一种复合非织造材料及其制备方法、制备复合非织造材料的设备与流程
- 国知局
- 2024-08-02 12:21:41
本发明属于非织造材料,具体涉及一种复合非织造材料及其制备方法、制备复合非织造材料的设备。
背景技术:
1、非织造布因其生产流程短、生产速度高、成本低、可应用纤维范围广等特点在各个领域的应用越来越广泛;其中非织造擦拭材料的使用量最大,且在未来的几十年中将继续呈上升趋势。在当下的生活中,从婴儿护理到成人个人护理,从洁颜巾到护肤面膜,从家用擦拭到汽车内饰清洁,从手机洁净到电脑屏幕除尘,再到机器设备和精密仪器清洁,擦拭材料的“身影”无处不在。但是现有的非织造材料存在吸水性差、耐磨性较差、强力低、掉屑(落絮)等问题,大大降低了其使用体验感。
技术实现思路
1、有鉴于此,本发明提供了一种复合非织造材料及其制备方法、制备复合非织造材料的设备,本发明提供的复合非织造材料具有良好的力学性能、优异的吸水性和耐磨性以及较低的落絮性能。
2、为了解决上述技术问题,本发明提供了一种复合非织造材料,包括以下质量百分含量的层结构:
3、
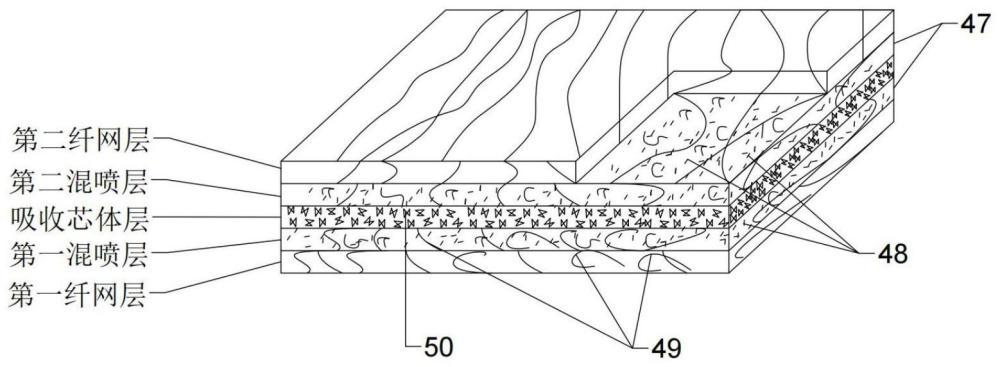
4、所述第一纤网层、第一混喷层、吸收芯体层、第二混喷层和第二纤网层依次层叠;所述第一混喷层和第二混喷层独立的包括纤维素纤维和聚合物长丝;
5、所述第一纤网层和第二纤网层分别为聚合物长丝。
6、优选的,所述第一纤网层和第二纤网层中的聚合物长丝的长度大于5cm,直径为0.1~30μm;
7、所述第一纤网层和第二纤网层独立的还包括功能性母粒、亲水助剂、亲水柔软剂、精油和防蚊助剂中的一种或多种。
8、优选的,所述第一混喷层和第二混喷层中的纤维素纤维的长度独立的为0.5~8mm,所述第一混喷层和第二混喷层中纤维素纤维和聚合物长丝的质量比独立的为10~90:9.8~70。
9、优选的,所述吸收芯体层包括高分子吸水性树脂、纤维素纤维和高分子凝胶材料中的一种或多种。
10、本发明还提供了制备上述技术方案所述复合非织造材料的设备,包括成网帘30、吸风装置31和位于成网帘上方的依次串联的第一纤网系统、第一混喷成型系统、吸收芯体系统13、第二混喷成型系统和第二纤网系统;
11、所述第一纤网系统包括第一熔喷单元或第一纺粘单元;所述第一混喷成型系统包括第三熔喷单元、第一开松单元、第四熔喷单元和第一混喷成型箱09;所述第二混喷成型系统包括第五熔喷单元、第二开松单元、第六熔喷单元和第二混喷成型箱19;所述第二纤网系统包括第二熔喷单元或第二纺粘单元。
12、优选的,还包括热粘合系统32、纤网质量检测系统、后整理系统36和打包系统37;所述纤网质量检测系统包括金属检测单元33,纤网克重检测单元34和纤网疵点检测单元35。
13、优选的,所述第一熔喷单元包括第一纺丝箱体01,第一螺杆挤出机02,第一喂料装置03和第一喷丝板57;
14、所述第一纺粘单元包括第一纺粘喂料装置38,第一纺粘螺杆挤出机39,第一纺粘纺丝组件40,第一纺粘冷却装置41,第一纺粘牵引装置42和第一纺粘分丝器43;
