用于调节纺纱厂的卷绕机的操作参数的电子装置及其调节方法与流程
- 国知局
- 2024-08-05 11:52:34
本公开涉及一种用于调节纺纱厂的卷绕机的操作参数的电子装置及其调节方法。更具体地,本公开涉及一种用于调节纺纱厂的纺纱和卷绕部分的卷绕机的一个或多个操作参数的电子装置,并且涉及一种用于调节纺纱厂的纺纱和卷绕部分的卷绕机的一个或多个操作参数的方法。
背景技术:
1、纺纱厂包括各种部分,这些部分包括用于将天然和人造纤维及其混合物转变为纱线的不同类型的纺织机。纺纱厂被设计成以使得能够在后续制造步骤中实现适当纱线性能的形式生产纱线。为此目的,要求纱线与预定的质量参数相匹配,并且纱线以适于后续制造步骤的配置进行生产。纱线的质量参数可以涉及长丝的质量、粗度、数量等。由纺纱厂生产的纱线的配置可以涉及纱线筒管,在纱线筒管上卷绕大量纱线以用于有效的运输和使用。
2、纺纱厂的纺纱和卷绕部分可以包括一个或多个纺纱机以及一个或多个卷绕机。
3、纺纱机包括多个纺纱位置。在纺纱位置处,粗纱筒管从上游纺织机被接收。在纺纱位置处,粗纱从粗纱筒管管退绕、拉伸、加捻(纺成)并作为纺成纱线卷绕到管纱上。在管纱的生产期间,可以监测纺纱参数。
4、卷绕机布置在纺纱机的下游,并且接收由纺纱机生产的管纱。
5、卷绕机典型地包括多个卷绕位置。在卷绕位置处,由上游纺纱机生产的管纱被一个接一个地重绕到具有重绕纱线的纱线筒管上。重绕的一个目的是制造能够被有效运输和使用的大纱线筒管。在重绕期间,纱线的性质可被监测并与预定的质量标准比较。如果不满足质量标准,则可以移除纱线的缺陷部分。所谓的清纱系统被公知用于该目的,例如参见wo2012051730,其使得能够进行相应的清纱操作。
6、纱线筒管由卷绕机以适于随后的制造步骤的配置生产。
7、wo2019227241公开了一种操作纺纱系统的方法,该纺纱系统包括具有多个纺纱位置的环锭纺纱机和具有多个卷绕位置的卷绕机。纱线在纺纱位置中的一个处被纺成并被卷绕到管纱上。在管纱卷绕期间的不同时间确定纺纱参数值,并将其存储为纺纱数据。在卷绕位置处,纱线从管纱重绕到纱线筒管上。在管纱重绕期间的不同时间确定纱线参数值,并将其存储为纱线数据。纺纱数据和纱线数据以它们与相同纱线部分相关的方式自动地彼此分配。基于彼此分配的纺纱数据和纱线数据,在环锭纺纱机上进行干预。
8、ep3549892a1公开了一种自动络纱机,其包括纱线卷绕单元和接收单元,所述纱线卷绕单元包括被配置成供应纱线的纱线馈送器和被配置成卷绕从所述纱线馈送器供应的纱线并形成卷装的卷绕设备,所述接收单元被配置成接收待由所述卷绕设备卷绕的纱线的目标质量的设定。
技术实现思路
1、可能需要一种用于调节纺纱厂的纺纱和卷绕部分的卷绕机的一个或多个操作参数的电子装置以及一种用于调节纺纱厂的纺纱和卷绕部分的卷绕机的一个或多个操作参数的方法,其提高了性能,其优化了质量和/或减少了能量消耗。
2、这种需要可以通过独立权利要求的主题来满足。在从属权利要求中限定了有利的实施例。
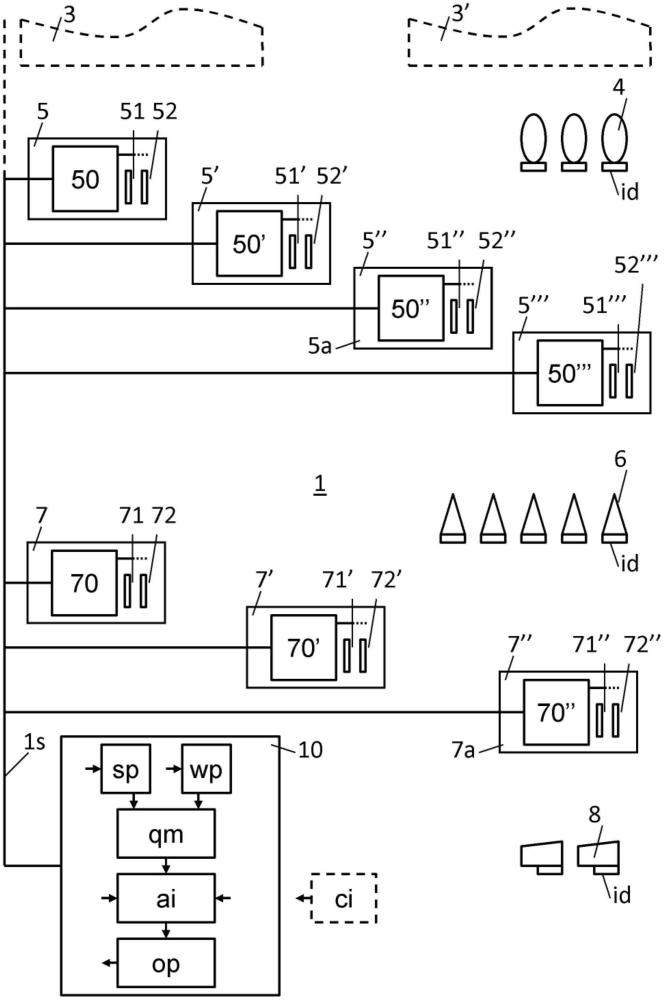
3、本发明的一个方面涉及一种用于调节纺纱厂的纺纱和卷绕部分的卷绕机的一个或多个操作参数的电子装置,所述纺纱和卷绕部分包括一个或多个纺纱机以及一个或多个卷绕机,所述一个或多个纺纱机被配置成生产具有卷绕纱线的管纱,所述一个或多个卷绕机被配置成接收具有由所述一个或多个纺纱机生产的卷绕纱线的管纱以生产具有重绕纱线的纱线筒管。所述电子装置被配置成在生产纱线筒管期间确定在所述一个或多个卷绕机处的卷绕质量信息。所述电子装置被配置成确定由所述一个或多个纺纱机生产的管纱的纺纱参数。