从包含未固化的橡胶和增强材料的复合产品中回收组分材料的方法与流程
- 国知局
- 2024-08-05 11:51:55
背景技术:
1、包括固化的(硫化)橡胶的复合废品,例如报废轮胎,可以通过使用机械尺寸减小设备(如粉碎机、造粒机和细粉磨机)来回收。
2、在橡胶制品制造过程中,产生可包括未固化的或“绿色(green)”橡胶的废物。例如,轮胎由包含聚合物以及金属和织物增强件的基材制造。金属珠和织物帘线用于帘布层中并加强侧壁。在制造过程期间的任何点处,基材可能被废弃。废弃可能是由于组装不良、厚度或含量变化,或质量控制上的一些其他此类错误或失败。被废弃的零件通常被打包或包装到托盘箱中并被发送以进行加工或处置。
3、除非使用大量的抗粘添加剂,否则如用于固化的报废轮胎的常规方法(如切碎和造粒)不能用于加工这些基材。在不添加此类添加剂的情况下,未固化的橡胶粘附到表面和自身。当暴露于金属刀片时,未固化的橡胶将粘附到刀片上并积聚以形成团聚的球。继续暴露于摩擦源会加热未固化的橡胶并导致着火的风险。尽管合适的添加剂是已知的,如滑石、白垩和金属皂,但这些添加剂的添加显著影响未固化的橡胶作为原材料再加工的适用性。
4、通常,基材内金属和织物的存在不允许未固化的橡胶作为原材料的回收和重新配混。由于未固化的橡胶的极粘性质,粘附到金属和织物上的橡胶不能容易地除去。如果要重复使用这些材料(未固化的橡胶、金属和织物),则组分材料的分离是必要的。
5、由于这种困难,通常将包含未固化的橡胶的废基材送去燃烧。
6、轮胎的生产与高碳足迹(carbon footprint)相关。因此,希望回收未固化的橡胶以作为原材料重新用于初级应用中,以抵消碳足迹并从所产生的排放中获益。废弃的橡胶基质的重复使用也将减少对增加橡胶种植的需求,取代林区。此外,可以有利地减少对石油衍生产品(如合成橡胶聚合物和炭黑)的需求。
7、废物流的规模约为每年生产的所有轮胎的10%。每年约有4000万吨天然橡胶、合成橡胶和炭黑被浪费掉。显然,如果实现更有效地使用废物流,则对环境将具有显著的益处。
8、然而,任何合适的废物管理解决方案将需要能够以显著的产出量在大的工业规模上操作。
9、除了机械处理途径之外,仅进行了小规模和非商业可行的尝试,例如从橡胶片剥离单独的导线。
10、非机械粉碎方法是已知的,例如使用水射流,并且这些方法特别用于回收包含硫化橡胶的用过的产品。
11、在jp2005046758a中,描述了一种用水射流压碎橡胶轮胎的方法,其中,通过直径为至的喷嘴以70mpa至175mpa的压力和30升/分钟或更大的流速喷射水射流。
12、us5944925a讨论了通过移除磨损的胎面并安装新的胎面来给轮胎重新胎面翻新。该文献提供了一种在粘结之前处理硫化橡胶表面的方法,其中,通过施加高压流体射流产生表面粗糙度并消除降解的表面颗粒。
13、在itmi20081559a1中,详细描述了一种用于回收报废轮胎的方法。该方法使用水射流技术粉碎轮胎,并从轮胎分解中获得橡胶粉、钢和尼龙纤维。
