一种西林瓶生产线及生产方法与流程
- 国知局
- 2024-08-05 11:42:27
本发明涉及一种西林瓶生产线及生产方法。
背景技术:
1、西林瓶,又称:硼硅玻璃或钠钙玻璃管制(模制)注射剂瓶,是一种胶塞和铝塑组合盖封口的小瓶子。早期盘尼西林多用其盛装,故名西林瓶。
2、西林瓶有棕色、透明等种类、硼硅材质的西林瓶为市场上的主流产品。
3、形状主要为瓶颈部较细,瓶颈以下粗细一致。瓶口略粗于瓶颈,略细于瓶身,一般用做疫苗、生物制剂、粉针剂、冻干等药品的包装。
4、现有的西林瓶生产过程中,需要经过多道工序,多道工序之间不连贯需要人工转运西林瓶,人工转运过程中容易对西林瓶洁净度造成影响,使生产的西林瓶达不到相关规定的洁净度要求,因此针对以上问题提出这一种西林瓶生产线及生产方法。
技术实现思路
1、本发明的目的在于克服现有的缺陷而提供的一种西林瓶生产线,多道工序连接连续生产,避免了人工操作。
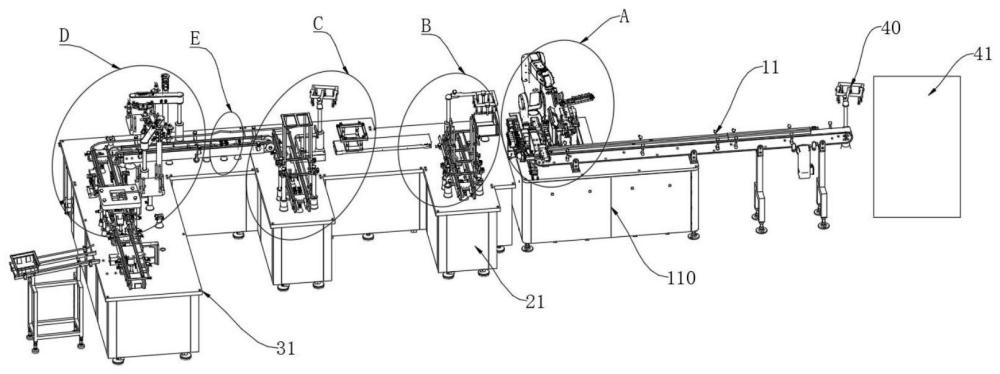
2、实现上述目的的技术方案是:一种西林瓶生产线,包括灯检组件、入托组件和封装组件;所述灯检组件设置在所述入托组件的一端,用于对西林瓶外观检测;所述入托组件用于将多个西林瓶入盒放置;所述封装组件设置在所述入托组件的另一端,用于对入盒后的西林瓶进行封装;所述灯检组件背离所述入托组件的一端对接西林瓶生产装置,所述西林瓶生产装置旁边设置西林瓶取出机械手。
3、优选的,所述灯检组件包括灯检台,所述灯检台上连接有第一西林瓶输送带,所述灯检台上连接有第一输送卡手,所述第一输送卡手对接所述第一西林瓶输送带的一端;所述灯检台上连接有灯检装置,所述第一输送卡手用于将第一西林瓶输送带上的西林瓶输送到所述灯检装置处;
4、所述第一西林瓶输送带远离所述灯检台的一端对接西林瓶生产装置;
5、所述灯检装置另一侧设置有第二输送卡手和第二西林瓶输送带,所述第二输送卡手用于将灯检完成后的西林瓶输送到所述第二西林瓶输送带上,所述第二西林瓶输送带的另一端为待取处;
6、所述灯检台还设置有第一机械手,所述第一机械手输出端连接夹持夹具,所述夹持夹具将待取处西林瓶搬运至所述入托组件。
7、优选的,所述入托组件包括第一工作台,所述第一工作台右端为巢盒放置区,所述第一工作台右端对接所述灯检台;所述巢盒放置区处设置有第二转运机械手,所述第一工作台上连接有巢板输送带,所述巢板输送带的一端对接所述第二转运机械手,所述巢板输送带的另一端设置有巢板堆放架;
8、所述第一工作台远离所述灯检台的一端设置有空巢盒输送带,所述空巢盒输送带的一端设置有巢盒堆放架,所述巢盒堆放架的另一端对接第三转运机械手;
9、所述第三转运机械手与所述第二转运机械手之间设置有来回输送带,所述来回输送带上固定连接有巢盒放置架。
10、优选的,所述封装组件包括第二工作台,所述第二工作台对接所述第一工作台的左端;所述第二工作台上设置有巢盒输送带,所述巢盒输送带一侧设置有盖材转运机械手和盖材堆放架;所述巢盒输送带后端一侧设置有封纸转运机械手和封纸堆放架;所述巢盒输送带还设置有热封装置。
11、优选的,所述巢盒输送带上设置有顶起旋转装置,用于巢盒位置的旋转调整。
12、优选的,所述巢盒输送带上设置有多个顶住阻挡气缸,分别位于盖材转运机械手处、封纸转运机械手处和热封装置处。
13、优选的,所述灯检台上连接横向移动轨道,所述第一输送卡手和所述第二输送卡手都滑动连接在所述横向移动轨道上。
14、一种西林瓶生产线的生产方法,包括以下步骤:
