一种用于控制焊接设备的控制盒及控制方法、存储介质与流程
- 国知局
- 2024-08-05 11:40:05
本发明涉及手持激光焊接,尤其涉及一种用于控制焊接设备的控制盒及控制方法、存储介质。
背景技术:
1、目前,在激光加工领域,激光焊接相对于传统的电焊,焊接速度快,焊缝小且焊缝光滑平整,加工品质高,无须抛光打磨节省后续工艺加工环节,激光焊接已经应用于汽车、轮船、桥梁钢构等多个行业。
2、目前,市场上的手持激光焊接产品,手持激光焊接枪头是在主机柜控制系统的控制下进行激光焊接,由于主机柜体积较大,移动不便,集成度较低,且焊接工艺参数配置复杂,造成手持激光焊接产品协同控制程度不高,操作模式单一,移动性差,无法满足灵活多变的加工需求。
技术实现思路
1、本发明实施例旨在提供一种用于控制焊接设备的控制盒及控制方法、存储介质,可以解决现有的手持激光焊接产品协同控制程度不高,操作模式单一,移动性差,无法满足灵活多变的加工需求的问题。
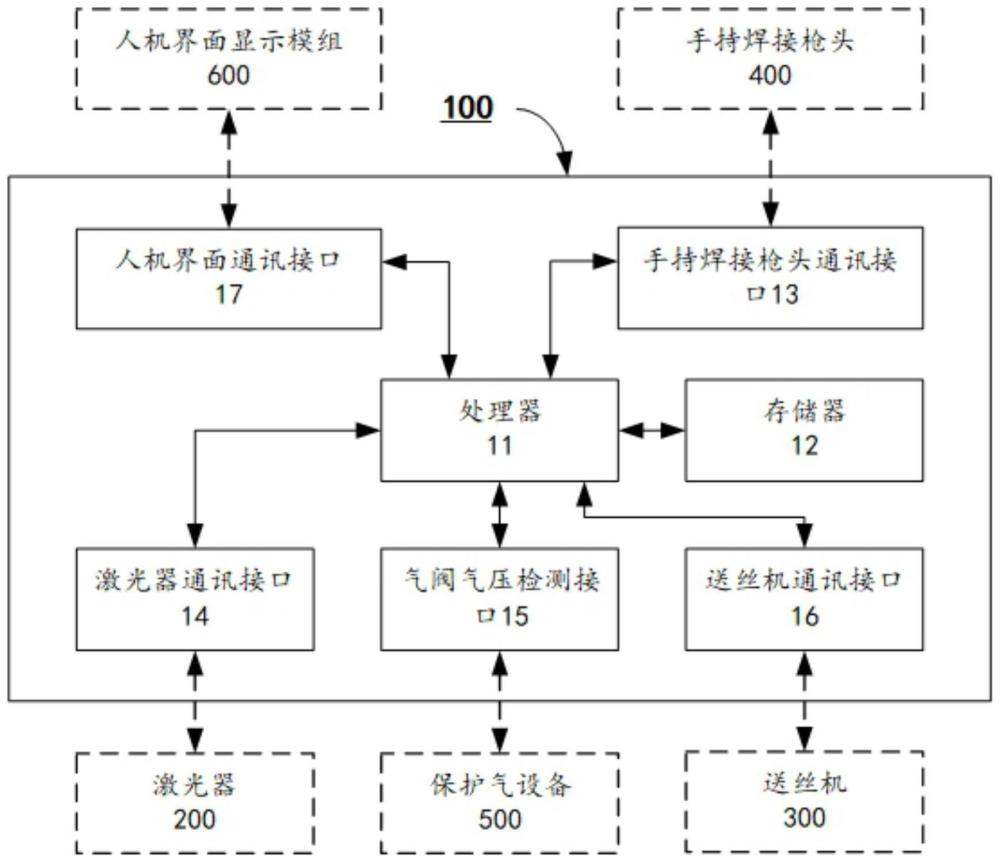
2、为解决上述技术问题,本发明第一方面实施例提供一种用于控制焊接设备的控制盒,所述控制盒外置于所述焊接设备,包括:气阀气压检测接口、送丝机通讯接口、手持焊接枪头通讯接口、激光器通讯接口、存储器和处理器,所述处理器分别与所述存储器、所述气阀气压检测接口、所述送丝机通讯接口、所述手持焊接枪头通讯接口和所述激光器通讯接口电性连接;所述存储器存储在所述处理器上运行的计算机程序,所述计算机程序被所述处理器执行以实现以下步骤:
3、实时检测所述焊接设备的工作状态,其中,所述焊接设备包括激光器、送丝机、手持焊接枪头和保护气设备;
4、在确定所述焊接设备的工作状态正常后,根据焊接需求,从预设操作模式中选取并加载一种与所述焊接需求匹配的操作模式;
5、根据选取的所述操作模式,从所述存储器中加载一组与所述焊接需求匹配的预设焊接工艺参数,分别通过所述气阀气压检测接口、所述送丝机通讯接口、所述激光器通讯接口和所述手持焊接枪头通讯接口输出使能信号,分别控制与其连接的所述保护气设备、所述送丝机、所述激光器和所述手持焊接枪头执行所述预设焊接工艺参数。
6、可选地,所述实时检测所述焊接设备的工作状态,包括:
7、实时检测所述焊接设备的工作状态,确定所述焊接设备是否存在故障;在确定所述焊接设备不存在故障之后,检测所述手持焊接枪头的按键被按下状态,在检测到所述手持焊接枪头的按键被按下之后,进一步检测安全回路的导通状态。
8、可选地,所述预设操作模式包括精简模式和专业模式,其中:
9、所述精简模式是在人工确定材料、板材厚度以及焊接方式后,再从所述存储器中加载一组与所述焊接需求匹配的预设焊接工艺参数进行激光焊接;
