一种电力电缆加工用电缆芯包覆装置及其控制方法与流程
- 国知局
- 2024-07-31 18:25:59
本发明涉及电力电缆加工领域,尤其涉及一种电力电缆加工用电缆芯包覆装置及其控制方法。
背景技术:
1、电线电缆用以传输电(磁)能,信息和实现电磁能转换的线材产品。广义的电线电缆亦简称为电缆,狭义的电缆是指绝缘电缆,它可定义为一根或多根绝缘线芯,以及它们各自可能具有的包覆层,总保护层及外护层,电缆亦可有附加的没有绝缘的导体。
2、现有技术公开了部分电缆芯包覆方面的发明专利,申请号为cn202311089299.8的中国专利,公开了一种电缆加工用电缆芯包覆成型装置,本发明涉及电缆加工技术领域,包括底架,所述底架的表面固定连接有连接板,所述连接板的表面均固定连接有放置板,所述放置板的表面固定连接有侧接架,所述侧接架设置有两个,且所述侧接架以底架为中心对称,所述侧接架的相对面之间固定连接有储存腔,所述放置板的表面固定连接有衔接板。
3、电缆芯在包覆过程中,通常时将塑料融化后在包覆腔内部对电缆芯进行包覆,随着电缆芯的移动,融化塑料包覆在电缆芯外部后凝固形成包覆层,然而在对塑料进行融化后,若仅进行少量的原料融化,会造成频繁的暂停进料,从而影响包覆效率,若进行大量的原料融化,融化的原料在等待包覆的过程中凝固,会影响电缆芯的包覆质量。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的缺点,而提出的一种电力电缆加工用电缆芯包覆装置及其控制方法。
2、第一方面,本发明提供一种电力电缆加工用电缆芯包覆装置,包括底座,所述底座的顶部固定有加工台,所述加工台的内部设有供电缆穿过的内腔,还包括:
3、包覆腔,开设于所述加工台的内部,电缆芯经过所述包覆腔后实现包覆;
4、融料组件,安装于所述加工台的顶部,用于将上料后的塑料进行融化,以将融化后的塑料加压注入所述包覆腔的内部进行电缆芯包覆;
5、刮动组件,安装于所述包覆腔的内部,用于对进入所述包覆腔并接触内壁的融化塑料进行再搅拌,以避免融化塑料附着在包覆腔的侧壁上造成凝固;
6、电缆芯穿过加工台内部的内腔,工作人员将塑料原料放置在融料组件的内部,融料组件对塑料原料进行融化后,将塑料原料输送至包覆腔的内部,从而在电缆芯穿过包覆腔时对电缆芯进行包覆,包覆腔的内部设置有刮动组件,使得融化的塑料原料在包覆腔的内部存储时,能够对包覆腔的边缘进行刮动,从而有利于避免融化的塑料原料在接触包覆腔的内壁后受冷凝固,从而有利于避免受冷凝固的塑料原料在对电缆芯进行包覆时影响包覆质量;
7、在包覆腔内部的原料剩余不足时,融料组件在对塑料原料进行融化,融料组件在原料用尽前完成对塑料原料的融化,同时将融化的塑料原料输送至包覆腔的内部,从而有利于避免原料用尽时等待补料而造成的效率低下;
8、因此,通过循环的进行少量原料的融化,以避免原料融化后冷却的情况发生,并且通过不间断的补料,避免原中断,从而有利于提高对电缆芯的包覆效率。
9、优选的,所述融料组件包括:
10、进料斗,固定于所述加工台的顶部,所述进料斗的底部出料口内部安装有第一电磁开关;
11、融化腔,固定于所述加工台的顶部;
12、搅拌件,安装于所述融化腔的内部,所述搅拌件通过双向转动进行状态切换,在所述搅拌件顺时针转动时切换为搅拌状态,以对所述融化腔内部的塑料进行融化搅拌,在所述搅拌件逆时针转动时切换为加压状态,通过转动不断将所述融化腔内部的融化塑料加压输入所述包覆腔内部;
13、第二电机,固定于所述融化腔的顶部,用于驱动所述搅拌件转动;
