一种双开口真空压合一体机的制作方法
- 国知局
- 2024-08-02 15:14:53
本技术属于柔性线路板加工设备领域,具体涉及一种双开口真空压合一体机。
背景技术:
1、柔性线路板在压合时采用离型膜+fpc+离型膜的上料形式,压合工艺的目的是在上、下层离型膜的保护作用下,将fpc板的上下层覆盖膜与fpc板本体压为一体(fpc板本身上下层有贴合的覆盖膜,与上下层膜纸不同)。压合工艺后的fpc板具有一定的粘性,要把上下两层离型膜膜纸与fpc板分开,并把fpc板进行收料。
2、在先申请专利cn115520687a公开了一种基于单开口快压机的智能收放料机构,如图1所示,其在现有的真空压合机1-1旁边加装了自动收放料机构1-2,通过自动收放料机构取代人工取放产品操作,能够降低人为损坏产品几率,提升压合品质,降低劳动强度。
3、但是,该专利的技术方案存在下述缺陷:组合设备体积大,占地空间过大;组合设备复杂,维护不便;生产效率提升有限,有待进一步提高;无法解决收料后上下fpc板之间易磨损的问题,无法满足高品质压合工艺需求。
技术实现思路
1、本实用新型旨在解决至少一种背景技术中存在的技术问题,提供一种双开口真空压合一体机,通过将两台单开口真空压合自动上料一体机集成为双开口一体机,两台单开口真空压合自动上料一体机共用一个吸板上料机构和一个收料仓,使得集成后的装置整体结构更优化简单、排布更合理,更节省场地空间和便于使用维护;同时,通过设置隔板上料机构,由吸板上料机构抓取隔板放置在压合收料完毕的上下两个fpc板之间,能有效避免压合后的fpc板之间发生摩擦损伤,以保证收料质量、满足高品质压合工艺需求。
2、为实现以上技术目的,本实用新型采用以下技术方案:
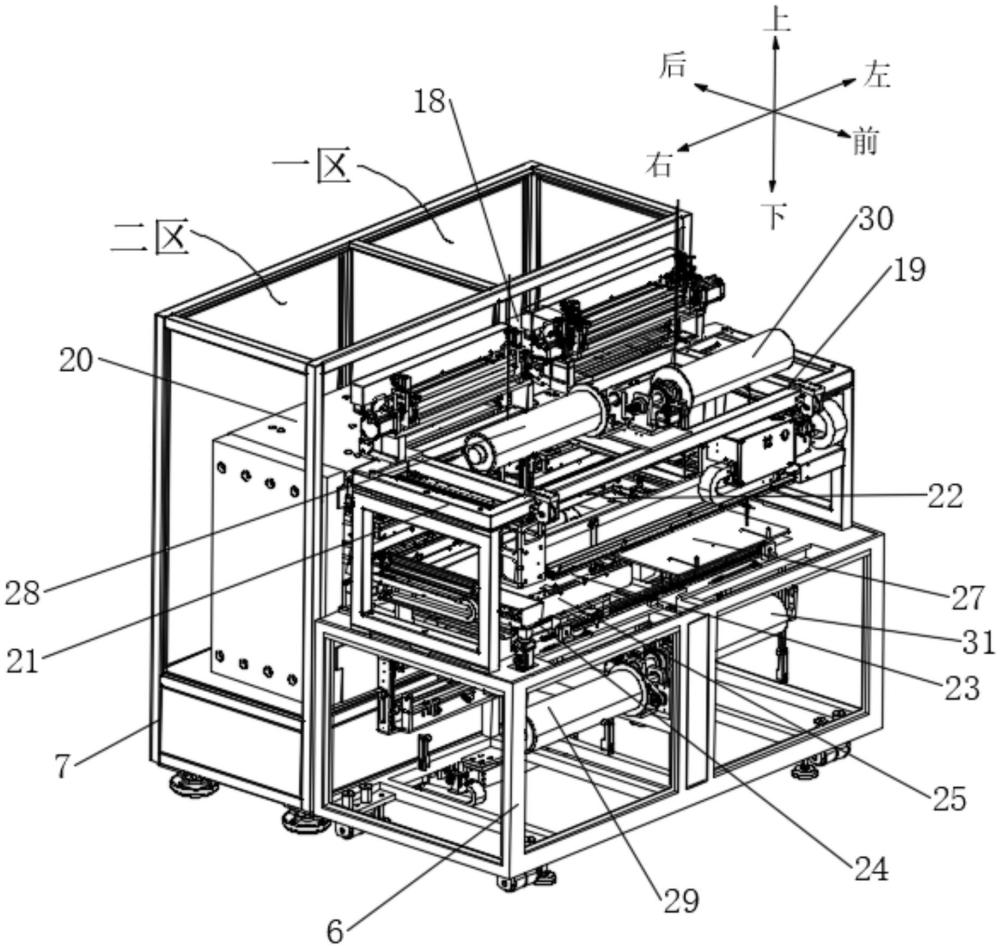
3、一种双开口真空压合一体机,包括机架,所述机架包括前端收放料机架和后端压合机架;所述前端收放料机架上并排放置有第一自动收放料机构、第二自动收放料机构,所述后端压合机架上并排放置有第一真空压合机、第二真空压合机;所述第一真空压合机和第一自动收放料机构为工作一区,所述第二真空压合机和第二自动收放料机构为工作二区;
4、所述第一自动收放料机构包括第一放卷机构、第一收卷机构、第一随动剥纸机构、隔板上料机构和第一取料机构;所述第二自动收放料机构包括第二放卷机构、第二收卷机构、第二随动剥纸机构、上料盘机构和第二取料机构;此外,还包括共用的吸板上料机构和收料仓,所述吸板上料机构和所述收料仓能够在两个工作区左右移动切换工作位置;
5、一区的隔板上料机构和二区的上料盘机构并排设置在所述前端收放料机架上;所述隔板上料机构和所述上料盘机构上方可左右移动地设置有所述收料仓;所述收料仓上方位于前端收放料机架左右两侧对称设置有第一、第二取料机构;所述第一、第二取料机构上方可左右移动地设置有吸板上料机构,所述吸板上料机构的后端设置有第一、第二随动剥纸机构,所述第一、第二随动剥纸机构分别靠近第一、第二真空压合机设置;所述第一放卷机构和所述第一收卷机构、所述第二放卷机构和所述第二收卷机构均分设于前端收放料机架上下两端。
