一种成型钢筋骨架钢筋容差对接连接接头及其施工方法
- 国知局
- 2024-08-05 12:02:12
本发明涉及一种成型钢筋骨架钢筋容差对接连接接头,属于土木建筑工程中结构构件现浇或预制混凝土施工钢筋工程领域。
背景技术:
1、在土木建筑工程中混凝土结构中的柱梁等构件的钢筋绑扎安装通常采用原位由钢筋工将加工的钢筋逐根按施工图要求散件绑扎安装成型,其工人作业量大,登高作业危险程度高,与推进的建筑工业化和智能建造相去甚远。公知日本等国家混凝土框架结构的梁柱钢筋安装开始采用成型钢筋骨架模块化组装技术,在工地进行地面分别组装柱成型钢筋骨架和梁钢筋骨架,用塔吊分块吊装至钢筋就位位置,并用少量钢筋工将受力钢筋对接连接成一体。但是日本的成型钢筋骨架模块化组装技术成功应用主要依托了专门生产的精轧螺纹钢筋,并用精轧螺纹钢筋连接套筒将梁柱受力钢筋对接连接在一起,达到钢筋机械连接的性能要求。国内混凝土结构工程上的普通钢筋与日本的精轧螺纹钢筋不同,外表面均为月牙肋螺纹钢筋,因此,钢筋原位散件安装时对接连接通常采用滚压直螺纹单套筒机械连接。但该连接方式面对的问题是成型钢筋骨架模块化制作后两根对接钢筋端部丝头的螺牙螺纹线不重合,因绑扎成型后钢筋骨架的钢筋已用扎丝固定不能作转动调整导致单套筒不能顺利完成两根钢筋对接连接。公知的用于模块化成型钢筋骨架受力主筋对接连接的接头有分体式钢筋套筒接头,该接头不能解决有轴线偏差的容差连接;也有一种卡套式设置中间连接杆的分体式钢筋连接接头,但该接头的卡套端套筒采用实心圆钢加工,材料浪费大加工费用高,不利于大面积推广应用。因此,亟需找到模块化制作钢筋骨架受力钢筋对接连接时同时解决轴线偏差的径向容差和多根钢筋端部丝杆位置偏差的轴向容差问题的连接高效且接头经济性好的连接接头。
技术实现思路
1、技术问题:本发明的目的是针对土木建筑工程混凝土结构施工钢筋安装采用模块化成型钢筋骨架技术,提供一种成型钢筋骨架钢筋容差对接连接接头及其施工方法,解决两个成型钢筋骨架模块安装中受力钢筋对接连接时既有径向偏差又有轴向偏差场景下钢筋的快速高效容差对接连接,并且其连接接头加工方便及经济性良好。
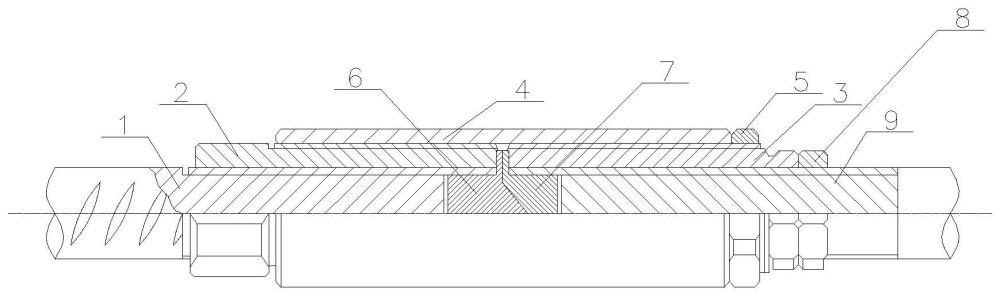
2、技术方案:本发明是一种成型钢筋骨架钢筋容差对接连接接头,该接头包括第一受力主筋直螺纹丝头、第一内套筒、第二内套筒、外套筒、公锥尖带帽边堵头、母锥斗带帽边堵头、第二受力主筋直螺纹丝头;在第一受力主筋直螺纹丝头的端部设有公锥尖带帽边堵头,在第一受力主筋直螺纹丝头和公锥尖带帽边堵头的外周设有第一内套筒;在第二受力主筋直螺纹丝头的端部设有母锥斗带帽边堵头,在第二受力主筋直螺纹丝头和母锥斗带帽边堵头的外周设有第二内套筒;在第一内套筒和第二内套筒的外周设有外套筒。
3、所述第二内套筒的外周还设有第一锁紧螺母、该第一锁紧螺母位于外套筒旁,用于锁紧外套筒。
4、所述第二受力主筋直螺纹丝头外周还设有第二锁紧螺母,该第二锁紧螺母位于第二内套筒旁,用于锁紧第二内套筒。
5、所述公锥尖带帽边堵头的锥尖位于母锥斗带边堵头的锥斗中形成对直配合;公锥尖带帽边堵头和母锥斗带帽边堵头的外周均设有圆环凸边,该两圆环凸边靠在一起并位于第一内套筒、第二内套筒之间。
6、所述第一受力主筋直螺纹丝头和第一内套筒之间用螺纹连接;第二内套筒和第二受力主筋直螺纹丝头之间用螺纹连接。
7、所述第一内套筒和第二内套筒由外套筒连接,即第一内套筒和第二内套筒的外螺纹与外套筒的内螺纹连接。
8、第一内套筒外表面的外端加工成高度为18~20mm的多边形螺母,其余外表面加工成满足与外套筒内螺纹匹配的外螺纹;第一内套筒的内表面为与被连接第一受力主筋直螺纹丝头匹配的内螺纹;在第一内套筒内表面的内端,旋入一个径向调差自动对中用的公锥尖带帽边堵头,公锥尖带帽边堵头的帽边的外径略小于第一内套筒外螺纹牙底直径。