15、所述第三熔喷单元包括第二喂料装置04,第二螺杆挤出机05,第三纺丝箱体06和第三喷丝板58;
16、所述第一开松单元包括第一开松装置07和第一多排孔cd喷射器08;
17、所述第四熔喷单元包括第四喂料装置10,第四螺杆挤出机11,第四纺丝箱体12和第四喷丝板59;
18、所述第五熔喷单元包括第五喂料装置14,第五螺杆挤出机15,第五纺丝箱体16和第五喷丝板60;
19、所述第二开松单元包括第二开松装置17,第二多排孔cd喷射器18;
20、所述第六熔喷单元包括第六喂料装置20,第六螺杆挤出机21,第六纺丝箱体22和第六喷丝板61;
21、所述第二熔喷单元包括第二喂料装置23,第二螺杆挤出机24,第二纺丝箱体25和第二喷丝板62;
22、所述第二纺粘单元包括第二纺粘喂料装置51,第二纺粘螺杆挤出机52,第二纺粘纺丝组件53,第二纺粘冷却装置54,第二纺粘牵引装置55和第二纺粘分丝器56。
23、优选的,所述第一熔喷单元还包括第一冷却喷淋系统26,所述第一混喷成型箱09出口设置有第二冷却喷淋系统27,所述第二混喷成型箱19出口设置有第三冷却喷淋系统28,所述第二熔喷单元还包括第四冷却喷淋系统29。
24、本发明还提供了利用上述技术方案所述设备制备上述技术方案所述复合非织造材料的制备方法,包括以下步骤:
25、利用第一纤网系统将第一聚合物熔融后喷至成网帘30,得到第一纤网层;
26、将第二聚合物经第三熔喷单元和第四熔喷单元进行熔融,将第一纤维素纤维原料经过第一开松单元进行粉碎;将熔融的第二聚合物和粉碎的第一纤维素纤维原料输送至第一混喷成型箱09混合后喷射于所述第一纤网层表面,形成第一混喷层;
27、将吸水材料经吸收芯体系统13喷射于所述第一混喷层表面,形成吸收芯体层;
28、将第三聚合物经第五熔喷单元和第六熔喷单元进行熔融,将第二纤维素纤维原料经过第二开松单元进行粉碎;将熔融的第三聚合物和粉碎的第二纤维素纤维原料输送至第二混喷成型箱19混合后喷射于所述吸收芯体层表面,形成第二混喷层;
29、利用第二纤网系统将第四聚合物熔融后喷至第二混喷层表面,得到第二纤网层。
30、优选的,形成第二纤网层后还包括:对含有第一纤网层、第一混喷层、吸收芯体层、第二混喷层和第二纤网层的产品依次进行收集、后整理和打包;
31、所述后整理包括压花、印花、打孔、变形、表面处理、热粘合、超声波粘合、切割、堆叠和湿巾加工中的一种或多种。
32、本发明提供了一种复合非织造材料,包括以下质量百分含量的层结构:0.2~20%第一纤网层20~50%第一混喷层,0~10%吸收芯体层,20~50%第二混喷层和0.2~20%第二纤网层;所述第一纤网层、第一混喷层、吸收芯体层、第二混喷层和第二纤网层依次层叠;所述第一混喷层和第二混喷层独立的包括纤维素纤维和聚合物长丝;所述第一纤网层和第二纤网层分别为聚合物长丝。本发明设置上下两层纤网层有利于后期热粘合,能够极大地提高干/湿纤维网的整体强度,增加抗拉强度减少结构撕裂的发生,极大地减少消费者在使用过程中的落絮率。在本发明中,纤维素纤维和聚合物长丝共混的混喷层,利用纤维素纤维赋予非织材料优异的亲水性能、柔软性能;吸收芯体层极大地提高材料的吸水速率和吸水量。本发明提供的复合非织造材料具有良好的力学性能、优异的吸水性和耐磨性以及较低的落絮性能。