6、进一步地,一区和二区的放卷机构、收卷机构结构相同;
7、所述放卷机构包括放料模组和上梳齿机构,所述上梳齿机构与放料膜纸相对设置;所述收卷机构包括收料模组和下梳齿机构,所述下梳齿机构与收料模组相对设置;膜纸由放料模组延伸依次穿过上梳齿机构、随动剥纸机构、下梳齿机构到达收料模组,用以实现膜纸的收料和放料;
8、所述上梳齿机构、下梳齿机构均包括固定栅、活动栅、支架和动力机构;所述固定栅、动力机构与所述支架固定连接;所述动力机构采用步进电机,所述步进电机固定设置在所述支架的中间端侧,所述步进电机通过滚珠丝杆驱动连接活动栅;所述活动栅与所述固定栅相间分布设置,通过动力机构带动活动删移动实现多根轴交错布置,并通过多根轴交叉实现余量纸的收集。
9、进一步地,一区和二区的随动剥纸机构结构相同;所述随动剥纸机构包括随动安装架、上剥离机构、下剥离机构、动力模组和随动滑轨;
10、所述随动滑轨竖直安装在随动安装架的左右两侧,所述上剥离机构、下剥离机构依次安装在随动滑轨上;
11、所述动力模组包括一个第一步进电机和两个第一驱动气缸;所述第一步进电机固定设置在所述随动安装架上端一侧,并通过位于随动安装架两侧的滚珠丝杆驱动连接所述下剥离机构;两个所述第一驱动气缸分别固定设置在所述随动安装架上端左右两侧,用于驱动连接所述上剥离机构的左右两端。
12、进一步地,一区和二区共用的吸板上料机构包括吸板机构和三轴上料机构;
13、所述三轴上料机构包括沿y向滑轨移动的前后移动模组、沿x向滑轨移动的左右移动模组和沿z向滑轨移动的上下升降模组;所述前后移动模组驱动连接左右移动模组,所述左右移动模组驱动连接所述上下升降模组,所述上下升降模组驱动连接吸板机构,从而实现吸板机构沿x、y、z三个轴向的移动。
14、更进一步地,所述三轴上料机构的前后移动模组、左右移动模组均通过伺服电机和减速机带动同步带进行驱动,所述上下升降模组通过伺服电机带动滚珠丝杆进行驱动。
15、进一步地,所述收料仓通过步进电机和传动皮带驱动、滑动连接在所述前端收放料机架上,用于实现在两个工作区域间的左右平移;
16、一区的隔板上料机构和二区的上料盘机构的结构相同,均包括上料平台,所述上料平台设置在所述收料仓下方;
17、一区的第一取料机构和二区第二取料机构的结构相同、左右对称设置在所述收料仓上方。
18、更进一步地,所述上料盘机构包括fpc板上料平台,所述fpc板上料平台通过第二驱动气缸和导向机构实现上下升降,以便供料给吸板上料机构;
19、同理,所述隔板上料机构包括隔板上料平台,所述隔板上料平台通过第二驱动气缸和导向机构实现上下升降,以便供隔板给吸板上料机构。
20、进一步地,所述第一取料机构和所述第二取料机构结构相同,均包括移动取料支架、水平连接板、以及间隔固定在水平连接板上的两个分离夹爪组件;