所述电子装置被配置成基于当前的和/或先前的卷绕质量信息并且基于纺纱参数来确定所生产的管纱中的一个或多个的质量量度。电子装置被配置成基于质量量度来调节卷绕机中的至少一个的一个或多个操作参数。使用卷绕质量信息和纺纱参数使得能够确定所生产的管纱的质量量度。例如,卷绕质量信息可以与先前在卷绕位置处接收到的管纱的毛羽有关,而纺纱参数可以与使得能够确定生产管纱所在的纺纱位置的管纱标识符有关。例如,根据其管纱标识符,可以确定当前在卷绕位置处接收的管纱的纺纱位置,从而能够根据当前和/或先前的卷绕质量信息确定相应的质量量度,例如毛羽。例如,可以根据卷绕单元中接收的管纱的估计质量量度来调节卷绕单元的操作参数,例如,可以根据卷绕单元中当前接收的管纱的所确定的毛羽来调节卷绕单元的卷绕速度,从而通过根据所确定的质量量度调节卷绕机的操作参数实现了提高的性能、优化的质量和/或降低的能量消耗。
4、在一些实施例中,电子装置还被配置成基于优化信息来调节一个或多个操作参数,所述优化信息优选地包括生产量、生产质量和能量消耗中的一个或多个。生产具有重绕纱线的纱线筒管可以进一步适于优化信息。例如,对于偏离预定质量量度的质量量度,例如偏离预定毛羽的毛羽,可以根据优化信息来适配预定生产率、质量水平、能量消耗等。优化信息可以涉及客户偏好。
5、在一些实施例中,电子装置还被配置成:基于纺纱参数和卷绕质量信息中的一个或多个来调节一个或多个操作参数。例如,操作参数可以与在卷绕位置处接收的管纱的纺纱参数以及相应的卷绕质量信息匹配。
6、在一些实施例中,电子装置还被配置成:只要卷绕质量信息保持在预定极限内就重复调节一个或多个操作参数中的至少一个。例如,只要卷绕错误的数量保持低于预定阈值,就可以提高卷绕速度。
7、在一些实施例中,所述电子装置还被配置成:评估所述质量量度,以用于确定纺纱机处的功能紊乱。例如,在卷绕机的卷绕单元处超过预定阈值的切割操作的数量可以指示纺纱机的纺纱单元处的功能紊乱。
8、在一些实施例中,一个或多个纺纱参数与一个或多个纺纱机的性能参数相关,所述性能参数选自包括如下的组:下一次落纱操作之前的剩余时间、在下一次落纱操作期间由至少一个纺纱机输送的管纱的总数、在下一次落纱期间由至少一个纺纱机输送的所有管纱的纱线断裂的预期总数、以及关于至少一个纺纱机的至少一个纺纱位置的实际或计划停机时间的信息。例如,可以考虑例如在下一次落纱操作期间输送的管纱数量、根据管纱的纱线断裂、根据停机时间等来确定质量量度,并且可以相应地调节卷绕参数。
9、在一些实施例中,一个或多个纺纱参数涉及管纱参数,所述管纱参数选自包括如下的组:管纱标识符、纱线粗度、纱线缺陷指数、纱线毛羽、管纱上的纱线长度、管纱上的纱线断裂数量、管纱上的至少一个纱线断裂的位置、管纱上的纱线质量问题的概率的指示、管纱上的纱线数量问题的概率的指示、每单位时间的纱线断裂数量、每单位纱线长度的纱线断裂数量、纱线质量的变化系数、纱线直径的变化指数、每单位长度的粗点数量、每单位长度的细点数量、每单位长度的周期性纱线瑕疵数量、每单位长度的纱线支数变量数量、每单位长度的外来材料数量。例如,质量量度可以考虑例如每单位纱线长度的纱线断裂数量、纱线厚度、纱线缺陷指数等,并且可以相应地调节卷绕参数。
10、在一些实施例中,一个或多个纺纱参数涉及一个或多个纺纱机的操作参数,所述操作参数选自包括如下的组:纺纱速度、牵伸速率、钢领板和/或锭子板的移动模式、纺纱罐的旋转速度、从动纺纱钢领的旋转速度、受控旋转纺纱钢领的旋转速度、钢领钢丝圈速度、关于是否已经应用纱线压实模块的信息、钢领钢丝圈的类型、钢领钢丝圈的累积使用寿命、钢领钢丝圈的剩余使用寿命、钢领钢丝圈的状况分数、在管纱生产期间的空气温度、以及在管纱生产期间的空气湿度。例如,质量量度可以考虑例如是否已经应用纱线压实模块、钢领钢丝圈速度、旋转速度等,并且可以相应地调节卷绕参数。