14、隔板,固定于所述融化腔的底部,用于对包覆腔进行密封间隔,所述隔板与所述融化腔之间共同开设有供融化塑料通过的下料口,所述下料口的内部安装有第二电磁开关;
15、工作人员将塑料原料放置在进料斗的内部,在需要对原料进行融化时,打开第一电磁开关,原料由进料斗的底部出料口进入到融化腔的内部,融化腔为内部设置有加热丝的融化腔体,塑料原料在进入到融化腔的内部后受热逐渐融化,同时启动第二电机,第二电机启动后通过输出轴带动搅拌件顺时针转动,搅拌件对进入融化腔内部的塑料原料进行搅拌,使得塑料原料通过搅拌加快融化,并且有利于塑料原料的受热均匀,在塑料原料融化完毕后,启动第二电磁开关,同时反向启动第二电机,第二电机通过输出轴带动搅拌件逆时针转动,逆时针转动的搅拌件切换为加压状态,使得融化塑料原料在加压状态下通过下料口后被输送至包覆腔的内部,从而实现对塑料原料的融化补料。
16、优选的,所述搅拌件包括:
17、搅拌叶,所述搅拌叶四个为一组且设置有多组;
18、转动连接件,所述转动连接件四个为一组且设置有多组,所述转动连接件与所述搅拌叶一一对应固定连接,全部所述转动连接件沿竖直方向依次转动连接;
19、最顶部所述转动连接件与所述第二电机的输出轴连接,其余所述转动连接件的顶部均开设有圆槽;
20、最低部所述转动连接件的底部与所述融化腔的底部转动连接,其余所述转动连接件的底部均固定有转动销,所述转动销呈扇形且内角为30度;
21、第一限位块,与所述圆槽一一对应,固定于所述圆槽的内部,全部所述转动销均与对应所述第一限位块相抵时,全部所述搅拌叶呈螺旋叶形状呈现;
22、第三限位块,与除整体最顶部外的所述转动连接件后每组最顶部的所述转动连接件对应设置,固定于对应的所述转动连接件的内部,所述第三限位块与所述第一限位块之间呈165度夹角;
23、第二限位块,与每组下方三个所述转动连接件对应设置,固定于对应的所述转动连接件的内部,所述第二限位块与所述第一限位块之间呈75度夹角,全部所述转动销均与对应第三限位块以及所述第二限位块相抵时,全部所述搅拌叶呈四组阵列分布;
24、作为可选实施例,同组搅拌叶由上至下依次为第一搅拌板、第二搅拌板、第三搅拌板和第四搅拌板;
25、作为可选实施例,同组转动连接件由上至下依次为第一转动环、第二转动环、第三转动环和第四转动环;
26、在第二电机带动第一转动环顺时针转动时,第一转动环带动转动销顺时针转动,转动销顺时针转动后抵住第二限位块从而带动第二转动环转动,第二转动环带动同样带动第三转动环和第四转动环转动,由于第二转动环、第三转动环和第四转动环内部的第二限位块与第一限位块之间呈75度夹角,而转动销呈扇形且内角为30度,从而使得第一转动环转动45度后推动第二转动环转动,第二转动环转动45度后推动第三转动环转动,第三转动环转动45度后推动第四转动环转动,从而使得第一转动环、第二转动环、第三转动环和第四转动环在顺时针转动后沿竖直方向对齐排布,第四转动环带动底部的转动销转动,此时下一个第一转动环内部的第三限位块与第一限位块之间呈165度夹角,从而使得第四转动环在转动135度后推动下一个第一转动环转动,转动后第四转动环与下一个第一转动环呈90度夹角,同理,第一转动环带动后续的第二转动环、第三转动环和第四转动环转动至竖向对齐,依次往复,若搅拌叶设置有四组,则四组搅拌叶在转动完毕后相邻组均呈90度夹角,从而实现对搅拌叶的搅拌状态切换,此时的搅拌叶转动后,能够对融化腔内部的塑料原料进行搅拌;
