大容量机组高铁芯、分段磁轭转子的组装方法与流程
- 国知局
- 2024-07-31 17:54:26
本发明涉及机电安装,具体地,涉及一种大容量机组高铁芯、分段磁轭转子的组装方法。
背景技术:
1、随着我国水利水电事业的不断发展,600mw级及其以上机型在国内越来越多的被广泛采用,在今后的水电建设中有着广泛的推广前景,适合大型电站的需求。转子是其中的核心部件,转子由中心体、圆盘式支臂、磁轭、磁极及其它附件组成;转子的上部与上端轴联接,下部与发电机主轴联接;转子在施工现场通过转子支架组焊、立筋加工、磁轭叠装、磁极挂装等工序组装成整体。大容量机组的转子的磁轭分上、下两段叠装,转子磁极挂装于磁轭外侧。
2、由于大容量机组高铁芯、分段磁轭转子支架母材较厚、中心体与圆盘支架间环向焊缝离中心体的距离较近,焊接时对转子支架的中心体的形位公差影响比较大,常规焊接工艺难以保证转子支架焊接质量;由于转子的磁轭分上、下两段设计,组装过程中分段的磁轭下降致使上下两段磁轭的联接、定位难度大,而常规组装、定位工艺难以保证转子叠片质量、两段磁轭联接准确。因此,亟需一种转子方法以解决上述至少一种问题。
技术实现思路
1、本发明实施例的目的是提供一种大容量机组高铁芯、分段磁轭转子的组装方法,用于解决现有技术中大容量机组中分段磁轭连接时定位难度大的问题。
2、
3、为了实现上述目的,本发明提供一种大容量机组高铁芯、分段磁轭转子的组装方法,所述组装方法包括:
4、s1)在中心体支墩上安装转子支架;
5、s2)在所述转子支架的圆周方向固定多根立筋,每一立筋的延伸方向与所述转子支架的轴向相同;
6、s3)在所述转子支架上套装固定第一磁轭段,所述第一磁轭段包括均布在所述转子支架圆周方向的多个第一磁轭块,相邻的两个第一磁轭块互相连接,且每一第一磁轭块与所述转子支架以及对应的立筋固定;
7、s4)在所述转子支架上套装设置第二磁轭段,所述第二磁轭段包括均布在所述转子支架圆周方向的多个第二磁轭块,第二磁轭块与第一磁轭块一一对应,相邻的两个第二磁轭块互相连接;
8、s5)沿所述转子支架的轴向压紧所述第二磁轭段以使所述第二磁轭段与所述第一磁轭段抵紧,并固定所述第一磁轭段和所述第二磁轭段;
9、s6)在每一第一磁轭块和与其对应的第二磁轭块上挂装磁极;
10、s7)安装附件。
11、具体地,在执行步骤s3)之前,还包括:
12、在转子支架朝向中心体支墩的一面上设置制动环。
13、具体地,步骤s2)在所述转子支架的圆周方向固定多根立筋,包括:
14、沿每一立筋的延伸方向在立筋上开设弹性键安装槽,每一弹性键安装槽的槽口朝向所述转子支架的径向外侧设置;
15、在所述转子支架的圆周方向固定多根立筋。
16、具体地,所述第一磁轭段还包括:第一磁轭上压板和第一磁轭下压板,所述第一磁轭上压板和所述第一磁轭下压板均套装固定在所述转子支架上且与立筋连接,所述第一磁轭上压板朝向所述第二磁轭段设置;
17、第一磁轭块设置在所述第一磁轭上压板和所述第一磁轭下压板之间,且
