一种基于自动化的去毛刺工艺反馈优化系统及方法与流程
- 国知局
- 2024-08-05 12:03:45
本发明涉及自动化领域,具体为一种基于自动化的去毛刺工艺反馈优化系统及方法。
背景技术:
1、物理去毛刺主要的原理是通过切削的方式将材料表面的毛刺去掉,切削是将材料表面毛刺沿纵向或者横向切割掉,刀具的切削力会让毛刺变成细小的切屑,随着材料表面切削的不断移动,毛刺就被完全去掉;
2、但是,传统的物理去毛刺方法,只是针对去毛刺的最终结果进行分析,忽视了在去毛刺工艺过程中,对毛刺去除的实时检测,以调整设备的工作参数,因此,导致毛刺的去除不彻底或者过度,影响去毛刺的效率和产品的质量;
3、因此,人们急需一种基于自动化的去毛刺工艺反馈优化系统来解决上述问题。
技术实现思路
1、本发明的目的在于提供一种基于自动化的去毛刺工艺反馈优化系统,以解决上述背景技术中提出的问题。
2、为了解决上述技术问题,本发明提供如下技术方案:
3、一种基于自动化的去毛刺工艺反馈优化方法,该方法包括以下步骤:
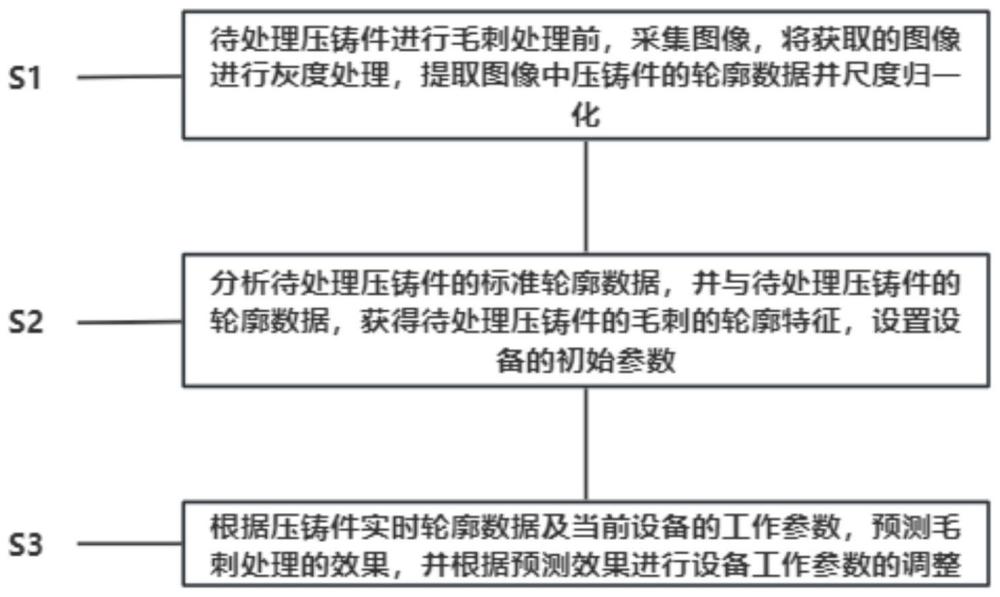
4、s1、待处理压铸件进行毛刺处理前,采集待处理压铸件的图像;同时,采集与待处理压铸件同类型的压铸件去除毛刺后的历史图像,所述同类型的压铸件满足去毛刺标准;将获取的图像进行灰度处理,提取图像中压铸件的轮廓数据并进行尺度归一化;
5、s2、根据该类型压铸件去毛刺后的历史轮廓数据,分析出该类型压铸件的标准轮廓数据,将待处理压铸件的轮廓数据与标准轮廓数据对比,分析出待处理压铸件的毛刺的轮廓特征,根据待处理压铸件毛刺的轮廓特征,设置设备的初始参数;
6、s3、根据设备的初始参数进行压铸件的毛刺处理,并在设备运行过程中,采集压铸件毛刺处理的实时图像数据,将获取的实时图像数据进行灰度处理,提取图像中压铸件的实时轮廓数据并进行尺度归一化,根据压铸件实时轮廓数据及当前设备的工作参数,预测毛刺处理的效果,并根据预测效果进行设备工作参数的调整。
7、根据上述技术方案,步骤s1中,集待处理压铸件的图像;同时,采集与待处理压铸件同类型的压铸件去除毛刺后的历史图像;对获取的图像进行处理,具体过程如下:
8、s2-1、待处理压铸件进行毛刺处理前,采集待处理压铸件的图像,并按照采集的待处理压铸件的图像的规格,采集α个满足去毛刺标准,与待处理压铸件同类型的压铸件,去毛刺后的历史图像,其中,α是系统预置的固定参数;
9、s2-2、将获取的α+1个图像利用图像识别技术进行灰度处理,并根据相同的采样密度提取图像中压铸件的轮廓,获得α个具有n个坐标点的轮廓点集以及1个具有m个坐标点的轮廓点集,其中,n表示与待处理压铸件同类型的压铸件,去毛刺后的历史图像的轮廓点集中坐标点的总数;m表示待处理压铸件的图像的轮廓点集中坐标点的总数;
10、将具有m个坐标点的轮廓点集记为点集a,利用图像识别技术提取图像中的轮廓,此时算法会返回一个轮廓列表,每个轮廓由一系列的点组成,相同的采样密度是为了使每个轮廓点集中的坐标点个数相对应,将所有轮廓点集进行尺度归一化,尺度归一化是一种常见的图像处理技术,用于将图像中的对象尺寸调整到统一的标准尺寸,在轮廓特征处理中,尺度归一化可以确保不同大小的轮廓具有相似的尺寸,从而更容易进行比较和分析。