技术特征:1.一种复合非织造材料,其特征在于,包括以下质量百分含量的层结构:
2.根据权利要求1所述复合非织造材料,其特征在于,所述第一纤网层和第二纤网层中的聚合物长丝的长度大于5cm,直径为0.1~30μm;
3.根据权利要求1所述复合非织造材料,其特征在于,所述第一混喷层和第二混喷层中的纤维素纤维的长度独立的为0.5~8mm,所述第一混喷层和第二混喷层中纤维素纤维和聚合物长丝的质量比独立的为10~90:9.8~70。
4.根据权利要求1所述复合非织造材料,其特征在于,所述吸收芯体层包括高分子吸水性树脂、纤维素纤维和高分子凝胶材料中的一种或多种。
5.制备权利要求1~4任一项所述复合非织造材料的设备,包括成网帘(30)、吸风装置(31)和位于成网帘上方的依次串联的第一纤网系统、第一混喷成型系统、吸收芯体系统(13)、第二混喷成型系统和第二纤网系统;
6.根据权利要求5所述设备,其特征在于,还包括热粘合系统(32)、纤网质量检测系统、后整理系统(36)和打包系统(37);所述纤网质量检测系统包括金属检测单元(33),纤网克重检测单元(34)和纤网疵点检测单元(35)。
7.根据权利要求5所述设备,其特征在于,所述第一熔喷单元包括第一纺丝箱体(01),第一螺杆挤出机(02),第一喂料装置(03)和第一喷丝板(57);
8.根据权利要求5或7所述设备,其特征在于,所述第一熔喷单元还包括第一冷却喷淋系统(26),所述第一混喷成型箱(09)出口设置有第二冷却喷淋系统(27),所述第二混喷成型箱(19)出口设置有第三冷却喷淋系统(28),所述第二熔喷单元还包括第四冷却喷淋系统(29)。
9.利用权利要求5~8任一项所述设备制备权利要求1~4任一项所述复合非织造材料的制备方法,包括以下步骤:
10.根据权利要求9所述制备方法,其特征在于,形成第二纤网层后还包括:对含有第一纤网层、第一混喷层、吸收芯体层、第二混喷层和第二纤网层的产品依次进行收集、后整理和打包;
技术总结本发明属于非织造材料技术领域,具体涉及一种复合非织造材料及其制备方法、制备复合非织造材料的设备。本发明设置上下两层纤网层有利于后期热粘合,能够极大地提高干/湿纤维网的整体强度,增加抗拉强度减少结构撕裂的发生,极大地减少消费者在使用过程中的落絮率。在本发明中,纤维素纤维和聚合物长丝共混的混喷层,利用纤维素纤维赋予非织材料优异的亲水性能、柔软性能;吸收芯体层极大地提高材料的吸水速率和吸水量。本发明提供的复合非织造材料具有良好的力学性能、优异的吸水性和耐磨性以及较低的落絮性能。技术研发人员:邹萌萌,刘德铭,韩烨受保护的技术使用者:山东希瑞新材料有限公司技术研发日:技术公布日:2024/6/2本文地址:https://www.jishuxx.com/zhuanli/20240802/235737.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表