方矩形钢管四角加热工艺及其装置的制作方法
- 国知局
- 2024-08-05 11:41:35
本发明涉及方矩形钢管四角加热,尤其涉及方矩形钢管四角加热工艺及其装置。
背景技术:
1、四角尖角方矩管被应用在玻璃幕墙上、机械导轨、机械设备、农机具骨架、钢结构、钢木家具等领域,目前国内需求量每年8000吨以上。
2、四角尖角产品生产工艺分为两种,第一种是方矩形管生产后,离线采用推方工艺,将四角推方成尖角后进行热处理,释放变形尖角后的应力。另一种是采用在线生产,在定径变形过程中进行加热,提高变形过程中的角部韧性。然而离线工艺,在四角推方成变为尖角的过程中多数已经出现开裂,导致成材率较低。
3、同时在四角成型过程中,由于离线工艺的特点,容易出现裂缝或裂纹。这些裂缝会降低产品的强度和耐久性,影响产品质量,同时也会导致产品的废品率增加;因为开裂和裂纹问题的存在,需要更多的人力物力进行检测和修正,增加了生产的复杂性和工艺控制的难度。这会降低生产效率,并增加生产周期。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的问题,而提出的方矩形钢管四角加热工艺及其装置。
2、为了实现上述目的,本发明采用了如下技术方案:
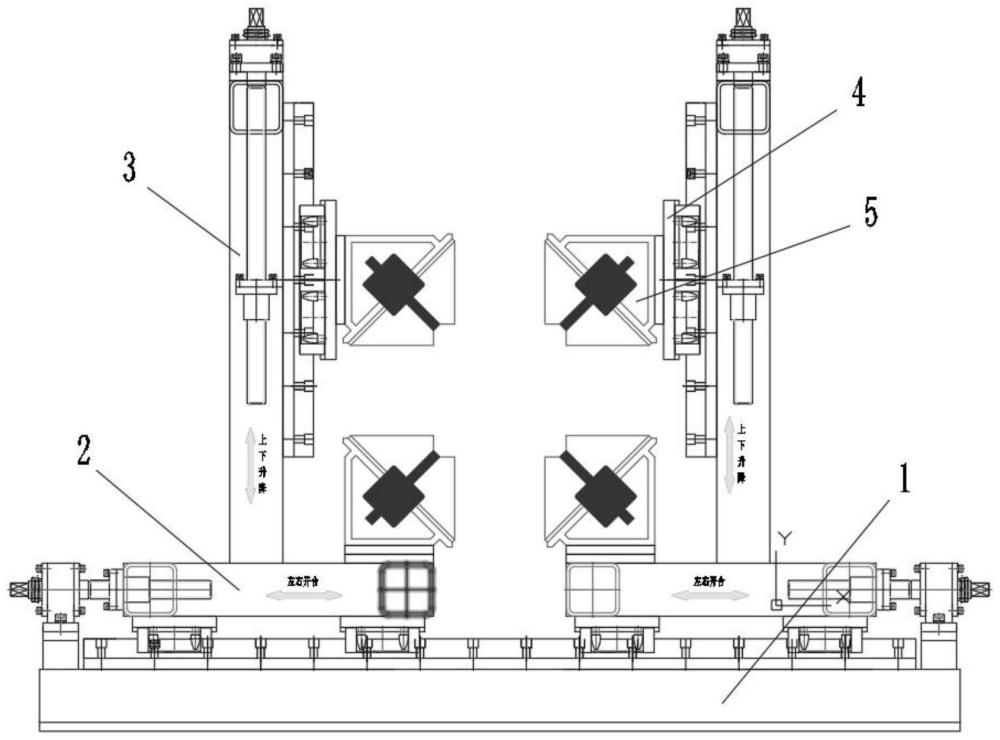
3、方矩形钢管四角加热装置,包括第一导轨,还包括:
4、竖直移动组件,竖直移动组件有两个,两个竖直移动组件对称设置于第一导轨上,两个竖直移动组件用于对方矩形钢管四角进行夹持;
5、竖直移动组件由竖直移动机构、第一滑台和加热机构组成;
6、竖直移动机构由第二导轨和第二滑台组成;
7、加热机构为加热传感器,每个加热机构由两个加热传感器组成。
8、作为本发明的进一步技术方案,第一滑台有两个,两个第一滑台对称滑动设置于第一导轨顶部,第一导轨能够带动两个第一滑台水平同步移动,第一导轨上转动安装有双向丝杠,双向丝杠表面通过螺纹连接于两个第一滑台内部,第一导轨端部转动安装有第一手轮,第一手轮通过连接轴和双向丝杠端部固定连接。
9、作为本发明的进一步技术方案,两个第二导轨竖直固定安装于两个第一滑台顶部,两个第二导轨对称设置,每个第二导轨均安装有单向丝杠,单向丝杠表面通过螺纹连接于第二滑台内部,第二导轨端部转动安装有第二手轮,第二手轮通过连接轴和单向丝杠端部固定连接。
10、作为本发明的进一步技术方案,两个第二滑台分别安装于两个第二导轨对立的侧面,对应的第二导轨能够带动对应的第二滑台竖直方向移动。
11、作为本发明的进一步技术方案,四个加热传感器分别安装于两个第二滑台对立的侧面和两个第一滑台顶部对立的两端,加热传感器为电磁感应器。
12、作为本发明的进一步技术方案,同一个加热机构上的两个加热传感器上下对称设置,四个加热传感器位于同一竖直平面内。
13、方矩形钢管四角加热工艺,包括以下步骤:
14、s1:方矩形管经过定径粗整形后进行加热工序,加热工序包括对该方矩形钢管的四个预弯角进行局部线性加热,使粗整形后的方矩形管置于四个加热传感器之间,然后通过第一导轨和第二导轨使得四个加热传感器对粗整形后的方矩形管进行触碰夹持,接着通过加热传感器对粗整形后的方矩形管件进行加热;
15、s2:当方矩形管弯角处达到预设温度,后进入精整辊压工序;
16、s3:在该精整辊压工序中,方矩形管的四个预弯角处受到轧辊的四个方向的轧制力,同时,由于四个预弯角处的受温度的影响,使方矩形钢管的预弯角处的屈服强度低于不受温度影响的平面母材,从而将轧辊轧制力传递到弯角处,发生塑形形变。