27、在第二电机带动第一转动环逆时针转动时,第一转动环带动转动销逆时针转动,转动销逆时针转动至与第一限位块相抵,从而带动第二转动环逆时针转动,同理,第二转动环带动第三转动环逆时针转动,依次向下,带动第一转动环、第二转动环、第三转动环第四转动环逆时针转动,使得搅拌叶在转动完毕后呈如图11所示的螺旋状态,从而实现对搅拌叶的加压状态切换,此时的搅拌叶转动后,通过螺旋形驱动融化塑料沿着下料口进入包覆腔的内部,从而有利于将融化的塑料原料全部输送至包覆腔的内部进行电缆芯的包覆。
28、第二方面,提供一种电力电缆加工用电缆芯包覆装置的控制方法,所述底座的侧壁上安装有控制器,所述螺杆的底部安装有第一压力传感器,该控制方法包括以下步骤:
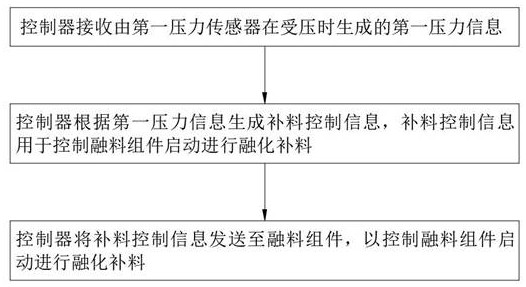
29、所述控制器接收由所述第一压力传感器在受压时生成的第一压力信息;
30、所述控制器根据所述第一压力信息生成补料控制信息,所述补料控制信息用于控制所述融料组件启动进行融化补料;
31、所述控制器将所述补料控制信息发送至所述融料组件,以控制所述融料组件启动进行融化补料;
32、第一压力传感器在受压生成第一压力信息,并且将第一压力信息发送至控制器,控制器接收第一压力信息,并且在接收第一压力信息后根据第一压力信息生成补料控制信息,随后控制器将补料控制信息发送至融料组件,以控制融料组件启动,融料组件启动后进行融化补料。
33、优选的,所述环形架的底部安装有第二压力传感器,还包括:
34、所述控制器接收由所述第二压力传感器在受压时生成的第二压力信息;
35、所述控制器根据所述第二压力信息生成推动控制信息,所述推动控制信息用于控制所述第二电机带动所述搅拌件逆时针转动;
36、所述控制器将所述推动控制信息发送至所述第二电机,以控制所述第二电机带动所述搅拌件逆时针转动;
37、第二压力传感器受压后生成第二压力信息,随后第二压力传感器将第二压力信息发送至控制器,控制器接收第二压力信息,并且根据接收的第二压力信息生成推动控制信息,随后控制器将推动控制信息发送至第二电机,以控制第二电机启动,第二电机启动后带动搅拌件逆时针转动。
38、优选的,还包括:
39、所述控制器在生成推动控制信息的同时生成复位控制信息和让位控制信息,所述复位控制信息用于控制所述驱动组件逆向驱动所述加压板复位,所述让位控制信息用于控制所述第一电磁铁通电启动;
40、所述控制器将所述复位控制信息发送至所述驱动组件,以控制控制所述驱动组件逆向驱动所述加压板复位;
41、所述控制器将所述让位控制信息发送至所述第一电磁铁,以控制所述第一电磁铁通电启动;
42、控制器根据接受的第一压力信息生成复位控制信息和让位控制信息,随后控制器将复位控制信息发送至驱动组件,以控制驱动组件逆向启动,驱动组件逆向启动后带动加压板复位,控制器将让位控制信息发送至第一电磁铁,以控制第一电磁铁通电启动。
43、与现有技术相比,本发明具有以下有益效果:
44、1、本发明通过融料组件的设置,通过循环的进行少量原料的融化,以避免原料融化后冷却的情况发生,并且通过不间断的补料,避免原中断,从而有利于提高对电缆芯的包覆效率。
45、2、本发明通过搅拌件的设置,在顺时针状态下实现对搅拌叶的搅拌状态切换,此时的搅拌叶转动后,能够对融化腔内部的塑料原料进行搅拌,在逆时针状态下,实现对搅拌叶的加压状态切换,此时的搅拌叶转动后,通过螺旋形驱动融化塑料沿着下料口进入包覆腔的内部,从而有利于将融化的塑料原料全部输送至包覆腔的内部进行电缆芯的包覆。
本文地址:https://www.jishuxx.com/zhuanli/20240731/179142.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表