14、在ru2114731中描述了一种将磨损的橡胶汽车轮胎水射流切割成橡胶碎屑的方法。当切割金属帘线轮胎时,橡胶与金属帘线分离,并且金属帘线也可以用作可回收材料或废金属。
15、在wo2011/158002a1中,提供了一种用于将用过的车辆轨道还原为可用的组成部分的方法。该方法使用高压水射流并产生橡胶碎屑浆料,该橡胶碎屑浆料还可包括织物组分。
16、wo2012/127510使用水射流处理硫化橡胶。描述了1000-4000巴的压力,水流量为8-16升/分钟。
17、wo2013/105553a1将橡胶材料粉碎至例如0.5mm至3mm的粒度,并描述了使用水射流从该橡胶碎屑中除去杂质。
18、ep3815867a1描述了通过涉及使用水射流技术粉碎热固性聚合物,然后干燥粉碎的热固性聚合物的方法来回收热固性聚合物物体。
19、ru2746836c1描述了在废橡胶化金属帘线中从金属帘线分离未硫化橡胶。该方法利用水在高压下的作用,据称其破坏橡胶化钢帘线中橡胶和金属之间的结合。具体地,提供进料,其是废料/废橡胶化金属帘线(未硫化橡胶化合物),并且其位于不锈钢格栅上的工作腔室中,然后用具有500至3000巴的压力功率的水射流冲击,流速为15升/分钟或更高。这被描述为通过破坏进料的完整性而导致橡胶的完全分离。
20、然而,仍然需要一种方法,该方法允许从未固化的橡胶复合产品中以适于重复使用的形式回收所有单独的材料。
技术实现思路
1、本发明提供了一种从复合产品中回收组分材料的方法,所述方法包括:
2、a)提供包含多种组分材料的复合产品,所述组分材料包括未固化的橡胶和选自织物和/或金属的增强材料;
3、b)制备复合产品的一个或多个标准化片材,其中每个标准化片材具有125mm或更小的最大厚度,优选110mm或更小,更优选100mm或更小;
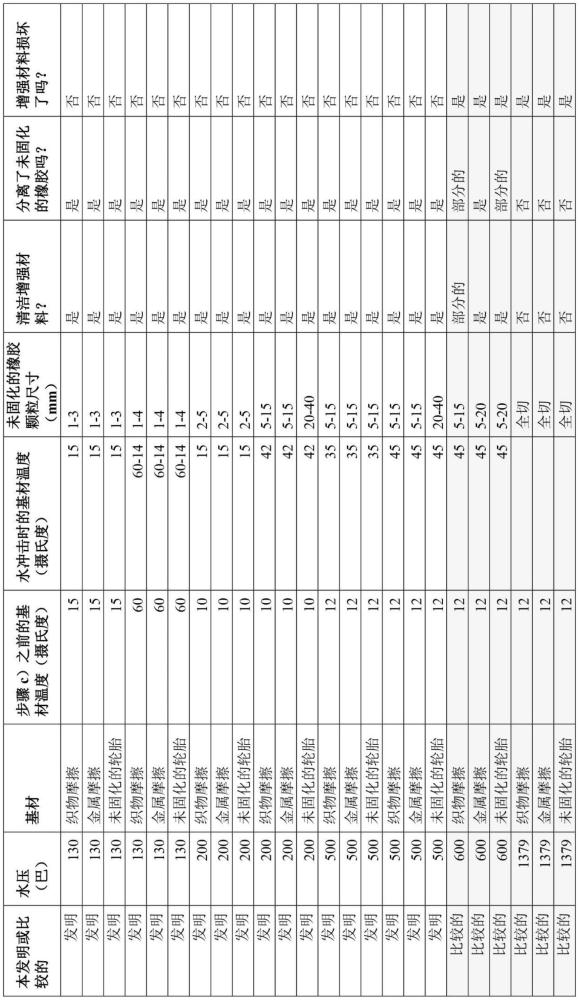
4、c)将加压水喷射到所述标准化片材的一个或多个表面上,其中水的压力高达500巴,从而将未固化的橡胶从所述增强材料上剥离并产生未固化的橡胶织物和增强材料的混合物。
5、本发明的方法是一种工业上可行的方法,其可以将未固化的橡胶和选自织物和/或金属的增强材料从它们结合在一起的复合材料形式变为它们彼此分开的混合物形式。然后可以单独重复使用组件材料。
6、有利地,未固化的橡胶以不含污染并且适合于重新配混和重复使用的形式获得。在另一个益处中,增强材料(金属和/或织物)以其未损坏并且适合于重复使用的形式获得。
7、特别地,通过将复合产品制备成最大厚度为125mm,如110mm或更小,优选最大厚度为100mm的标准化片材,已经确定未固化的橡胶可以使用非侵蚀性条件从金属和/或织物上剥离,这意味着避免了对金属和/或织物的损坏。
8、这与现有工艺形成对比,在现有工艺中,水在非常高的压力下使用,因此起到切穿整个产品的作用,导致对至少一些组分材料的损坏。可以理解的是,如果织物被撕开,那么它不能重复使用,并且如果金属被切割,那么这可能暴露危险的金属碎片。
