基于5G网络的石英环生产用检测管理系统的制作方法
- 国知局
- 2024-08-08 16:47:56
本发明涉及石英环生产检测管理,具体为一种基于5g网络的石英环生产用检测管理系统。
背景技术:
1、随着科技的进步,如今社会已进入工业互联网和5g的时代,以实现对产品及设备的远程数据采集及控制,第五代移动通信技术(5th generation mobile communicationtechnology,简称5g)是具有高速率、低时延和大连接特点的新一代宽带移动通信技术,5g通讯设施是实现人机物互联的网络基础设施。
2、石英环是采用石英玻璃制成的环状物件,石英玻璃是玻璃的一种,其他玻璃有各种各样的成分,而石英玻璃的主要成分是sio2,石英玻璃的纯度非常高、耐热性、透光性、电气绝缘性和化学稳定性等均非常优良,故半导体产业中正好需要这样优良的性能,氧和硅在自然中组合形成氧化硅,包括氧化硅砂和无色水晶,被开采和熔炼成石英,然后被制造成最终石英制品,石英材料具有硬度高、易碎的特点。
3、在对石英环的制作过程中,通常分为石英环的形状加工及表面加工,在完成对石英环成品的加工后,会有检测工序,判断成品的各个参数是否符合预设范围,但此种检测工序仅仅只能实现检测并将不合格的产品剔除,无法对可以修复的产品进行二次加工,进而增加了原材料的损耗,并影响石英环加工的成品率,并且无法在石英环完成形状加工后及时发现加工的设备参数问题,严重时也会造成较大的损失,因此,设计一种基于5g网络的石英环生产用检测管理系统。
4、为了解决上述缺陷,现提供一种技术方案。
技术实现思路
1、本发明的目的就在于为了解决现有对石英环的加工过程中通过简单的检测只能实现将不合格的产品剔除,无法对可以修复的产品进行二次加工,进而增加了原材料的损耗,并影响石英环加工的成品率的问题,因而提出一种基于5g网络的石英环生产用检测管理系统。
2、本发明的目的可以通过以下技术方案实现:
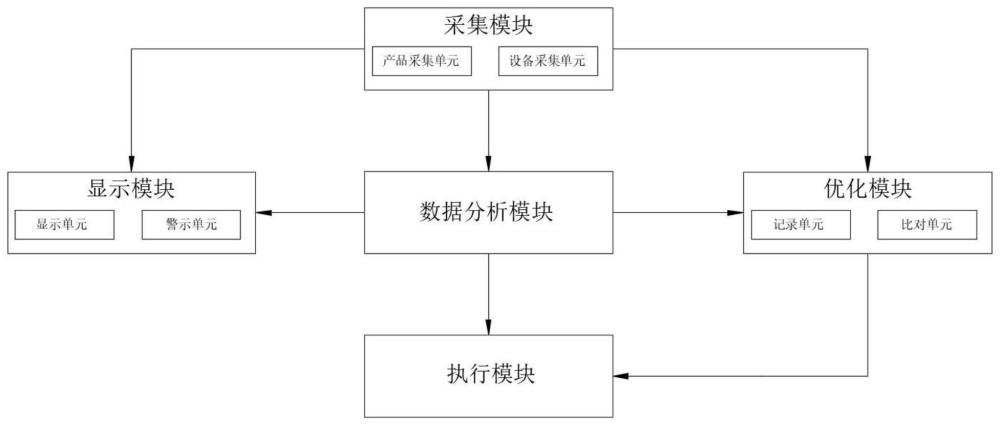
3、一种基于5g网络的石英环生产用检测管理系统,包括采集模块、数据分析模块、执行模块、优化模块和显示模块;
4、采集模块由产品采集单元和设备采集单元组成,产品采集单元,用于采集石英环生产过程中的产品信息组向数据分析模块中发送,产品信息组由环形数据和环面数据组成,环形数据包括石英环半成品尺寸、石英环半成品重量和石英环半成品表面轮廓度数值,环面数据包括石英环成品平面度、石英环成品表面粗糙度和石英环成品干燥度数值;
5、设备采集单元用于加工数据包并向数据分析模块中发送,加工数据由设备加工参数和溶液比例数据组成,设备加工参数包括晶锭切割设备加工参数、水平切割机加工参数、磨削设备加工参数及mc加工中心的加工参数;溶液比例数据包括一次脱脂溶液比例、纯水超声波溶液比例、二次脱脂溶液比例和烘干温度;
6、数据分析模块,用于接收采集模块传输的产品信息组和加工数据包并通过数据解析操作得到产品尺寸误差率、重量误差率和表面轮廓度误差率及平面度误差率、表面粗糙度误差率和干燥度误差率,同时用于生成表面加工信令、二次形状加工信令、设备调试信令、包装加工信令、二次表面加工信令及参数修正信令向执行模块进行传输;数据分析模块内部还存储有产品形状标准数据值、产品表面标准数据值、形状误差允许值、表面误差允许值及误差率标准值;
7、优化模块由记录单元和比对单元组成,记录单元,用于记录多个组合数据包,单个数据包由采集模块中采集的每个批次石英环半成品环形数据及环面数据和相对应批次石英环过程中设备加工参数及溶液比例数据,还包括数据分析模块通过数据解析操作得到的尺寸误差率、重量误差率和表面轮廓度误差率及平面度误差率、表面粗糙度误差率和干燥度误差率;
8、比对单元,记录单元中多个组合数据包进行解析计算得到每个数据包中石英环质量的优异值,并对多个质量优异值进行比对,选出最高质量优异值,并对相应的设备加工参数及溶液比例数据向记录单元中回传;
9、执行模块,用于接收数据分析模块传输过来的信令组并进行执行,信令组由表面加工信令、二次形状加工信令、设备调试信令、包装加工信令、二次表面加工信令及参数修正信令组成。