18、
19、与所述第一磁轭上压板和所述第一磁轭下压板固定。
20、具体地,第二磁轭段还包括:第二磁轭上压板和第二磁轭下压板,所述第二磁轭上压板和所述第二磁轭下压板均套装固定在所述转子支架上,所述第二磁轭下压板朝向所述第一磁轭段设置;
21、第二磁轭块设置在所述第二磁轭上压板和所述第二磁轭下压板之间,且与所述第二磁轭上压板和所述第二磁轭下压板固定。
22、具体地,第一磁轭块和第二磁轭块均由多个磁轭冲片叠装制成。
23、具体地,所述组装方法还包括:在所述第一磁轭下压板上设置多个定位销,每一磁轭冲片上开设有与定位销对应的定位孔,通过多个定位销定位每一磁轭冲片的位置。
24、具体地,所述组装方法还包括:在执行步骤s5)之前,在所述第一磁轭上压板上设置隔离垫组件,用于临时隔离第一磁轭段和所述第二磁轭段。
25、具体地,所述第一磁轭上压板和所述第一磁轭下压板、所述第二磁轭上压板和所述第二磁轭下压板均由多块磁轭环形板拼装制成。
26、具体地,步骤s5)中,固定所述第一磁轭段和所述第二磁轭段包括:
27、通过冷打键工艺固定所述第一磁轭段和所述第二磁轭段。
28、具体地,步骤s5)中,固定所述第一磁轭段和所述第二磁轭段还包括:
29、通过热打键工艺向每一立筋的弹性键安装槽内打入磁轭键,以固定所述第一磁轭段和所述第二磁轭段。
30、本发明提供的大容量机组高铁芯、分段磁轭转子的组装方法,在中心体支墩上设置转子支架,在转子支架的圆周方向设置多根立筋,还在转子支架上套装由多个第一磁轭块连接形成的第一磁轭段,多个第一磁轭块沿转子支架的圆周方向布置,之后,在转子支架上套装由多个第二磁轭块连接形成的第二磁轭段,第二磁轭段的第二磁轭块与第一磁轭段的第一磁轭块一一对应,沿转子支架的轴向向第二磁轭段施加压力以使第二磁轭段抵紧第一磁轭段,固定第一磁轭段和第二磁轭段,之后在第一磁轭段和第二磁轭段上挂装磁极以及安装转子附件。本发明提供的大容量机组高铁芯、分段磁轭转子的组装方法,抵紧第二磁轭段和第一磁轭段之后固定第二磁轭段和第一磁轭段,确保第二磁轭段和第一磁轭段的连接准确,解决了现有技术中大容量机组中分段磁轭连接时定位难度大的问题。
31、本发明实施例的其它特征和优点将在随后的具体实施方式部分予以详细说明。
技术特征:1.一种大容量机组高铁芯、分段磁轭转子的组装方法,其特征在于,所述组装方法包括:
2.根据权利要求1所述的大容量机组高铁芯、分段磁轭转子的组装方法,其特征在于,在执行步骤s3)之前,还包括:
3.根据权利要求1所述的大容量机组高铁芯、分段磁轭转子的组装方法,其特征在于,步骤s2)在所述转子支架(2)的圆周方向固定多根立筋,包括:
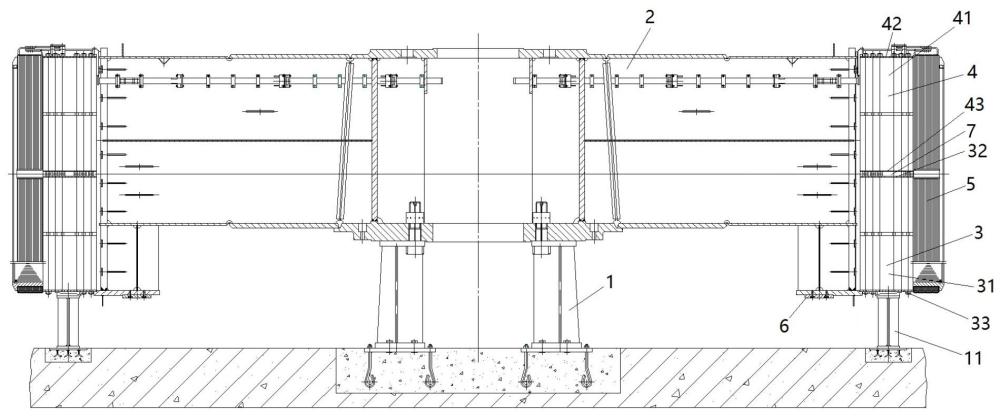
4.根据权利要求1所述的大容量机组高铁芯、分段磁轭转子的组装方法,其特征在于,所述第一磁轭段(3)还包括:第一磁轭上压板(32)和第一磁轭下压板(33),所述第一磁轭上压板(32)和所述第一磁轭下压板(33)均套装固定在所述转子支架(2)上且与立筋连接,所述第一磁轭上压板(32)朝向所述第二磁轭段(4)设置;