9、在防止橡胶污染方面,避免侵蚀性条件是进一步有益的。切割或撕裂材料的侵蚀性条件导致橡胶被金属和/或织物碎片污染。当考虑重复使用橡胶时,避免这种污染显然是有利的。
10、通过将片材标准化使得它们相对较薄,并且优选它们的厚度基本均匀,已经发现500巴或更低的加压水有效地将橡胶从增强材料剥离,并且有利地,橡胶形成可以容易地去除和处理的碎屑和/或颗粒。
11、已经确定,在步骤c)中,水不应在大于500巴的压力下使用,因为这会导致增强材料(特别是织物材料)的损坏。在一个实施方案中,水在小于500巴的压力下使用。在一个实施方案中,水在110巴至500巴,或120巴至500巴,优选130巴至500巴的压力下使用。在一个优选实施方案中,可以在130至450巴,例如150至400巴,例如200至400巴的压力下使用水。
12、在一个实施方案中,增强材料是金属,并且使用的压力为130至500巴,例如150至450巴或200至400巴,如300至400巴,例如约375巴。在500巴以上,已经确定金属丝被剥离过猛,并且橡胶将不会从所得金属丝带中完全去除。
13、在一个实施方案中,增强材料是织物,并且使用的压力为130至400巴或200至400巴,例如225至375巴,如275至350巴,例如约340巴。
14、在本发明中,可以在喷射阶段中施加每面积恒定的单位力,例如使用喷嘴将加压水引导到表面上。本发明的方法在工业规模上是受控的和可重复的。通过进行片材的标准化,由水射流施加的力在整个片材上是均匀的。
15、在本发明方法的步骤c)中使用的压力具有类似于高压清洗的大小,而不是高得多的水射流切割压力。水射流切割通常涉及至少约10000psi(689巴)的压力并且通常高于20000psi(1379巴),例如约60000psi(4136巴)或更高。
16、在本发明的一个实施方案中,所述方法还包括以下步骤中的一个或多个,如两个或更多个:
17、d)从所述混合物中分离金属,例如通过使用磁体;和/或
18、e)从所述混合物中分离织物,例如通过使用过滤器或筛网或通过抽吸或浮选;和/或
19、f)从所述混合物中分离所述未固化的橡胶,例如可以抽出(drawn off)橡胶。
20、可以理解的是,步骤d)和e)和f)可以以任何顺序进行。
21、在一个实施方案中,进行步骤d)和e)(以任一顺序),并且留下未固化的橡胶作为最终分离的产物。
22、在一个优选实施方案中,所述方法产生三种单独的产品:(i)未固化的橡胶,(ii)金属和(iii)织物。这些单独的产品中的每一种都适合重复使用。
23、可以任选地干燥未固化的橡胶,例如使用脱水和干燥输送机。未固化的橡胶可以任选地经受橡胶调节。在一个实施方案中,所述未固化的橡胶随后被重新配混。
本文地址:https://www.jishuxx.com/zhuanli/20240802/259786.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表