一种锡膏回温时间控制方法、系统、设备及存储介质与流程
- 国知局
- 2024-08-01 00:22:51
本发明涉及锡膏回温控制,特别是一种锡膏回温时间控制方法、系统、设备及存储介质。
背景技术:
1、在电子制造领域,锡膏的使用是焊接过程中不可或缺的一部分,它的性能直接影响到焊点的质量和可靠性。传统的锡膏回温方法主要依赖经验或简单的时间控制策略来决定加热时间和温度,但这些方法无法适应快速变化的生产环境和复杂的环境条件。近年来,随着工业自动化和智能制造的发展,锡膏回温控制技术也在不断进步。现代锡膏回温系统更多地采用传感器监控和自动控制技术,以确保锡膏能够在最佳状态下使用。这些系统可以调节锡膏的温度,控制湿度和气压,以适应不同的生产要求。
2、然而,尽管现有技术已经取得了一定的进展,但仍存在一些不足之处。首先,现有的锡膏回温控制方法往往缺乏足够的灵活性和适应性,不能有效应对生产环境中的突发变化,如温度和湿度的快速变化。此外,这些系统通常不能实时调整加热策略,导致锡膏不能始终保持在理想的加工状态。这些问题限制了锡膏回温控制技术的效能和应用范围,使得生产过程中的资源优化和成本控制面临挑战。
技术实现思路
1、鉴于上述现有存在的问题,提出了本发明。
2、因此,本发明提供了一种锡膏回温时间控制方法,以解决现有的锡膏回温控制技术在处理效率和智能调控方面的问题。
3、为解决上述技术问题,本发明提供如下技术方案:
4、第一方面,本发明实施例提供了一种锡膏回温时间控制方法,其包括,
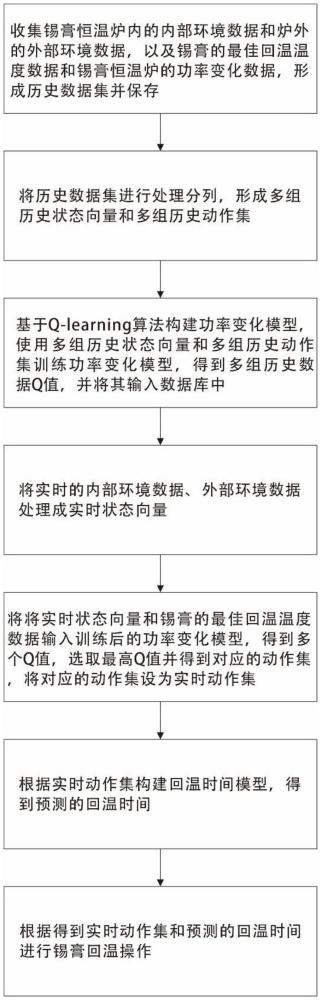
5、收集锡膏恒温炉内的内部环境数据和炉外的外部环境数据,以及锡膏的最佳回温温度数据和锡膏恒温炉的功率变化数据,形成历史数据集并保存;
6、将历史数据集进行处理分列,形成多组历史状态向量和多组历史动作集;
7、基于q-learning算法构建功率变化模型,使用多组历史状态向量和多组历史动作集训练功率变化模型,得到多组历史数据q值,并将其输入数据库中;
8、将实时的内部环境数据、外部环境数据处理成实时状态向量;
9、将实时状态向量和锡膏的最佳回温温度数据输入训练后的功率变化模型,得到多个q值,选取最高q值并得到对应的动作集,将对应的动作集设为实时动作集;
10、根据实时动作集构建回温时间模型,得到预测的回温时间;
11、根据得到实时动作集和预测的回温时间进行锡膏回温操作。
12、作为本发明所述一种锡膏回温时间控制方法的一种优选方案,其中:所述基于q-learning算法构建功率变化模型包括:
13、根据锡膏厂家给出的最佳回温温度的数据,作为目标锡膏温度,将其输入q-learning算法模型中;
14、所述q值的更新公式为:
15、
16、其中,q(s,a)表示在状态向量s下采取动作集a的q值,α是学习率,r(s,a,s')是在状态向量s下采取动作集a,并转移到状态向量s'时获得的即时奖励,γ是折扣因子,表示在状态向量s'下所有可能动作集a'的最大q值;
17、r(s,a,s')=k·exp(-α·|t目标-t'锡膏|)
18、式中,t目标是锡膏的目标温度,也就是锡膏厂家给出的最佳回温温度的数据,t'锡膏是执行动作集后锡膏的温度,α用于调节温度偏离目标时奖励减少的速率,k是理论上在完全达到目标温度时的最大奖励;
19、当t'锡膏等于t目标时,|t目标-t'锡膏|为0,奖励r为最大值k。
20、作为本发明所述一种锡膏回温时间控制方法的一种优选方案,其中:所述训练功率变化模型是指将分列后的多组历史状态向量和多组历史动作集输入q值的更新公式中更新q值,直到收敛。
21、7.作为本发明所述一种锡膏回温时间控制方法的一种优选方案,其中:所述回温时间模型表达式为:
22、
23、其中,t回温是预测的锡膏回温时间,t,p,h,s,e分别代表温度、气压、湿度、搅拌速度和加热效率,t0指的是锡膏开始接受加热处理的起始时间,τ取值位于t0和t最大之间,keff(s,e,δa)是一个关键函数,代表瞬时回温速率,t最大是预定的最大时间,v(t,p,h,s,e)表示综合影响值函数;