11、在一些实施例中,卷绕质量信息涉及一个或多个卷绕机的性能参数,所述性能参数选自包括如下的组:在管纱准备站中的纱线端部搜索的数量、至少一个卷绕站的卷绕错误的数量、以及可选地能量的消耗、每单位时间生产的纱线筒管的数量、以及真空系统的压力分布和/或流率。例如,质量量度可以考虑例如纱线端部搜索的数量、卷绕错误的数量等,并且可以相应地调节卷绕参数。
12、在一些实施例中,卷绕质量信息涉及纱线筒管参数,所述纱线筒管参数选自包括纱线张力、清纱操作的数量、纱线缺陷指数和毛羽的组。例如,质量量度可以考虑例如纱线张力、清纱操作的数量等,并且可以相应地调节卷绕参数。
13、在一些实施例中,一个或多个操作参数涉及卷绕速度、有效卷绕位置的数量、有效管纱准备站的数量、真空系统的功率、真空系统的阀位置以及用于管纱和/或纱线筒管的输送系统的速度中的一个或多个。基于质量量度,卷绕机的操作可以根据各个方面而变化,例如用于提高性能、优化质量和/或降低能量消耗。
14、在一些实施例中,电子装置还被配置成:确定在卷绕机的卷绕位置处接收的管纱的纺纱位置,并且根据纺纱位置来调节一个或多个操作参数中的至少一个。例如,对于在具有最近维护的纺纱位置处生产的管纱,可以使用与在具有过时维护的纺纱位置不同的操作参数。
15、在一些实施例中,所述一个或多个操作参数取决于所述卷绕机的一个或多个卷绕位置。例如,不同的操作参数可以用于具有最近或过时维护的卷绕位置。
16、在一些实施例中,所述电子装置还被配置成:通过访问纺纱机的控制器和卷绕机的控制器中的至少一个以及纺纱厂管理系统的中央数据库来确定所述纺纱参数和卷绕质量信息中的至少一个。纺纱参数和/或卷绕质量信息可以涉及实时数据、趋势数据等。
17、在一些实施例中,确定质量量度和/或调节一个或多个操作参数是基于神经网络算法和模糊逻辑算法中的一个或多个进行的。可以使用强大的工具来调节卷绕机的操作参数。
18、本发明还涉及一种计算机系统,其被配置用于实施如下所述的方法。该计算机系统包括一个或多个计算机,所述一个或多个计算机优选地包括图形用户界面。本发明可以以分布式装置的形式来实施。
19、本发明还涉及一种用于调节纺纱厂的纺纱和卷绕部分的卷绕机的一个或多个操作参数的方法,所述纺纱和卷绕部分包括一个或多个纺纱机以及一个或多个卷绕机,所述一个或多个纺纱机被配置成生产具有卷绕纱线的管纱,所述一个或多个卷绕机被配置成接收具有由所述一个或多个纺纱机生产的卷绕纱线的管纱以生产具有重绕纱线的纱线筒管。该方法包括由电子装置或计算机系统执行的以下步骤:在纱线筒管的生产期间确定在所述一个或多个卷绕机处的卷绕质量信息;确定由所述一个或多个纺纱机生产的管纱的纺纱参数;基于当前和/或先前的卷绕质量信息并且基于纺纱参数来确定所生产的管纱中的一个或多个的质量量度;基于所述质量量度来调节所述卷绕机中的至少一个的一个或多个操作参数。
20、在一些实施例中,该方法还包括:基于优化信息调节一个或多个操作参数,所述优化信息优选地包括生产量、生产质量和能量消耗中的一个或多个。
21、在一些实施例中,该方法还包括:基于纺纱参数和卷绕质量信息中的一个或多个来调节一个或多个操作参数。
22、在一些实施例中,该方法还包括:只要卷绕质量信息保持在预定极限内就重复调节一个或多个操作参数中的至少一个。
本文地址:https://www.jishuxx.com/zhuanli/20240802/259850.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表