一种混凝土空心支撑柱的快速卧式预制方法与流程
- 国知局
- 2024-08-05 11:51:21
本发明涉及混凝土基础,特别涉及一种混凝土空心支撑柱的快速卧式预制方法。
背景技术:
1、在基础施工建设中,混凝土空心支撑柱为一种广泛应用于地上、地下、以及水下结构物中基础承重构件,可作为支撑体、桩体、结构柱等使用;在结构上具体由空心混凝土柱体和内置钢筋骨架构成,并根据实际应用需求确定具体尺寸。
2、该混凝土空心支撑柱按照制造和施工方法有两种制作方法;一种方法为采用传统的现场浇筑方式制成,另一种方法为在专门预制场地采用立式预制方式完成预制后,再运输至施工场地。其中,传统的现场浇筑方式在实际浇筑时需要通过现场搭设平台内置芯模、外设模板的方式形成与预制支撑柱尺寸相适应的浇筑模型,而后再通过向模型内浇筑混凝土浆形成,浇筑完成后还需要拆除芯模和外模板,具体步骤包括绑扎钢筋,搭设平台支立模板,浇筑混凝土,拆除模板养护等,不仅施工步骤较为繁琐,且施工效率较低,模板需要倒运至每个浇筑点等问题。而立式预制方式则需要设置配套工程,包括建设预制厂房,引进较为高大的起吊设备等,导致该方法的成本较高,同时在进行立式浇筑过程中柱体高度影响浇筑难度,柱体越高浇筑越难,同样对于吊装模板和浇筑混凝土高度越高带来安全风险越大,而且对于用于工程建设基础使用构件整体进行包裹施工较为困难;此外,与传统现浇支撑柱方式相同,该方法也存在工效低、养护时间长的问题。
3、因此,基于当前混凝土空心支撑柱常规制作方法存在的缺陷,有必要开发一种混凝土空心支撑柱的快速卧式预制工艺。
技术实现思路
1、本发明的目的是提供一种解决现有制作缺陷的混凝土空心支撑柱的快速卧式预制方法。
2、为此,本发明技术方案如下:
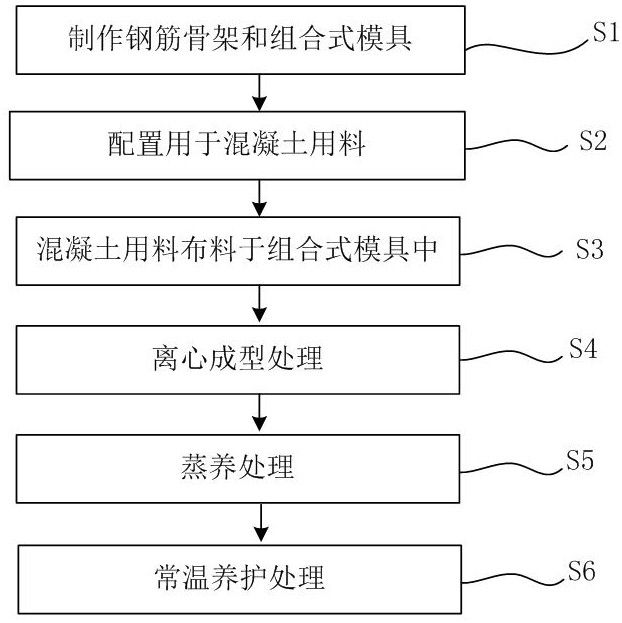
3、一种混凝土空心支撑柱的快速卧式预制方法,具体实施步骤如下:
4、s1、根据支撑柱的尺寸要求,制作钢筋骨架和组合式模具;组合式模具包括沿轴向对开为上弧形体和下弧形体的卧式圆柱形模筒、以及可拆卸固定在圆柱形模筒两端的两块环形封端模板,钢筋骨架居中内置并固定在组合式模具内;
5、s2、配置混凝土用料:混凝土用料的水灰比控制在0.24~0.26,并于布料前用水调配混凝土用料的塌落度在60mm~80mm;
6、s3、将由步骤s2配制的混凝土用料布料于组合式模具中,并完成组合式模具的装配;
7、s4、对经过步骤s3装配的组合式模具及其内部混凝土用料进行离心处理,使组合式模具内的钢筋骨架和混凝土用料初步离心成型;其中,离心加速度设置为20g~28g,g为重力加速度;离心时间t1设置为:t1≥15min;
8、s5、利用饱和蒸汽,对经过步骤s4处理的组合式模具及其内部初步离心成型的预制支撑柱进行蒸养处理;蒸养处理条件为:蒸养环境温度为70℃~90℃,蒸养时间t2设置为:t2≥9h;
9、s6、拆除组合式模具,将经过步骤s5处理得到的预制支撑柱置于常温下养护1~3天。
10、进一步地,组合式模具中,在上弧形体和下弧形体的两侧纵向接缝处设置连接板,使二者通过间隔设置在每侧两个连接板上的多个螺栓连接固定为卧式圆柱形模筒;圆柱形模筒外壁上沿轴向间隔设有多条环形定位带,其两端的端侧内壁上均形成有内环形凸台;封端模板为一块板面上沿圆周方向均布开设有多个钢筋穿设孔的环形板,且在环形板的外侧板面上垂直固定有多个套筒,各套筒分别与各钢筋穿设孔一一对应并相贯通;钢筋穿设孔的开设数量及相邻钢筋穿设孔间距分别与钢筋骨架端侧纵筋的数量及相邻纵筋间距相适应,使每块封端模板以其穿设在钢筋骨架的多条纵筋上的方式设置在圆柱形模筒端侧,且其外侧板面抵在邻侧内环形凸台的内侧端面上;在每块封端模板的外侧板面上还沿周向均布设置有多个l形卡块;每个l形卡块的两个条形体分别固定在封端模板和圆柱形模筒上,使钢筋骨架通过两块封端模板紧固固定在圆柱形模筒内。
