一种基于智能调控技术的烟嘴滤棒生产实时监控系统的制作方法
- 国知局
- 2024-08-01 00:14:46
本发明涉及烟嘴滤棒生产监控,尤其涉及一种基于智能调控技术的烟嘴滤棒生产实时监控系统。
背景技术:
1、随着人们对烟草中有害健康成分认识的增多,卷烟烟气中的化合物对吸烟者可能造成的影响正在被日益关注,卷烟减害降焦已成为烟草行业的研究趋势和重点,烟滤嘴棒是专门为吸烟人士设计的一种工具,它能够减少吸烟时入口的烟雾、焦油和燃烧时产生的悬浮粒子,卷烟过滤嘴的三种主要功能包括直接拦截、惯性压紧和扩散沉淀;
2、但是,现有的烟嘴滤棒生产过程中,存在监管不当的问题,进而影响烟嘴滤棒的生产稳定性,同时增大烟嘴滤棒后续交付延误风险,进而无法对烟嘴滤棒生产中的设备、材料供应以及包装转运进行合理化管控,导致烟嘴滤棒生产异常风险越大,无法根据反馈信息情况进行合理、有针对性的生产调整,进而降低后续交付准时性;
3、针对上述的技术缺陷,现提出一种解决方案。
技术实现思路
1、本发明的目的在于提供一种基于智能调控技术的烟嘴滤棒生产实时监控系统,去解决上述提出的技术缺陷,本发明通过从烟嘴滤棒生产时的材料供应和包装转运两个角度进行分析,以保证烟嘴滤棒生产的稳定性和交付的准时性,在对转运包装数据进行后端生产包装运行监管分析,以判断烟嘴滤棒生产包装是否影响烟嘴滤棒的准时交付,进而合理的对烟嘴滤棒后端生产包装进行有针对性的管控,有助于为后续烟嘴滤棒生产交付准时性评估提供数据支撑,此外,通过信息反馈的方式进行交付准时风险分析,以判断烟嘴滤棒生产交付延误风险是否过高,以便根据信息反馈情况进行生产调控划分,以便根据不同的调控等级进行合理的烟嘴滤棒生产调控,以保证整个烟嘴滤棒生产过程的高效性。
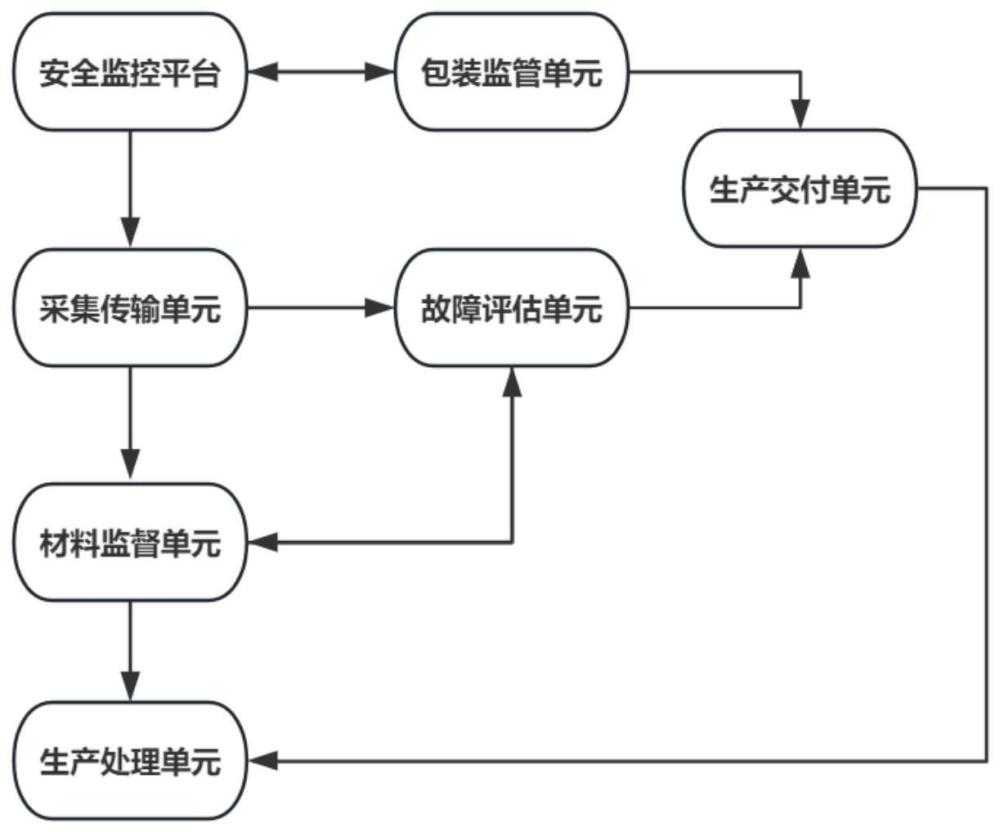
2、本发明的目的可以通过以下技术方案实现:一种基于智能调控技术的烟嘴滤棒生产实时监控系统,包括安全监控平台、采集传输单元、包装监管单元、故障评估单元、材料监督单元、生产交付单元以及生产处理单元;
3、当安全监控平台生成运管指令时,并将运管指令发送至采集传输单元和包装监管单元,采集传输单元在接收到运管指令时,立即采集烟嘴滤棒生产时的设备加工数据和材料供应数据,设备加工数据包括生产异常值和生产影响值,材料供应数据包括材料加工值和材料干扰值,并将设备加工数据和材料供应数据分别发送至故障评估单元和材料监督单元,材料监督单元在接收到材料供应数据后,立即对材料供应数据进行生产供应风险监管分析,将得到的正常信号发送至故障评估单元,将得到的告警信号发送至生产处理单元;
4、故障评估单元在接收到设备加工数据和正常信号后,立即对设备加工数据进行加工运行阻碍风险评估分析和深入式公式分析,将得到的设备生产风险系数r发送至生产交付单元,将得到的管控信号经材料监督单元发送至生产处理单元;
5、包装监管单元在接收到运管指令时,立即采集烟嘴滤棒生产时的转运包装数据,转运包装数据包括包装效率系数和堆积风险值,并对转运包装数据进行后端生产包装运行监管分析,将得到的风险信号经安全监控平台发送至生产处理单元;
6、生产交付单元在接收到设备生产风险系数r后,立即对设备生产风险系数r进行交付准时风险分析,将得到的一级调控信号、二级调控信号以及三级调控信号发送至生产处理单元。
7、优选的,所述材料监督单元的生产供应风险监管分析过程如下:
8、s1:设置监控周期,并将其标记为时间阈值,获取到时间阈值内烟嘴滤棒的材料加工值,材料加工值表示烟嘴滤棒原料预处理所对应延误时长超出预设时长的部分,再与烟嘴滤棒原料单位时间处理量经数据归一化处理后得到的积值,烟嘴滤棒原料预处理包括切割、清洗、干燥,延误时长表示烟嘴滤棒原料开始各项预处理时刻到结束时刻之间的时长;
9、s2:获取到时间阈值内烟嘴滤棒的材料干扰值,材料干扰值表示原料损坏量超出预设原料损坏量阈值的部分,再与原料存储风险值经数据归一化处理后得到的积值,原料存储风险值表示原料丢失次数与丢失量经数据归一化处理后得到的积值,将材料加工值和材料干扰值与其内部录入存储的预设材料加工值阈值和预设材料干扰值阈值进行比对分析:
10、若材料加工值小于预设材料加工值阈值,且材料干扰值小于预设材料干扰值阈值,则生成正常信号;
11、若材料加工值大于等于预设材料加工值阈值,或材料干扰值大于等于预设材料干扰值阈值,则生成告警信号。
12、优选的,所述故障评估单元的加工运行阻碍风险评估分析过程如下:
13、t1:将数据阈值划分为i个子时间段,i为大于零的自然数,获取到时间阈值内各个加工工序设备的生产异常值,生产异常值表示生产运行参数所对应数值低于预设阈值的个数,再与运行特征参数所对应数值超出预设阈值的个数经数据归一化处理后得到的和值,生产运行参数包括单位时间生产量、单位时间生产效率,运行特征参数包括电压波动频率、异响均值,并将生产异常值与存储的预设生产异常值阈值进行比对分析,若生产异常值大于预设生产异常值阈值,则将生产异常值大于预设生产异常值阈值的部分标记为生产异变值;
14、t2:获取到时间阈值内各个加工工序设备的生产影响值,生产影响值表示环境阻碍值与调控风险值经数据归一化处理后得到的积值,环境阻碍值表示环境参数偏离预设范围的部分超出预设阈值所对应子时间段个数与子时间段总个数之比,环境参数包括加工环境温度值、加工环境湿度值,调控风险值表示加工人员离开加工区域所对应子时间段相连超过2次的个数,将各个加工工序设备标记为g,g为大于零的自然数,将生产异变值和生产影响值分别标号为syg和sxg。
15、优选的,所述故障评估单元的深入式公式分析过程如下:
16、根据公式得到各个加工工序设备的生产风险评估系数,其中,a1和a2分别为生产异变值和生产影响值的预设比例因子系数,a1和a2均为大于零的正数,a3为预设修正因子系数,取值为1.228,zg为各个加工工序设备的生产风险评估系数,进而获取到生产风险评估系数zg的最大值、最小值以及平均值,并分别标记为生产风险最大值zmax、生产风险最小值zmin以及生产风险平均值zp;
17、根据公式得到设备生产风险系数,其中,α为误差影响因子系数,r为设备生产风险系数,并将设备生产风险系数r与其内部录入存储的预设设备生产风险系数阈值进行比对分析:
18、若设备生产风险系数r小于预设设备生产风险系数阈值,则不生成任何信号;
19、若设备生产风险系数r大于等于预设设备生产风险系数阈值,则生成管控信号。
20、优选的,所述包装监管单元的后端生产包装运行监管分析过程如下:
21、ss1:获取到时间阈值内烟嘴滤棒的包装效率特征曲线,进而从包装效率特征曲线中获取到烟嘴滤棒的包装效率系数,包装效率系数表示包装效率特征曲线位于预设包装效率特征曲线下方线段所对应的长度大于预设阈值的部分;
