征值;
17、b103,将同一位置不同时间段内的正常温度数据变化折线图划分为若干个等份时间子单元内的子折线段,获取每条时间子单元内的子折线段的斜率,得到同一位置不同时间段内的正常温度数据变化表征值;
18、b104,同一位置的温度偏差值=|同一位置不同时间段内的温度数据变化表征值-同一位置不同时间段内的正常温度数据变化表征值|,将多组同一位置的温度偏差值进行求和取平均值,得到不同冷却位置的温度偏差值。
19、本发明进一步说明:在b2中,具体过程如下:
20、b201,获取相同时间点内每个冷却位置温度数据,将两两相邻的冷却位置温度数据进行作差取绝对值,并求和取平均值,得到相同时间点内冷却位置冷热空气交互速率代表值;
21、b202,基于多组相同时间点内冷却位置冷热空气交互速率代表值进行求和取平均值,得到冷热空气交互的速率表征值
22、本发明进一步说明:将冷却效果表征值与预设的冷却效果判定阈值进行比较,比较过程如下:
23、若冷却效果表征值大于或者等于预设的冷却效果判定阈值,则判定冷却设备冷却效果符合标准,正常信号;
24、若冷却效果表征值小于预设的冷却效果判定阈值,则判定冷却设备冷却效果不符合标准,异常信号。
25、本发明进一步说明:质检模块,用于获取冷却过程中塑料膜的收缩率代表值,评估冷却后塑料膜的性能。
26、本发明进一步说明:基于检测冷却后塑料膜的冷却参数得到收缩率代表值,具体过程如下:
27、c1,收集冷却塑料膜过程中的冷却参数,得到冷却过程中温度变化速率表征值;
28、c2,基于冷却表征值,得到冷却过程中塑料膜的收缩率表征值;
29、c3,基于收缩率代表值p与预设的评估阈值进行比较,评估冷却后塑料膜的性能,比较的过程如下:
30、若收缩率代表值p大于或者等于预设的评估阈值,则判定收缩率高,冷却后的塑料膜性能差;
31、若收缩率代表值p小于预设的评估阈值,则判定收缩率低,冷却后的塑料膜性能好。
32、本发明进一步说明:在c1中,具体处理过程如下:
33、c101,获取塑料膜在冷却过程中的初始温度到冷却温度的时间;
34、c102,将塑料膜冷却过程划分为若干个相等时间段,将两两相邻时间段相对应的温度进行作差,并与相邻时间段的时间间隔进行作比,将多个比值进行求和取平均值,得到冷却过程中温度变化速率表征值。
35、本发明进一步说明:在c2中,具体过程如下:
36、c201,建立两个二维坐标系,x轴表示为冷却塑料膜过程中的时间,一个y轴表示为冷却塑料膜过程中的温度,一个y轴表示为冷却塑料膜过程中的塑料膜的面积;
37、c202,记录冷却塑料膜过程中每个时间段内温度所对应的塑料膜面积,得到冷却过程时间子单元内冷却温度变化速率与塑料膜面积的关系;
38、具体的,将时间子单元内的塑料膜变化面积进行记录,并与时间子单元内的塑料膜初始面积进行做比,得到时间子单元内的塑料膜收缩率代表值;
39、c203,将多个时间子单元内的塑料膜收缩率代表值相对应的温度变化速率代表值进行记录,得到温度变化速率-塑料膜收缩率统计图;
40、c204,分别将温度变化速率作为自变量,塑料膜收缩率作为因变量,通过公式p=+k得到塑料膜收缩率表征值p,v表示为温度变化速率表征值,a、k表示为常数。
41、本发明进一步说明:在c204中,通过多组温度变化速率和塑料膜收缩率数据,得到常数a,具体过程如下:
42、在两个相邻时间段内,分别将相对应的两个温度速率表征值和两个塑料膜收缩率表征值进行作差,将两个差值进行作比,并将多个比值进行求和取平均值,得到a。
43、本发明的有益效果如下:
44、1.本发明,通过收集冷却塑料膜过程中的冷却参数,得到冷却过程中温度变化速率表征值,基于冷却表征值,得到冷却过程中塑料膜的收缩率表征值,利用塑料膜的收缩率表征值可以得到塑料膜在冷却过程中不同时间段内的尺寸变化,及时发现并解决冷却过程中存在的问题,而且通过分析冷却速率与收缩率之间的关系,针对性地进行优化改进冷却速率;
45、2.本发明,通过实时监测冷却位置的温度数值,得到冷却水到达所需冷却位置的温度数值的偏差值,基于实时监测不同冷却位置的温度数据,得到冷热空气交换的速率表征值,基于冷热空气交换的速率表征值和不同冷却位置的温度偏差值进行处理,得到冷却效果表征值,通过实时监测冷却位置的温度数值,我们可以及时发现冷却水到达所需冷却位置时的温度偏差,这种偏差值可以帮助我们精准调整冷却系统的工作参数,而通过对冷热空气速率的监测,可以对冷却系统的散热性能进行了解,也增强了生产过程中的可追溯性。
本文地址:https://www.jishuxx.com/zhuanli/20240730/200021.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表