一种装药组件刮药面装置及刮药面方法与流程
- 国知局
- 2024-08-08 16:55:37
本发明属于火工制造设备,特别提供了一种装药组件刮药面装置及刮药面方法。
背景技术:
1、装药组件自动生产线一般分为预处理区、委装配区和包装区三个主要工作区间,委装配区中包含压药、刮药面、退模等工序,参照图13,完成压药后的装药组件,其药面的中间区域基本平整,但边缘仍存在不平整的飞边,因此,需要刮药面工序对药面进行清理。
2、按工艺要求,刮药面工序需要工作人员做好个人防护后,使用竹签轻轻将压好药的装药组件药面飞边清理干净,然后将装药组件整齐地摆放在周转盘内。
3、考虑到该工序需要操作精度较高,清理药面飞边时,不允许碰上基础药面,而手工刮药过程中,刮药精度不稳定,产品一致性不高,且效率低下。若工作人员操作不当,还可能出现安全隐患。
技术实现思路
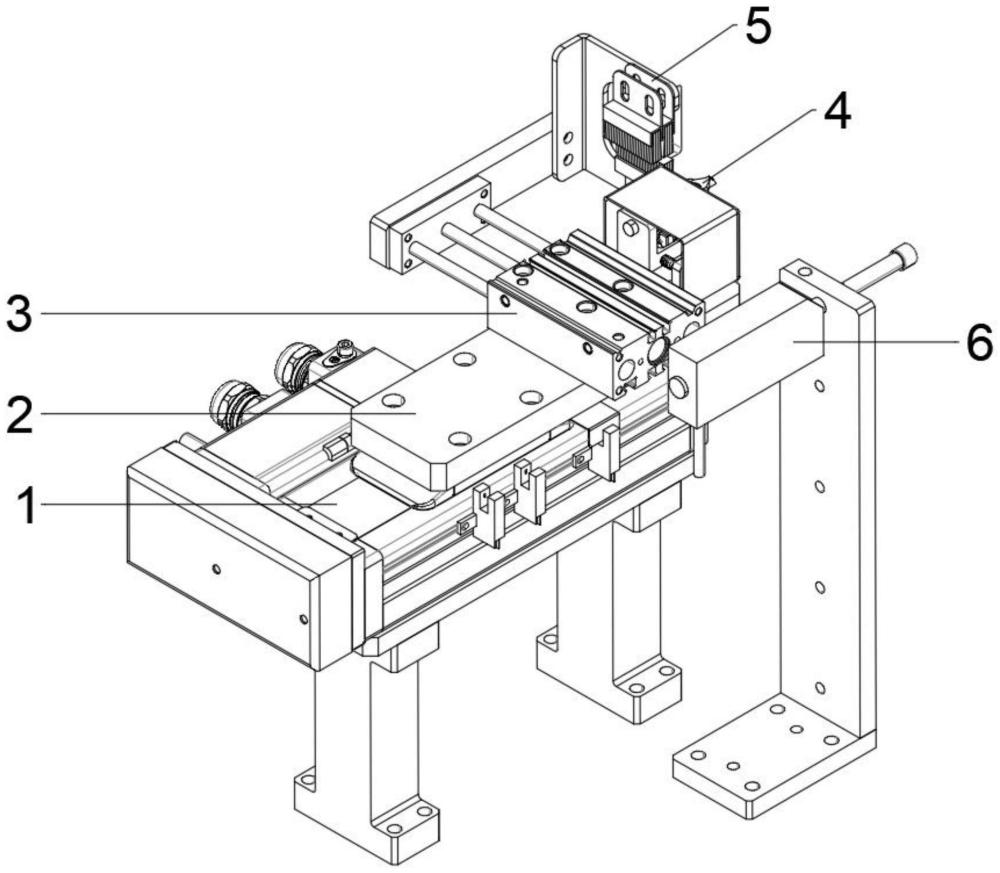
1、为解决上述技术问题,本发明采用的技术方案是:一种装药组件刮药面装置,包括轴向位移机构、刀头底板连接件、径向位移机构、刀头组件、浮药清理机构和深度检测机构,刀头底板连接件装配于轴向位移机构的移动端上,径向位移机构和刀头组件均装配于刀头底板连接件的表面,浮药清理机构装配于径向位移机构的输出端,且浮药清理机构位于刀头组件的下料侧,深度检测机构径向设置于刀头组件的上料侧,刀头组件、浮药清理机构和深度检测机构的正下方设置有销爆盒。
2、进一步地,所述刀头组件包括刀头底座、刀头连接板、滑道、刀头固定件、弹性复位机构和刀头,刀头底座和刀头连接板均为l形板件,刀头底座和刀头连接板的水平板面上均装配有滑道,刀头连接板通过滑道装配于刀头底座上,且刀头连接板能够在刀头底座上径向滑动,刀头固定件通过滑道装配于刀头连接板上,且刀头固定件能够在刀头连接板上轴向滑动,刀头固定安装于刀头固定件的前端,刀头底座的垂直板面与刀头连接板的水平板面之间装配有弹性复位机构,刀头连接板的垂直板面与刀头固定件之间也装配有弹性复位机构。
3、进一步地,所述浮药清理机构由u型架和多个刀头清理刷,u型架的缺口朝向刀头组件,多个刀头清理刷设置于u型架缺口的两侧,径向位移机构伸缩带动浮药清理机构径向移动,当浮药清理机构移动至刀头组件处时,刀头组件的头部埋入刀头清理刷的刷毛内,浮药清理机构往复动作,刷掉刀头组件上的浮药。
4、进一步地,所述刀头由根部和尖端构成,尖端的长度、宽度和厚度均根据压药工序后药面外围飞边的尺寸设定,尖端的长度、宽度和厚度均需根据产品种类所设定,尖端的前端面为倾斜面,倾斜面的斜度根据要进行刮药面产品进行特殊设计,产品不同倾斜角度不同。
5、进一步地,所述浮药清理机构还包括第一装药组件清理刷和第二装药组件清理刷,第一装药组件清理刷和第二装药组件清理刷通过扩展连接件装配于u型架的下料侧,且第一装药组件清理刷和第二装药组件清理刷两者垂直分布。