11、根据上述技术方案,步骤s2中,分析待处理压铸件的毛刺的轮廓特征,具体过程如下:
12、s3-1、针对α个满足去毛刺标准,与待处理压铸件同类型的压铸件,去毛刺后的历史图像的轮廓点集进行轮廓对齐,根据下列公式,计算各轮廓点集中的各坐标点对应的平均坐标值:
13、
14、其中,(xi,yi)表示第i个坐标点对应的平均坐标值,xi表示第i个坐标点对应的平均横坐标值,yi表示第i个坐标点对应的平均纵坐标值,(xj,i,yj,i)表示第j个轮廓点集的第i个坐标点的坐标值,xj,i表示第j个轮廓点集的第i个坐标点的横坐标值,yj,i表示第j个轮廓点集的第i个坐标点的纵坐标值,i∈[1,n],j∈[1,α];
15、根据上述计算,获得该类型压铸件的标准轮廓点集记为点集b;
16、s3-2、将点集a与点集b进行轮廓对齐,所述轮廓对齐是使用平移或旋转变换来对齐多个轮廓点集,其目的是为了便于后面的分析,将轮廓对齐后的点集中的坐标点,根据最小距离匹配算法进行匹配分析,获得点集c和点集d,其中,点集c中的坐标点是点集a具有而点集b不具有的坐标点,点集d中的坐标点是点集a不具有而点集b具有的坐标点;
17、s3-3、将点集c中第一个出现的坐标点记为坐标点o,将点集c中最后一个出现的坐标点记为坐标点p,将点集c中纵坐标值最大的坐标点记为坐标点q,将点集d中坐标点的横坐标值与坐标点q的横坐标值相差最小的坐标点记为坐标点r;
18、坐标点o与坐标点p,根据下列公式计算待处理压铸件的毛刺的宽度:
19、w=|xo-xp|
20、其中,w表示待处理压铸件的毛刺的宽度,xo表示坐标点o的横坐标值,xp表示坐标点p的横坐标值;
21、坐标点q与坐标点r,根据下列公式计算待处理压铸件的毛刺的长度:
22、l=|yq-yr|
23、其中,l表示待处理压铸件的毛刺的长度,yq表示坐标点q的纵坐标值,yr表示坐标点r的纵坐标值。
24、根据上述技术方案,步骤s2中,根据待处理压铸件毛刺的轮廓特征,设置设备的初始参数,具体过程如下:
25、根据w设置设备初始运行的速度及时间,设备的初始速度及初始运行时间满足v0·t0≥w,其中,v0表示设备的初始速度,t0表示设备的初始运行时间;
26、根据l设置设备初始运行的调节距离,设备的调节距离满足其中,l0表示设备调节的初始距离,γ是系统预置的固定参数,γ表示设备调节的次数,所述调节距离是设备不是一次性将毛刺处理干净,而是先从毛刺长度一半的位置进行多次的处理,这样不仅给与设备调整空间,而且较少的由于设备去毛刺产生的毛刺,增加了产品的质量。
27、根据上述技术方案,步骤s3中,预测根据当前设备参数进行毛刺处理的效果,具体过程如下:
28、s5-1、采集压铸件毛刺处理的实时图像数据,将获取的实时图像数据进行灰度处理,并根据与点集a相同的采样密度提取图像中压铸件的轮廓,获得压铸件的实时轮廓点集记为点集e,将点集e与点集a进行轮廓对齐;
29、s5-2、轮廓对齐后的点集e与点集a中的坐标点,根据最小距离匹配算法进行匹配分析,获得点集f,其中,点集f中的坐标点是点集e具有而点集a不具有的坐标点,比较点集f中处在设备运行方向上的坐标点的纵坐标值的变化趋势;