9、第二内套筒外表面的外端加工成高度为8~10mm的多边形螺母,其余外表面加工成满足与外套筒内螺纹匹配的外螺纹;第二内套筒的内表面为与被连接第二受力主筋直螺纹丝头匹配的通丝内螺纹,螺纹的轴向长度增加至允许轴向偏差量20mm;在第二内套筒内的内侧旋入一个径向调差自动对中用的与公锥尖带帽边堵头匹配的母锥斗带帽边堵头,母锥斗带帽边堵头帽边的外径略小于第二内套筒外螺纹牙底直径。
10、本发明的一种成型钢筋骨架钢筋容差对接连接接头的施工方法包括如下步骤:
11、步骤1.根据钢筋混凝土构件钢筋配筋施工图,按柱、梁、墙板的构件划分不同的钢筋安装模块,并规划受力钢筋接头位置;
12、步骤2.对已绑扎安装完成的一侧钢筋模块,在各第一受力主筋直螺纹丝头上安装有带公锥尖带帽边堵头的第一内套筒,并用扳手拧第一内套筒外表面外端的螺母拧紧至规定的力矩;
13、步骤3.对已绑扎安装完成的另一侧钢筋模块,在各第二受力主筋直螺纹丝头上先拧入根部的第二锁紧螺母,并套入第一锁紧螺母和外套筒,在各第二内套筒内端部安装有母锥斗带帽边堵头,并按测定的第一受力主筋直螺纹丝头端面不同的轴向长度偏差,将第二受力主筋直螺纹丝头拧入第二内套筒进行长度容差调整,用扳手拧第二锁紧螺母至密贴第二内套筒端面并达到规定的力矩;
14、步骤4.将两个钢筋模块的需要对接连接的受力钢筋即第一受力主筋直螺纹丝头和第二受力主筋直螺纹丝头靠近对准,通过两侧的公锥尖带帽边堵头、母锥斗带帽边堵头径向容差对中将第一内套筒和第二内套筒密贴在一起,旋上外套筒,微调第二内套筒保证与第一内套筒的丝牙螺旋线重合;外套筒将第一内套筒和第二内套筒连接后,旋合上第一锁紧螺母,并用扳手拧紧至规定力矩,完成两个钢筋模块对接连接的快速安装。
15、受力钢筋对接连接时,当因下料、组装和吊装产生第一受力主筋直螺纹丝头与第二受力主筋直螺纹丝头端面位置有轴向偏差时,第二受力主筋直螺纹丝头的钢筋丝头旋入第二内套筒的长度在保证连接螺纹牙数条件下根据测定不同的偏差量作δ=±10mm范围内调整,并用与第二受力主筋直螺纹丝头螺纹匹配的第二锁紧螺母进行锁定,保证钢筋机械直螺纹连接质量。
16、有益效果:本发明用于模块化成型钢筋骨架受力主筋钢筋的对接连接接头内外钢套筒均基于退火钢管直接加工成型,其加工成本得到有效控制,经济性良好。通过在两个模块化成型钢筋骨架各受力钢筋需要对接连接的钢筋丝头上分别安装有公母堵头的内套筒,并通过匹配的公母堵头的锥尖容差滑入锥斗内形成轴线径向偏差量在锥斗半径范围内的自动对中。另外,被连接钢筋丝头旋入加长内套筒的长度在保证钢筋机械连接旋合螺纹数量后有调整余量,该余量可作为丝头端面位置偏差时,按轴向偏差量进行调整,保证成型钢筋骨架多根受力钢筋组装时同一截面上的钢筋丝头轴向长度有微小误差条件下依然能进行对接连接。
技术特征:1.一种成型钢筋骨架钢筋容差对接连接接头,其特征在于该接头包括第一受力主筋直螺纹丝头(1)、第一内套筒(2)、第二内套筒(3)、外套筒(4)、公锥尖带帽边堵头(6)、母锥斗带帽边堵头(7)、第二受力主筋直螺纹丝头(9);在第一受力主筋直螺纹丝头(1)的端部设有公锥尖带帽边堵头(6),在第一受力主筋直螺纹丝头(1)和公锥尖带帽边堵头(6)的外周设有第一内套筒(2);在第二受力主筋直螺纹丝头(9)的端部设有母锥斗带帽边堵头(7),在第二受力主筋直螺纹丝头(9)和母锥斗带帽边堵头(7)的外周设有第二内套筒(3);在第一内套筒(2)和第二内套筒(3)的外周设有外套筒(4)。
2.根据权利要求1所述的一种成型钢筋骨架钢筋容差对接连接接头,其特征在于,所述第二内套筒(3)的外周还设有第一锁紧螺母(5)、该第一锁紧螺母(5)位于外套筒(4)旁,用于锁紧外套筒(4)。