11、进一步地,套筒的内径大于或等于钢筋穿设孔的孔径,其轴向长度为15mm~50mm。
12、进一步地,在套筒与钢筋骨架的纵筋之间的环空缝隙处填充有泡沫胶。
13、进一步地,步骤s3的具体实施步骤为:
14、s301、将组合式模具的下弧形体以开口朝上的方式设置在地面上;
15、s302、将两块封端模板分别穿设在钢筋骨架两端的多根纵筋上,而后将钢筋骨架吊运至下弧形体内,两块封端模板插设在下弧形体的两端侧;
16、s303、利用混凝土布料机,将由步骤s2配置的混凝土用料均匀布料在整个下弧形体内,混凝土布料应满足每延米布料量的误差不能超过0.2m3;
17、s304、将上弧形体吊运至下弧形体上方,并与下弧形体对合固定为一体,并通过在圆柱形模筒与端侧封端模板之间固定多个l形卡块,使两块封端模板压紧钢筋骨架。
18、进一步地,在步骤s4中,离心处理通过离心设备实现,其包括设置在底座上的电机和两个旋转组件;在底座长度方向上的两端对称设置有两块立板;两个旋转组件沿水平方向平行、间隔设置;每个旋转组件包括转动杆、以及沿转动杆轴向等间距固定的多个传动辊;转动杆的两端分别通过转动轴承转动设置在两块立板上,每个传动辊的外壁上居中开设有与环形定位带相配合的环形凹槽,且每相邻两个传动辊之间的间距与圆柱形模筒外壁上相邻两条环形定位带的间距相适应;电机固定在底座的一侧立板上,其输出轴通过联轴器与其中一根转动杆连接;两根转动杆之间通过带传动机构或链传动机构实现同步同向转动。
19、进一步地,在步骤s5中,蒸养处理在蒸养坑内实现;蒸养坑为自地面挖掘的坑体,坑体的尺寸与组合式模具的尺寸相适应,且坑口处设置有盖板;坑体底部铺设有若干条蒸汽管路,各蒸汽管路均与饱和蒸汽发生装置连接。
20、进一步地,在步骤s5中,蒸养坑内侧均布设置有多个温度传感器,以监测蒸养坑内的蒸养环境温度。
21、与现有技术相比,该混凝土空心支撑柱的快速卧式预制方法采用卧式离心成型工艺代替传统模板浇筑和立式预制工艺,依次通过在组合式模具中装配钢筋骨架、混凝土用料配置、混凝土用料布料、离心成型、蒸养处理和常温养护多个步骤实现;该预制方法无需建设特殊预制化工厂,通过相关设备引进即可实现在普通工厂内完成单根混个凝土空心支撑柱的预制作业;并且,该方法的离心成型预制方式还能够使混凝土成型更加密实,在质量提高的同时,减少施工工序,大幅降低成本;在离心成型的基础上,通过蒸养工艺使混凝土快速成型和强度提升,使预制支撑柱的混凝土强度达到设计强度的90%以上,满足快速脱模起吊,并投入运输的要求,在运输、存储过程中即可完成最后的养护过程,形成与常规工艺强度一致的柱体,大幅提升生产、施工效率。
技术特征:1.一种混凝土空心支撑柱的快速卧式预制方法,其特征在于,步骤包括:
2.根据权利要求1所述的混凝土空心支撑柱的快速卧式预制方法,其特征在于,组合式模具(2)中,在上弧形体(201)和下弧形体(202)的两侧纵向接缝处设置连接板(203),使二者通过间隔设置在每侧两个连接板(203)上的多个螺栓连接固定为卧式圆柱形模筒;圆柱形模筒外壁上沿轴向间隔设有多条环形定位带,其两端的端侧内壁上均形成有内环形凸台;封端模板(204)为一块板面上沿圆周方向均布开设有多个钢筋穿设孔的环形板,且在环形板的外侧板面上垂直固定有多个套筒(2041),各