24、keff(s,e,δa)=k0+δke·(δe实时)+δks·(δs实时)
25、其中,k0是基础效率因子,δke和δks是调整系数,分别表示加热效率和搅拌速度变化对回温效率影响的幅度,δa表示实时动作集对回温效率的即时影响,δe实时=e(t)-e基础,代表实时加热效率相对于基础水平的增量,e(t)由实时动作集得到,δs实时=s(t)-s基础,同样表示搅拌速度的调整增量,s(t)由实时动作集得到;
26、v(t,p,h,s,e)的表达式是:
27、v(t,p,h,s,e)=c1t+c2p+c3h+c4s+c5e+c6tp+c7hs,
28、其中,c1、c2、c3、c4、c5这些是与各自变量相关的系数或权重,用于调整每种单一因素温度、气压、湿度、搅拌速度、加热效率对综合影响值的直接贡献程度,c6代表温度t和气压p交互作用的系数,c7代表湿度h和搅拌速度s交互作用的系数。
29、第二方面,本发明提供了锡膏回温时间控制系统,包括,数据收集模块,用于收集锡膏恒温炉内的内部环境数据和炉外的外部环境数据,以及锡膏的最佳回温温度数据和锡膏恒温炉的功率变化数据;数据处理模块,用于对收集到的数据进行处理和分列,形成多组历史状态向量和多组历史动作集;学习与决策模块,用于运行功率变化模型,得出对锡膏恒温炉的加热功率调整动作;时间判断模块,用于运行回温时间模型得到预测的回温时间。
30、第三方面,本发明实施例提供了一种计算机设备,包括存储器和处理器,所述存储器存储有计算机程序,其中:所述计算机程序被处理器执行时实现如本发明第一方面所述的锡膏回温时间控制方法的任一步骤。
31、第四方面,本发明实施例提供了一种计算机可读存储介质,其上存储有计算机程序,其中:所述计算机程序被处理器执行时实现如本发明第一方面所述的锡膏回温时间控制方法的任一步骤
32、本发明有益效果为:本发明优化了锡膏的处理效率,确保锡膏在最佳状态下进行加工,提升了锡膏的使用效果,为高质量电子制造过程提供了重要支持。
技术特征:1.一种锡膏回温时间控制方法,其特征在于:包括:
2.如权利要求1所述的锡膏回温时间控制方法,其特征在于:所述基于q-learning算法构建功率变化模型包括:
3.如权利要求2所述的锡膏回温时间控制方法,其特征在于:所述训练功率变化模型是指使用分列后的多组历史状态向量和多组历史动作集,根据q值的更新公式,反复迭代更新q值,直到收敛。
4.如权利要求3所述的锡膏回温时间控制方法,其特征在于:所述回温时间模型表达式为:
5.一种锡膏回温时间控制系统,基于权利要求1~4任一所述的锡膏回温时间控制方法,其特征在于,包括:
6.一种计算机设备,包括存储器和处理器,所述存储器存储有计算机程序,其特征在于:所述处理器执行所述计算机程序时实现权利要求1~4任一所述的锡膏回温时间控制方法的步骤。
7.一种计算机可读存储介质,其上存储有计算机程序,其特征在于:所述计算机程序被处理器执行时实现权利要求1~4任一所述的锡膏回温时间控制方法的步骤。
技术总结本发明公开了一种锡膏回温时间控制方法、系统、设备及存储介质,涉及锡膏回温控制技术领域,包括,收集锡膏恒温炉内的内部环境数据和炉外的外部环境数据,以及锡膏的最佳回温温度数据和锡膏恒温炉的功率变化数据,形成历史数据集并保存;将历史数据集进行处理分列,形成多组历史状态向量和多组历史动作集;基于Q‑learning算法构建功率变化模型,使用多组历史状态向量和多组历史动作集训练功率变化模型,得到多组历史数据Q值,并将其输入数据库中;本发明优化了锡膏的处理效率,确保锡膏在最佳状态下进行加工,提升了锡膏的使用效果,为高质量电子制造过程提供了重要支持。技术研发人员:邹云,漆良受保护的技术使用者:深圳三友智能自动化设备有限公司技术研发日:技术公布日:2024/7/29本文地址:https://www.jishuxx.com/zhuanli/20240730/200844.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表