15、步骤s1,西林瓶经过灯检组件检测;
16、步骤s2,西林瓶通过入托组件放入巢盒中;
17、步骤s3,放入巢盒中的西林瓶通过封装组件密封。
18、所述步骤s1,西林瓶经过灯检组件检测包括;
19、步骤s11,西林瓶取出机械手将西林瓶生产装置生产出的西林瓶取出放置在第一西林瓶输送带上,西林瓶通过第一西林瓶输送带输送至第一输送卡手处,第一输送卡手每次夹取四个西林瓶,并通过横向移动轨道输送至灯检装置处;
20、步骤s12,灯检完成后第二输送卡手将灯检装置处的西林瓶输送到第二西林瓶输送带上,通过第二西林瓶输送带将西林瓶输送到待取处。
21、所述步骤s2,西林瓶通过入托组件放入巢盒中包括;
22、步骤s21,空巢盒输送带从巢盒堆放架输送一个空巢盒至第三转运机械手处,第三转运机械手将空巢盒吸附搬运到巢盒放置架上,通过来回输送带将空巢盒输送到第二转运机械手处;
23、步骤s22,第二转运机械手处将空巢盒吸附搬运到第一工作台上的巢盒放置区处;
24、步骤s23,巢板输送带从巢板堆放架上输送一张巢板至第二转运机械手处,通过第二转运机械手将巢板吸附搬运至巢盒内;
25、步骤s24,第一机械手运动通过夹持夹具将待取处处的西林瓶搬运至第一工作台上的巢盒放置区上的巢盒内巢板上,依次放置;
26、步骤s25,一层巢板放满后,巢板输送带再次从巢板堆放架上输送一张巢板至第二转运机械手处,通过第二转运机械手将巢板吸附搬运至巢盒内,一个巢盒内可以放置多层巢板;
27、步骤s26,巢盒放置满后,来回输送带将巢盒放置架输送至第二转运机械手处,第二转运机械手将放满西林瓶的巢盒搬运至巢盒放置架内,然后来回输送带将巢盒放置架输送至第三转运机械手处,第三转运机械手将放满西林瓶的巢盒搬运至巢盒输送带上;
28、步骤s27,重复步骤s21-步骤s26,继续将西林瓶放入新的巢盒中。
29、所述步骤s3,放入巢盒中的西林瓶通过封装组件密封包括;
30、步骤s31,放满西林瓶的巢盒,通过巢盒输送带向前运动,经过顶起旋转装置时,巢盒方向正确时顶起旋转装置不运动,巢盒方向不正确时,顶起旋转装置将巢盒顶起旋转调整方向后继续放置在巢盒输送带上向前运动;
31、步骤s32,巢盒到达盖材转运机械手处时一个顶住阻挡气缸升起阻挡巢盒运动,盖材转运机械手从盖材堆放架上吸取一个盖材放置在巢盒内,然后顶住阻挡气缸下降巢盒跟随巢盒输送带继续运动;
32、步骤s33,巢盒到达封纸转运机械手处时,另外一个顶住阻挡气缸升起阻挡巢盒运动,封纸转运机械手从封纸堆放架上吸取一个封纸放置在巢盒内,然后顶住阻挡气缸下降巢盒跟随巢盒输送带继续运动;
33、步骤s34,巢盒到达热封装置处时,一个顶住阻挡气缸升起阻挡巢盒运动,热封装置内有托起气缸将巢盒托起,然后热封装置将封纸与巢盒热封连接,完成后托起气缸下降巢盒继续通过巢盒输送带输送至成品放置区。
34、优选的,第二西林瓶输送带旁边还设置有剔废缓存通道,灯检不合格的西林瓶会被第二输送卡手输送到剔废缓存通道缓存。
35、本发明的有益效果是:本西林瓶生产线,通过将多道工序连接起来连续生产,工序间避免了人工转运西林瓶,避免了对西林瓶洁净度造成影响,使生产的西林瓶达到相关规定的洁净度要求;同时多道工序连接连续生产,避免了时间浪费,增加工作效率。
本文地址:https://www.jishuxx.com/zhuanli/20240802/258931.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表