6、进一步地,所述深度检测机构采用接触式传感器。
7、一种装药组件刮药面方法,应用了一种装药组件刮药面装置,所述一种装药组件刮药面装置部署在装药组件自动生产线的装配工作区间内,位于装药组件转运机构边缘,且装药组件转运机构主要包括平移机构和旋转夹持机构,平移机构由两个垂直装配的直线位移机构组合而成,旋转夹持机构装配于平移机构上,旋转夹持机构的夹爪处夹持有装药组件;
8、一种装药组件刮药面方法,具体流程如下:
9、步骤一、药面深度检测;
10、装药组件先径向移动至深度检测机构处,随后,装药组件再轴向移动直至深度检测机构探头检测并反馈装药组件的药面深度数据;
11、步骤二、刮药操作;
12、装药组件先径向移动至刀头组件处,随后,装药组件再轴向移动,移动距离与步骤一检测得出的药面深度相匹配,最后,装药组件转动,刀头组件刮去药面外围边缘处的飞边;
13、步骤三、浮药清理;
14、装药组件先轴向移动直至装药组件复位,随后,装药组件再径向移动至下一工序,最后,浮药清理机构移动至刀头组件处,扫除刀头表面的浮药。
15、进一步地,所述刀头组件、浮药清理机构和深度检测机构的高度与装药组件药面的中心位于同一水平面。
16、进一步地,步骤二实施前预设刮药操作终止条件,在终止条件达成时判定完成刮药操作。
17、使用本发明的有益效果是:
18、本发明采用传感器对药面深度进行检测,再通过标准化设备对药面边缘的飞边刮药处理,操作流程标准化,且设备整体设计简洁;
19、在刮药处理后,分别对刀头和产品表面进行浮药清理,确保刮药处理流程的一致性和稳定性;
20、自动化生产能够降低因工作人员疲劳及操作失误导致产品误差的概率,同时,避免工作人员直接接触产品,提高刮药工作流程的本质安全度。
技术特征:1.一种装药组件刮药面装置,其特征在于:包括轴向位移机构、刀头底板连接件、径向位移机构、刀头组件、浮药清理机构和深度检测机构,刀头底板连接件装配于轴向位移机构的移动端上,径向位移机构和刀头组件均装配于刀头底板连接件的表面,浮药清理机构装配于径向位移机构的输出端,且浮药清理机构位于刀头组件的下料侧,深度检测机构径向设置于刀头组件的上料侧,刀头组件、浮药清理机构和深度检测机构的正下方设置有销爆盒。
2.根据权利要求1中所述的一种装药组件刮药面装置,其特征在于:所述刀头组件包括刀头底座、刀头连接板、滑道、刀头固定件、弹性复位机构和刀头,刀头底座和刀头连接板均为l形板件,刀头底座和刀头连接板的水平板面上均装配有滑道,刀头连接板通过滑道装配于刀头底座上,且刀头连接板能够在刀头底座上径向滑动,刀头固定件通过滑道装配于刀头连接板上,且刀头固定件能够在刀头连接板上轴向滑动,刀头固定安装于刀头固定件的前端,刀头底座的垂直板面与刀头连接板的水平板面之间装配有弹性复位机构,刀头连接板的垂直板面与刀头固定件之间也装配有弹性复位机构。