21、所述移动取料支架的底端固定在前端收放料机架上,所述移动取料支架的上端设置有取料传动皮带,所述取料传动皮带与第二步进电机驱动连接,并与所述水平连接板一端固定连接,由所述第二步进电机驱动所述取料传动皮带带动所述水平连接板前后移动,从而实现水平连接板上的分离夹爪组件前后移动进行取料和放料。
22、更进一步地,所述分离夹爪组件包括上夹爪和下夹爪;
23、所述上夹爪底部驱动连接两个夹爪驱动气缸,所述夹爪驱动气缸固定设置在下夹爪的两侧,用于驱动上夹爪上下升降;
24、所述水平连接板的一侧设置有翻转气缸,所述翻转气缸通过联轴器和翻转轴同时驱动左右两个下夹爪进行上下翻转;
25、所述水平连接板上设置有光电开关,用于检测产品是否到达取料位置。
26、进一步地,所述第一、第二真空压合机的结构相同,均包括框架,所述框架内设置有上压合模板、下压合模板和驱动机构;所述框架的顶部固定设置有所述上压合模板、底部固定设置有所述驱动机构,所述驱动机构上端驱动连接所述下压合模板,所述下压合模板与所述上压合模板平行相对设置;
27、所述真空压合机的上压合模板包括自上而下依次连接的上隔热板、上加热板和上气囊板组件,所述上气囊板组件外接充气装置;
28、所述真空压合机的下压合模板包括自上而下依次连接的下真空板组件、下加热板和下隔热板,所述下真空板组件外接抽真空装置。
29、与现有技术相比,本实用新型所产生的有益效果是:
30、(1)本实用新型提供的双开口真空压合自动上料一体机,通过将两台单开口真空压合自动上料一体机集成为双开口一体机,两台单开口真空压合自动上料一体机共用一个吸板上料机构和一个收料仓,使得集成后的装置整体结构更优化简单、排布更合理,更节省场地空间和便于使用维护;同时,通过设置隔板上料机构,由吸板上料机构抓取隔板放置在压合收料完毕的上下两个fpc板之间,能有效避免压合后的fpc板之间发生摩擦损伤,以保证收料质量、满足高品质压合工艺需求;
31、(2)本实用新型提供的双开口真空压合自动上料一体机,其采用的两台真空压合机取消了原有的压合模板进退功能,只保留升降功能,不仅优化了真空压合机的结构(去掉了传动机构、进退导轨等),而且减少了压合模板进退取放料占用的设备运行时间,压合过程更快速、高效,提高了工作效率;
32、(3)本实用新型提供的双开口真空压合自动上料一体机,采用两台自动收料放料机构共用一个左右平移的吸板上料机构和一个左右平移的收料仓,并通过一个上料盘机构和一个隔板上料机构实现两个工作区的上料和放隔板,两台真空压合机协同配合工作,减少了部件操作时的等待时长,能显著提高设备利用率和工作生产效率。
本文地址:https://www.jishuxx.com/zhuanli/20240801/245391.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表