10、进一步的,所述显示模块由显示单元及警示单元组成,
11、显示单元,用于展示每一批次的石英环生产后的质量优异值,并形成石英环生产质量优异值的波动曲线;
12、警示单元,用于接收警示信令,并在收到警示信令后向外界发送警示数据并形成声光警报,警示数据由故障发生时间及故障源头组成。
13、进一步的,所述数据解析操作的具体过程如下:
14、将环形数据中石英环半成品尺寸、石英环重量及石英环表面轮廓度数值分别与产品形状标准数据值中产品尺寸、重量及表面轮廓度数值进行差值计算,其中产品形状标准数据值中产品尺寸、重量及表面轮廓度数值分别标定为b1、b2和b3,计算得到产品尺寸、重量及表面轮廓度数值的误差值,分别标定为ab1、ab2和ab3,将ab1、ab2和ab3数值分别与形状误差允许值中尺寸误差允许值、重量误差允许值及轮廓度误差允许值数值进行比对,其中形状误差允许值中尺寸误差允许值、重量误差允许值及轮廓度误差允许值分别标定为c1、c2和c3,比对情况分为如下情况:
15、当ab1、ab2和ab3数值均小于等于c1、c2和c3数值时,则直接生成表面加工信令向执行模块传输;
16、当ab1、ab2和ab3数值均大于c1、c2和c3数值,且石英环半成品尺寸、石英环重量及石英环表面轮廓度数值均大于b1、b2和b3数值时,则生成二次形状加工信令对误差较大的石英环半成品进行二次加工,向执行模块传输;
17、当ab1大于c1、ab2大于c2或ab3大于c3时,对这三种情况进行分别记录,并与此批次石英环加工总数量进行计算,分别得出尺寸误差率、重量误差率及表面轮廓度误差率,并分别标定为u、m和f,将u、m和f分别与误差率标准值中尺寸误差率标准值、重量误差率标准值及表面轮廓度误差率标准值进行比对,其中任意一项误差率大于误差率标准值则生成设备调试信令向执行模块传输,对设备加工参数中晶锭切割设备加工参数、水平切割机加工参数、磨削设备加工参数及mc加工中心的加工参数分别进行调试修正,提高石英环半成品形状生产的成品率;
18、将环面数据中英环成品平面度、石英环成品表面粗糙度及石英环成品干燥度数值分别与产品表面标准数据值中平面度标准值、表面粗糙度标准值及干燥度标准值数值进行差值计算,得到平面度误差、表面粗糙度误差及干燥度误差,分别标定为de1、de2和de3,将de1、de2和de3数值分别与表面误差允许值中平面度误差允许值、表面粗糙度误差允许值及干燥度误差允许值数值进行比对,其中表面误差允许值中平面度误差允许值、表面粗糙度误差允许值及干燥度误差允许值分别标定为e1、e2和e3,比对分为如下情况:
19、当de1、de2和de3数值均小于等于e1、e2和e3数值时,则直接生成包装加工信令向执行模块传输;
20、当de1、de2和de3数值均大于e1、e2和e3数值,且d1、d2和d3数值均大于产品表面标准数据值中平面度标准值、表面粗糙度标准值及干燥度标准值时,则生成二次表面加工信令对误差较大的石英环成品进行再次加工,向执行模块传输;
21、当de1大于e1、de2大于e2或de3大于e3时,对这三种情况进行分别记录,并与此批次石英环加工总数量进行计算,分别得出平面度误差率、表面粗糙度误差率及干燥度误差率,并分别标定为h、i和j,将h、i和j分别与平面度误差率标准值、表面粗糙度误差率标准值及干燥度误差率标准值进行比对,其中任意一项误差率大于误差率标准值则生成比例修正信令向执行模块传输,用于对溶液比例数据中一次脱脂溶液比例、纯水超声波溶液比例、二次脱脂溶液比例和烘干温度的数值进行调整修正,提高石英环成品表面生产的成品率。
22、进一步的,所述执行模块的执行具体过程如下:
23、当接收到表面加工信令时,则对ab1、ab2和ab3数值均小于等于c1、c2和c3数值的石英环半成品进行表面加工;
24、当接收到二次形状加工信令时,则对ab1、ab2和ab3数值均大于c1、c2和c3数值,且环形数据中石英环半成品尺寸、石英环重量及石英环表面轮廓度数值均大于产品形状标准数据值中产品尺寸、重量及表面轮廓度数值的石英环半成品进行二次形状加工;