22、ss3:获取到时间阈值内烟嘴滤棒的堆积风险值,堆积风险值表示转运设备的平均转运速度低于预设平均转运速度阈值的部分,再与转运设备的故障频率经数据归一化处理后得到的积值,将堆积风险值与存储的预设堆积风险值阈值进行比对分析,若堆积风险值大于预设堆积风险值阈值,则将堆积风险值大于预设堆积风险值阈值的部分标记为转运阻碍值;
23、ss3:将包装效率系数和转运阻碍值与其内部录入存储的预设包装效率系数阈值和预设转运阻碍值阈值进行比对分析:
24、若包装效率系数与预设包装效率系数阈值之间的比值小于1,且转运阻碍值与预设转运阻碍值阈值之间的比值小于1,则不生成任何信号;
25、若包装效率系数与预设包装效率系数阈值之间的比值大于等于1,或转运阻碍值与预设转运阻碍值阈值之间的比值大于等于1,则生成风险信号。
26、优选的,所述生产交付单元的交付准时风险分析过程如下:
27、获取到时间阈值内烟嘴滤棒的设备生产风险系数r,同时从包装监管单元中调取包装效率系数和转运阻碍值,并将包装效率系数和转运阻碍值分别标号为bx和yz;
28、根据公式得到生产交付风险系数,其中,f1、f2以及f3分别为设备生产风险系数、包装效率系数以及转运阻碍值的预设权重因子系数,f1、f2以及f3均为大于零的正数,f4为预设补偿因子系数,取值为2.181,j为生产交付风险系数,并将生产交付风险系数j与其内部录入存储的预设生产交付风险系数阈值进行比对分析:
29、若生产交付风险系数j小于等于预设生产交付风险系数阈值,则不生成任何信号;
30、若生产交付风险系数j大于预设生产交付风险系数阈值,则生成反馈指令,当生成反馈指令时,获取到生产交付风险系数j大于预设生产交付风险系数阈值的部分,并将生产交付风险系数j大于预设生产交付风险系数阈值的部分标记为生产交付需求值,将生产交付需求值与其内部录入存储的预设生产交付需求值区间进行比对分析:
31、若生产交付需求值小于预设生产交付需求值区间中的最小值,则生成一级调控信号;
32、若生产交付需求值属于预设生产交付需求值区间,则生成二级调控信号;
33、若生产交付需求值大于预设生产交付需求值区间中的最大值,则生成三级调控信号。
34、本发明的有益效果如下:
35、(1)本发明通过从烟嘴滤棒生产时的材料供应和包装转运两个角度进行分析,以保证烟嘴滤棒生产的稳定性和交付的准时性,即对材料供应数据进行生产供应风险监管分析,以判断生产时材料供应对烟嘴滤棒生产的影响是否过高,以便及时的预警反馈管理,以降低材料供应对烟嘴滤棒生产的影响,且在原料供应正常的前提下,对设备加工数据进行加工运行阻碍风险评估分析,以了解烟嘴滤棒生产时各个加工工序设备的故障情况,进而有助于为整个烟嘴滤棒生产风险提供数据支撑,以便进行合理的生产管控,以提高整个烟嘴滤棒生产时各个加工工序设备的生产质量;
36、(2)本发明在对转运包装数据进行后端生产包装运行监管分析,以判断烟嘴滤棒生产包装是否影响烟嘴滤棒的准时交付,进而合理的对烟嘴滤棒后端生产包装进行有针对性的管控,有助于为后续烟嘴滤棒生产交付准时性评估提供数据支撑,此外,通过信息反馈的方式进行交付准时风险分析,以判断烟嘴滤棒生产交付延误风险是否过高,以便根据信息反馈情况进行生产调控划分,以便根据不同的调控等级进行合理的烟嘴滤棒生产调控,以保证整个烟嘴滤棒生产过程的高效性,同时保证烟嘴滤棒生产交付的准时性。
本文地址:https://www.jishuxx.com/zhuanli/20240730/200220.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表