10、所述专业模式是实现模式调节和焊接工艺参数的详细设置,形成专业的预设焊接工艺参数,使所述焊接设备按照所述预设焊接工艺参数进行激光焊接。
11、可选地,在所述精简模式下,所述预设焊接工艺参数包括默认开启送丝使能信号,使与所述送丝机通讯接口连接的所述送丝机执行默认的送丝参数,以及默认开启激光使能信号给所述激光器通讯接口,使与所述激光器通讯接口连接的所述激光器执行默认的激光参数;或者,所述预设焊接工艺参数还包括默认开启鱼纹效果焊接。
12、可选地,在所述专业模式下,所述预设焊接工艺参数来自于预设专家焊接工艺参数库,或者来自于自定义预设焊接工艺参数;其中:
13、所述预设专家焊接工艺参数库是对各种焊接工艺参数进行组合配置,并对组合配置后的焊接工艺参数使用预设焊接材料进行模拟焊接,经模拟焊接得到的最佳配置焊接工艺参数形成所述预设专家焊接工艺参数库;
14、所述自定义预设焊接工艺参数包括在所述专业模式下,根据焊接需求,自主选取需要的焊接工艺参数并进行详细设置,形成自定义预设焊接工艺参数。
15、可选地,所述处理器执行所述计算机程序时还实现以下步骤:
16、对所述控制盒进行系统安全监控,包括系统安全开机自检测、系统安全运行时自检测和双互锁安全控制。
17、可选地,所述控制盒还包括人机界面通讯接口,所述人机界面通讯接口与所述处理器电性连接;
18、所述处理器执行所述计算机程序时还实现以下步骤:
19、通过所述人机界面通讯接口,与所述人机界面通讯接口连接的人机界面显示模组进行人机交互操作,接收或输出人机交互指令,使所述人机界面显示模组根据所述人机交互指令实现可视化。
20、可选地,所述处理器执行所述计算机程序时还实现以下步骤:
21、实时监控故障报警,通过所述人机界面通讯接口输出故障报警信号给所述人机界面显示模组。
22、相应地,本发明第二方面实施例提供一种焊接设备控制方法,应用于控制盒,所述控制盒包括气阀气压检测接口、送丝机通讯接口、手持焊接枪头通讯接口、激光器通讯接口、存储器和处理器,所述处理器分别与所述存储器、所述气阀气压检测接口、所述送丝机通讯接口、所述手持焊接枪头通讯接口和所述激光器通讯接口电性连接;所述焊接设备控制方法包括:
23、实时检测所述焊接设备的工作状态,其中,所述焊接设备包括激光器、送丝机、手持焊接枪头和保护气设备;
24、在确定所述焊接设备的工作状态正常后,根据焊接需求,从预设操作模式中选取并加载一种与所述焊接需求匹配的操作模式;
25、根据选取的所述操作模式,从所述存储器中加载一组与所述焊接需求匹配的预设焊接工艺参数,分别通过所述气阀气压检测接口、所述送丝机通讯接口、所述激光器通讯接口和所述手持焊接枪头通讯接口输出使能信号,分别控制与其连接的所述保护气设备、所述送丝机、所述激光器和所述手持焊接枪头执行所述预设焊接工艺参数。