25、当接收到设备调试信令时,则对设备加工参数中晶锭切割设备加工参数、水平切割机加工参数、磨削设备加工参数及mc加工中心的加工参数分别进行调试修正,以提高石英环半成品形状生产的成品率;
26、当接收到包装加工信令时,则对de1、de2和de3数值均小于等于e1、e2和e3数值的石英环成品进行包装加工;
27、当接收二次表面加工信令时,则对de1、de2和de3数值均大于e1、e2和e3数值,且环面数据中英环成品平面度、石英环成品表面粗糙度及石英环成品干燥度数值均大于产品表面标准数据值中平面度标准值、表面粗糙度标准值及干燥度标准值数值的石英环成品进行二次加工,降低其成品误差数量;
28、当接收到参数修正信令时,则对溶液比例数据中一次脱脂溶液比例、纯水超声波溶液比例、二次脱脂溶液比例和烘干温度的数值进行调整修正,提高石英环成品表面生产的成品率。
29、进一步的,所述比对单元的解析计算过程如下:
30、将接收到的每批次中多个石英环生产的u、m、f及h、i、j及总量数据进行平均值计算,得到每批次中多个石英环生产的u、m、f及h、i、j平均数据,并将u、m、f及h、i、j平均数据进行归一化处理,代入公式:
31、以得到每批次石英环的质量优异值zl,其中x1、x2、x3、v1、v2及v3分别为尺寸误差率预设权重系数、重量误差率预设权重系数、表面轮廓度预设权重系数、平面度误差率预设权重系数、表面粗糙度误差率预设权重系数和干燥度误差率预设权重系数,将多个质量优异值zl进行比对,选出多个zl中的最高值,并对相应的设备加工参数及溶液比例数据向记录单元中进行传输并保存。
32、进一步的,所述显示单元在生成石英环生产质量优异值的波动曲线时,利用不同批次的石英环生产后的质量优异值zl,配合每两组相邻石英环生产批次的间隔时间形成石英环生产质量优异值的波动曲线,其中当曲线处于下滑趋势时,则生产警示信令并向警示单元中传输。
33、进一步的,所述采集模块中的产品采集单元和设备采集单元还用于对经过优化模块对执行模块修正后的设备加工参数及溶液比例数据后所加工的石英环的环形数据及环面数据进行采集,标定为反馈数据组并向数据分析模块传输,并由数据分析模块配合优化模块对反馈数据组进行计算得到此批次的质量优异值zl,并与前一批次的zl值进行比对,判断zl值趋势或曲线,如未得到提升或下降,则生成警示信令,并向显示模块中传输并利用警示单元进行声光报警。
34、进一步的,所述数据分析模块内还设置有设备加工参数的预设区间和溶液比例数据预设区间,用于将设备采集单元采集到的单批次石英环生产过程中各个设备的加工参数及溶液比例数据即晶锭切割设备加工参数、水平切割机加工参数、磨削设备加工参数和mc加工中心的加工参数及一次脱脂溶液比例、纯水超声波溶液比例、二次脱脂溶液比例和烘干温度分别与设备加工参数的预设区间和溶液比例数据预设区间进行比对,一旦发现设备的加工参数及溶液比例数据中任意一个数值超过预设区间范围内,则生产警示信令向显示模块中传输。
35、与现有技术相比,本发明的有益效果是:
36、(1)本发明,通过采集模块分别对生产后的石英环的环形数据及环面数据进行采集,还能对生产的设备参数及溶液比例数据进行采集,并利用数据分析模块对采集的数据进行分析得到批次石英环生产的成品率,根据成品率及不合格的石英环分析石英环生产的哪个环节出现问题,利用执行模块对出现问题的生产的设备参数或溶液比例数据进行修正,从而提高石英环生产的成品率,避免不必要的材料损耗;
37、(2)本发明,还设置有优化模块,可对不断变更的生产的设备参数及溶液比例数据组进行记录,并判断哪组设备生产参数及溶液比例数据组所生产出石英石批次的质量优异值最高,则利用此组设备生产参数及溶液比例数据组进行持续生产;
38、(3)本发明,还设置有显示模块,可对多批次石英环生产的质量优异值建立波动曲线,更加直观地判断石英环的生产状态,并在出现异常的情况下能第一时间通过警示单元进行警示,及时止损。
本文地址:https://www.jishuxx.com/zhuanli/20240808/270431.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表