套筒(2041)分别与各钢筋穿设孔一一对应并相贯通;钢筋穿设孔的开设数量及相邻钢筋穿设孔间距分别与钢筋骨架(1)端侧纵筋的数量及相邻纵筋间距相适应,使每块封端模板(204)以其穿设在钢筋骨架(1)的多条纵筋上的方式设置在圆柱形模筒端侧,且其外侧板面抵在邻侧内环形凸台的内侧端面上;在每块封端模板(204)的外侧板面上还沿周向均布设置有多个l形卡块(206);每个l形卡块(206)的两个条形体分别固定在封端模板(204)和圆柱形模筒上,使钢筋骨架(1)通过两块封端模板(204)紧固固定在圆柱形模筒内。
3.根据权利要求2所述的混凝土空心支撑柱的快速卧式预制方法,其特征在于,套筒(2041)的内径大于或等于钢筋穿设孔的孔径,其轴向长度为15m~50m。
4.根据权利要求3所述的混凝土空心支撑柱的快速卧式预制方法,其特征在于,在套筒(2041)与钢筋骨架(1)的纵筋之间的环空缝隙处填充有泡沫胶。
5.根据权利要求1所述的混凝土空心支撑柱的快速卧式预制方法,其特征在于,步骤s3的具体实施步骤为:
6.根据权利要求2所述的混凝土空心支撑柱的快速卧式预制方法,其特征在于,在步骤s4中,离心处理通过离心设备实现,其包括设置在底座(301)上的电机(303)和两个旋转组件;在底座(301)长度方向上的两端对称设置有两块立板;两个旋转组件沿水平方向平行、间隔设置;每个旋转组件包括转动杆(302)、以及沿转动杆(302)轴向等间距固定的多个传动辊(304);转动杆(302)的两端分别通过转动轴承转动设置在两块立板上,每个传动辊(304)的外壁上居中开设有与环形定位带相配合的环形凹槽,且每相邻两个传动辊(304)之间的间距与圆柱形模筒外壁上相邻两条环形定位带的间距相适应;电机(303)固定在底座(301)的一侧立板上,其输出轴通过联轴器与其中一根转动杆(302)连接;两根转动杆之间通过带传动机构或链传动机构实现同步同向转动。
7.根据权利要求2所述的混凝土空心支撑柱的快速卧式预制方法,其特征在于,在步骤s5中,蒸养处理在蒸养坑内实现;蒸养坑为自地面挖掘的坑体,坑体的尺寸与组合式模具(2)的尺寸相适应,且坑口处设置有盖板;坑体底部铺设有若干条蒸汽管路,各蒸汽管路均与饱和蒸汽发生装置连接。
8.根据权利要求7所述的混凝土空心支撑柱的快速卧式预制方法,其特征在于,在步骤s5中,蒸养坑内侧均布设置有多个温度传感器,以监测蒸养坑内的蒸养环境温度。
技术总结本发明公开了一种混凝土空心支撑柱的快速卧式预制方法,步骤包括:S1、根据支撑柱的尺寸要求,制作钢筋骨架和组合式模具;S2、配置混凝土用料;S3、将混凝土用料布料于组合式模具中并完成装配;S4、对组合式模具及其内部混凝土用料进行离心处理;S5、对组合式模具及其内部初步离心成型的预制支撑柱进行蒸养处理;S6、拆除组合式模具,在运输、储存过程中完成预制支撑柱的常温下1~3天养护;该方法采用卧式离心成型工艺代替传统模板浇筑和立式预制工艺,不仅预制得到的支撑柱质量提高,且施工工序少,成本低,且能够使混凝土支撑柱快速成型和强度提升,满足快速脱模起吊,并投入运输的要求,大幅提升生产、施工效率。技术研发人员:李龙舟,李杰,阎玉涛,运红岩,许书星,姚舜禹,甄天宇,李洪雪,孙文冰,刘超,王功亮受保护的技术使用者:天津港航工程有限公司技术研发日:技术公布日:2024/8/1本文地址:https://www.jishuxx.com/zhuanli/20240802/259725.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表