30、若纵坐标值,在区间[y’-δ,y’+δ]稳定变化,根据当前设备的工作参数继续运行,预测毛刺处理达标,其中,y’表示集f中处在设备运行方向上的坐标点的纵坐标值的平均值,δ是系统预置的固定参数;
31、若纵坐标值逐渐减小,根据当前设备的工作参数继续运行,预测毛刺处理过度;
32、若纵坐标值逐渐增大,根据当前设备的工作参数继续运行,预测毛刺处理不干净。
33、根据上述技术方案,步骤s3中,根据预测效果进行设备参数的调整,具体过程如下:
34、s6-1、当预测毛刺处理过度时,将点集f中处在设备运行方向上的第一个坐标点记为坐标点f1,将点集f中处在设备运行方向上的最后一个坐标点记为坐标点f2,根据下列公式,计算设备的调整角度:
35、
36、其中,θ表示设备的调整角度,x1表示坐标点f1的横坐标值,y1的坐标点f1的纵坐标值,x2表示坐标点f2的横坐标值,y2的坐标点f2的纵坐标值;
37、根据θ,将设备的运行方向以f1为原点向着纵坐标值增大的方向旋转θ后,再运行设备;
38、s6-2、当预测毛刺处理不干净时,将点集f中处在设备运行方向上的第一个坐标点记为坐标点f1',将点集f中处在设备运行方向上的最后一个坐标点记为坐标点f2',根据下列公式,计算设备的调整角度:
39、
40、其中,θ'表示设备的调整角度,x1'表示坐标点f1'的横坐标值,y1'的坐标点f1'的纵坐标值,x2'表示坐标点f2'的横坐标值,y2'的坐标点f2'的纵坐标值;
41、根据θ',将设备的运行方向以f1'为原点向着纵坐标值减小的方向旋转θ'后,再运行设备。
42、一种基于自动化的去毛刺工艺反馈优化系统,该系统包括信息采集模块、信息处理模块和执行模块;
43、所述信息采集模块用于采集系统所需的各项信息;所述信息处理模块用于存储、分析及传输各模块的各项信息;所述执行模块用于执行信息处理模块的各项信息。
44、根据上述技术方案,所述信息采集模块包括压铸件信息单元和设备信息单元;
45、所述压铸件信息单元用于采集压铸件的数据信息,所述设备信息单元用于采集设备的数据信息。
46、根据上述技术方案,所述信息处理模块包括信息存储单元、信息分析单元和信息传输单元;
47、所述信息存储单元用于存储信息采集模块获取的各项信息;所述信息分析单元用于分析信息采集模块获取的各项信息;所述信息传输单元用于系统中各个模块的信息传输。
48、根据上述技术方案,所述执行模块包括设备调整单元和显示单元;
49、所述设备调整单元用于根据信息处理单元发出的调整控制信息,执行设备的调整,所述显示单元用于显示设备的数据信息及毛刺处理信息。
50、与现有技术相比,本发明所达到的有益效果是:
51、本发明通过对压铸件毛刺处理前后的图像数据进行分析,设定设备的初始工作参数,在去毛刺工艺过程中,对毛刺的去除效果进行实时预测,并根据预测对设备的工作参数进行相应的调整,提高了去毛刺的效率及产品的质量。
本文地址:https://www.jishuxx.com/zhuanli/20240802/260879.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表