5.根据权利要求4所述的大容量机组高铁芯、分段磁轭转子的组装方法,其特征在于,所述第二磁轭段(4)还包括:第二磁轭上压板(42)和第二磁轭下压板(43),所述第二磁轭上压板(42)和所述第二磁轭下压板(43)均套装固定在所述转子支架(2)上,所述第二磁轭下压板(43)朝向所述第一磁轭段(3)设置;
6.根据权利要求5所述的大容量机组高铁芯、分段磁轭转子的组装方法,其特征在于,第一磁轭块(31)和第二磁轭块(41)均由多个磁轭冲片叠装制成。
7.根据权利要求6所述的大容量机组高铁芯、分段磁轭转子的组装方法,其特征在于,所述组装方法还包括:在所述第一磁轭下压板(33)上设置多个定位销(8),每一磁轭冲片上开设有与定位销(8)对应的定位孔,通过多个定位销(8)定位每一磁轭冲片的位置。
8.根据权利要求5所述的大容量机组高铁芯、分段磁轭转子的组装方法,其特征在于,所述组装方法还包括:在执行步骤s5)之前,在所述第一磁轭上压板(32)上设置隔离垫组件,用于临时隔离第一磁轭段(3)和所述第二磁轭段(4)。
9.根据权利要求5所述的大容量机组高铁芯、分段磁轭转子的组装方法,其特征在于,所述第一磁轭上压板(32)、所述第一磁轭下压板(33)、所述第二磁轭上压板(42)和所述第二磁轭下压板(43)均由多块磁轭环形板拼装制成。
10.根据权利要求1所述的大容量机组高铁芯、分段磁轭转子的组装方法,其特征在于,步骤s5)中,固定所述第一磁轭段(3)和所述第二磁轭段(4)包括:
11.根据权利要求3所述的大容量机组高铁芯、分段磁轭转子的组装方法,其特征在于,步骤s5)中,固定所述第一磁轭段(3)和所述第二磁轭段(4)还包括:
技术总结本发明提供一种大容量机组高铁芯、分段磁轭转子的组装方法,涉及机电安装化技术领域。组装方法包括:S1)在中心体支墩上安装转子支架;S2)在转子支架的圆周方向固定多根立筋;S3)在转子支架上套装固定第一磁轭段,第一磁轭段包括均布在转子支架圆周方向的多个第一磁轭块;S4)在转子支架上套装设置第二磁轭段,第二磁轭段包括均布在转子支架圆周方向的多个第二磁轭块;S5)沿转子支架的轴向压紧第二磁轭段以使第二磁轭段与第一磁轭段抵紧,并固定第一磁轭段和第二磁轭段;S6)挂装磁极;S7)安装附件。本发明提供的大容量机组高铁芯、分段磁轭转子的组装方法解决了现有技术中大容量机组中分段磁轭连接时定位难度大的问题。技术研发人员:刘旻受保护的技术使用者:国家能源集团科学技术研究院有限公司技术研发日:技术公布日:2024/7/29本文地址:https://www.jishuxx.com/zhuanli/20240731/177231.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。