26、相应地,本发明第三方面实施例提供一种存储介质,所述存储介质上存储有焊接设备控制方法的程序,所述焊接设备控制方法的程序被处理器执行时实现本发明第二方面实施例所述的焊接设备控制方法。
27、相对于现有技术,本发明提供一种用于控制焊接设备的控制盒及控制方法、存储介质,该控制盒外置于焊接设备,包括气阀气压检测接口、送丝机通讯接口、手持焊接枪头通讯接口、激光器通讯接口、存储器和处理器,所述处理器分别与所述存储器、所述气阀气压检测接口、送丝机通讯接口、手持焊接枪头通讯接口和激光器通讯接口电性连接;所述存储器存储在所述处理器上运行的计算机程序,所述计算机程序被所述处理器执行以实现以下步骤:实时检测焊接设备的工作状态,其中,所述焊接设备包括激光器、送丝机、手持焊接枪头和/或保护气设备;在确定所述焊接设备的工作状态正常后,根据焊接需求,从预设操作模式中选取并加载一种与所述焊接需求匹配的操作模式;根据选取的所述操作模式,从预设专家焊接工艺参数库中选取并加载一组与所述操作模式匹配的焊接工艺参数,分别通过所述气阀气压检测接口、所述送丝机通讯接口、所述激光器通讯接口和所述手持焊接枪头通讯接口输出使能信号,分别控制与其连接的保护气设备、送丝机、激光器和手持焊接枪头执行所述焊接工艺参数。从而通过所述处理器分别与所述存储器、所述气阀气压检测接口、送丝机通讯接口、激光器通讯接口和手持焊接枪头通讯接口电性连接,分别通过所述气阀气压检测接口、所述送丝机通讯接口、所述激光器通讯接口和所述手持焊接枪头通讯接口输出使能信号,分别控制与其连接的保护气设备、送丝机、激光器和手持焊接枪头执行所述焊接工艺参数,可以在控制盒中实现保护气设备、送丝机、激光器、手持焊接枪头的四合一控制,集成度高,智能化程度高,操作模式多样化,操作简单,可以根据激光焊接需求在控制盒中随时切换操作模式,提升加工效率,且可以满足灵活多变的加工需求;并且通过从预设专家焊接工艺参数库中选取并加载一组与所述操作模式匹配的焊接工艺参数,从而可以在实际焊接时,根据焊接需求从所述预设专家焊接工艺参数库中选择与该焊接需求匹配的焊接工艺参数,一键操作,操作简单,降低用户的使用难度,提高焊接效率;并且所述控制盒的体积小,移动性强,可以满足灵活多变的移动加工需求。从而可以解决现有的手持激光焊接产品协同控制程度不高,操作模式单一,移动性差,无法满足灵活多变的加工需求的问题。
本文地址:https://www.jishuxx.com/zhuanli/20240802/258707.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表