3.根据权利要求1所述的一种成型钢筋骨架钢筋容差对接连接接头,其特征在于,所述第二受力主筋直螺纹丝头(9)外周还设有第二锁紧螺母(8),该第二锁紧螺母(8)位于第二内套筒(3)旁,用于锁紧第二内套筒(3)。
4.根据权利要求1所述的一种成型钢筋骨架钢筋容差对接连接接头,其特征在于,所述公锥尖带帽边堵头(6)的锥尖位于母锥斗带边堵头(7)的锥斗中形成对直配合;公锥尖带帽边堵头(6)和母锥斗带帽边堵头(7)的外周均设有圆环凸边,该两圆环凸边靠在一起并位于第一内套筒(2)、第二内套筒(3)之间。
5.根据权利要求1所述的一种成型钢筋骨架钢筋容差对接连接接头,其特征在于,所述第一受力主筋直螺纹丝头(1)和第一内套筒(2)之间用螺纹连接;第二内套筒(3)和第二受力主筋直螺纹丝头(9)之间用螺纹连接。
6.根据权利要求1所述的一种成型钢筋骨架钢筋容差对接连接接头,其特征在于,所述第一内套筒(2)和第二内套筒(3)由外套筒(4)连接,即第一内套筒(2)和第二内套筒(3)的外螺纹与外套筒(4)的内螺纹连接。
7.根据权利要求1所述的一种成型钢筋骨架钢筋容差对接连接接头,其特征在于第一内套筒(2)外表面的外端加工成高度为18~20mm的多边形螺母,其余外表面加工成满足与外套筒(4)内螺纹匹配的外螺纹;第一内套筒(2)的内表面为与被连接第一受力主筋直螺纹丝头(1)匹配的内螺纹;在第一内套筒(2)内表面的内端,旋入一个径向调差自动对中用的公锥尖带帽边堵头(6),公锥尖带帽边堵头(6)的帽边的外径略小于第一内套筒2外螺纹牙底直径。
8.根据权利要求1所述的一种成型钢筋骨架钢筋容差对接连接接头,其特征在于第二内套筒(3)外表面的外端加工成高度为8~10mm的多边形螺母,其余外表面加工成满足与外套筒(4)内螺纹匹配的外螺纹;第二内套筒(3)的内表面为与被连接第二受力主筋直螺纹丝头(9)匹配的通丝内螺纹,螺纹的轴向长度增加至允许轴向偏差量20mm;在第二内套筒(3)内的内侧旋入一个径向调差自动对中用的与公锥尖带帽边堵头(6)匹配的母锥斗带帽边堵头(7),母锥斗带帽边堵头(7)帽边的外径略小于第二内套筒(3)外螺纹牙底直径。
9.一种如权利要求1所述的一种成型钢筋骨架钢筋容差对接连接接头的施工方法,其特征在于包括如下步骤:
10.根据权利要求9所述的一种成型钢筋骨架钢筋容差对接连接接头的施工方法,其特征在于受力钢筋对接连接时,当因下料、组装和吊装产生第一受力主筋直螺纹丝头(1)与第二受力主筋直螺纹丝头(9)端面位置有轴向偏差时,第二受力主筋直螺纹丝头(9)的钢筋丝头旋入第二内套筒(3)的长度在保证连接螺纹牙数条件下根据测定不同的偏差量作δ=±10mm范围内调整,并用与第二受力主筋直螺纹丝头(9)螺纹匹配的第二锁紧螺母(8)进行锁定,保证钢筋机械直螺纹连接质量。
技术总结本发明公开了一种成型钢筋骨架钢筋容差对接连接接头,该接头包括第一受力主筋直螺纹丝头(1)、第一内套筒(2)、第二内套筒(3)、外套筒(4)、公锥尖带帽边堵头(6)、母锥斗带帽边堵头(7)、第二受力主筋直螺纹丝头(9);在第一受力主筋直螺纹丝头的端部设有公锥尖带帽边堵头,在第一受力主筋直螺纹丝头和公锥尖带帽边堵头的外周设有第一内套筒;在第二受力主筋直螺纹丝头的端部设有母锥斗带帽边堵头,在第二受力主筋直螺纹丝头和母锥斗带帽边堵头的外周设有第二内套筒;在第一内套筒和第二内套筒的外周设有外套筒。本发明的钢筋容差对接接头解决了被连接钢筋有轴线径向偏差和端面位置轴向偏差而造成连接效率低的问题。技术研发人员:郭正兴,董开发受保护的技术使用者:东南大学成贤学院技术研发日:技术公布日:2024/8/1本文地址:https://www.jishuxx.com/zhuanli/20240802/260727.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。