17、本发明的有益效果为:
18、其一,方矩形的弯角处受到温度的影响,使其屈服强度低于不受温度影响的平面母材,使得弯角处成形性能提高,从而将轧辊轧制力传递到弯角处,发生塑形形变,得到四个理想均匀的、合格的尖角;本成形工艺技术还有余热矫直作用,通过道次间的径差引起的速度差产生的轴向张力,结合角部余热,实现对方矩形管的矫直作用,消除其成形过程中出现的翘曲、扭曲等变形;
19、其二,用于强度高、延伸率低的高强钢辊压成型工艺,通过对变形区局部加热辊压成形,可获得弯曲半径更小的产品,满足更复杂、设计要求更严格的高强钢工件制备。
技术特征:1.方矩形钢管四角加热装置,包括第一导轨(1),其特征在于,还包括:
2.根据权利要求1所述的方矩形钢管四角加热装置,其特征在于,所述第一滑台(2)有两个,两个所述第一滑台(2)对称滑动设置于第一导轨(1)顶部,所述第一导轨(1)能够带动两个第一滑台(2)水平同步移动,所述第一导轨(1)上转动安装有双向丝杠,双向丝杠表面通过螺纹连接于两个第一滑台(2)内部,所述第一导轨(1)端部转动安装有第一手轮,所述第一手轮通过连接轴和双向丝杠端部固定连接。
3.根据权利要求2所述的方矩形钢管四角加热装置,其特征在于,两个所述第二导轨(3)竖直固定安装于两个第一滑台(2)顶部,两个所述第二导轨(3)对称设置,每个所述第二导轨(3)均安装有单向丝杠,所述单向丝杠表面通过螺纹连接于第二滑台(4)内部,所述第二导轨(3)端部转动安装有第二手轮,所述第二手轮通过连接轴和单向丝杠端部固定连接。
4.根据权利要求3所述的方矩形钢管四角加热装置,其特征在于,两个所述第二滑台(4)分别安装于两个第二导轨(3)对立的侧面,对应的所述第二导轨(3)能够带动对应的第二滑台(4)竖直方向移动。
5.根据权利要求4所述的方矩形钢管四角加热装置,其特征在于,四个所述加热传感器(5)分别安装于两个第二滑台(4)对立的侧面和两个第一滑台(2)顶部对立的两端,所述加热传感器(5)为电磁感应器。
6.根据权利要求5所述的方矩形钢管四角加热装置,其特征在于,同一个所述加热机构上的两个加热传感器(5)上下对称设置,四个所述加热传感器(5)位于同一竖直平面内。
7.方矩形钢管四角加热工艺,其特征在于,采用权利要求1-6任一所述的方矩形钢管四角加热装置,包括以下步骤:
技术总结本发明涉及方矩形钢管四角加热技术领域,公开了方矩形钢管四角加热工艺及其装置,包括第一导轨,还包括:竖直移动组件,竖直移动组件有两个,两个竖直移动组件对称设置于第一导轨上,两个竖直移动组件用于对方矩形钢管四角进行夹持;竖直移动组件由竖直移动机构、第一滑台和加热机构组成;竖直移动机构由第二导轨和第二滑台组成;加热机构为加热传感器,每个加热机构由两个加热传感器组成。本发明通过对变形区局部加热辊压成形,可获得弯曲半径更小的产品,满足更复杂、设计要求更严格的高强钢工件制备。技术研发人员:王振伟,杨强,王泰来,郑娅娜,杨超,张良刚,张兴桥,张超,孔祥周,颜继生,赵学巍受保护的技术使用者:山东济钢型材有限公司技术研发日:技术公布日:2024/8/1本文地址:https://www.jishuxx.com/zhuanli/20240802/258844.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表