3.根据权利要求1中所述的一种装药组件刮药面装置,其特征在于:所述浮药清理机构由u型架和多个刀头清理刷,u型架的缺口朝向刀头组件,多个刀头清理刷设置于u型架缺口的两侧,径向位移机构伸缩带动浮药清理机构径向移动,当浮药清理机构移动至刀头组件处时,刀头组件的头部埋入刀头清理刷的刷毛内,浮药清理机构往复动作,刷掉刀头组件上的浮药。
4.根据权利要求2中所述的一种装药组件刮药面装置,其特征在于:所述刀头由根部和尖端构成,尖端的长度、宽度和厚度均根据压药工序后药面外围飞边的尺寸设定,尖端的长度、宽度和厚度均需根据产品种类所设定,尖端的前端面为倾斜面,倾斜面的斜度根据要进行刮药面产品进行特殊设计,产品不同倾斜角度不同。
5.根据权利要求3中所述的一种装药组件刮药面装置,其特征在于:所述浮药清理机构还包括第一装药组件清理刷和第二装药组件清理刷,第一装药组件清理刷和第二装药组件清理刷通过扩展连接件装配于u型架的下料侧,且第一装药组件清理刷和第二装药组件清理刷两者垂直分布。
6.根据权利要求1中所述的一种装药组件刮药面装置,其特征在于:所述深度检测机构采用接触式传感器。
7.一种装药组件刮药面方法,应用了如权利要求1-6中任意一项所述的一种装药组件刮药面装置,所述一种装药组件刮药面装置部署在装药组件自动生产线的装配工作区间内,位于装药组件转运机构边缘,且装药组件转运机构主要包括平移机构和旋转夹持机构,平移机构由两个垂直装配的直线位移机构组合而成,旋转夹持机构装配于平移机构上,旋转夹持机构的夹爪处夹持有装药组件;
8.根据权利要求7中所述的一种装药组件刮药面方法,其特征在于:所述刀头组件、浮药清理机构和深度检测机构的高度与装药组件药面的中心位于同一水平面。
9.根据权利要求7中所述的一种装药组件刮药面方法,其特征在于:步骤二实施前预设刮药操作终止条件,在终止条件达成时判定完成刮药操作。
技术总结本发明属于火工制造设备技术领域,特别提供了一种装药组件刮药面装置及刮药面方法。一种装药组件刮药面装置,包括轴向位移机构、刀头底板连接件、径向位移机构、刀头组件、浮药清理机构和深度检测机构,刀头组件包括刀头底座、刀头连接板、滑道、刀头固定件、弹性复位机构和刀头;一种装药组件刮药面方法,具体流程包括步骤一、药面深度检测;步骤二、刮药操作;步骤三、浮药清理。本发明采用传感器对药面深度进行检测,再通过标准化设备对药面边缘的飞边做刮药处理,操作流程标准化,且设备整体设计简洁;在刮药处理后,分别对刀头和产品表面进行浮药清理,确保刮药处理流程的一致性和稳定性。技术研发人员:宋歌,王金峰,赵艳红,张远征,孙地,钟瀚基,吴金玲,王家楠,杨晨,石弋玄,杨东生,时瑾萱,高艳军,周宇,郭悦,徐越,佟新,赵庆受保护的技术使用者:辽宁北方华丰特种化工有限公司技术研发日:技术公布日:2024/8/5本文地址:https://www.jishuxx.com/zhuanli/20240808/271239.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表