一种火焰激光融合切割设备无极快速穿孔方法与流程
- 国知局
- 2024-08-08 17:03:17
本发明涉及数控火焰激光切割机床设备,具体为一种火焰激光融合切割设备无极快速穿孔方法。
背景技术:
1、火焰激光融合切割设备的无极快速穿孔方法结合了火焰切割和激光切割的优势,实现了高效、精确的穿孔操作,这种方法充分利用了激光的高能量密度和火焰切割的厚板处理能力,使得穿孔过程既快速又稳定,在穿孔过程中,激光在材料上形成初始的穿孔,激光的高精度和高能量使得这一过程迅速而准确。火焰的高温使得它能够迅速穿透较厚的材料,而激光的精确性则保证了穿孔的质量和位置精度,无极快速穿孔方法的关键在于对激光和火焰的精确控制,设备通过先进的数控系统实现对激光功率、焦距和火焰大小的精确调节,以确保穿孔过程的稳定性和效率,此外,设备还配备了丰富的工艺库,可根据切割材料材质、厚度等因素,自动调整穿孔参数以达到最佳效果,火焰激光融合切割设备的无极快速穿孔方法是一种高效、精确的穿孔技术,它结合了火焰切割和激光切割的优点,为各种材料的切割加工提供了有力的支持,现有的火焰切割有三级穿孔技术,但是只适合切割150mm以内的钢板,且切割预热时间较长,穿孔过程过于简单,穿孔过程中压力三次突变,高温铁渣飞溅也随着突变,高温铁渣极易喷射到喷咀上导致喷咀损坏,中断切割过程,为此本申请现提出一种火焰激光融合切割设备无极快速穿孔方法。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种火焰激光融合切割设备无极快速穿孔方法,具备配备无极快速穿孔技术的火焰激光融合切割设备在切割100mm到300mm超厚钢板时穿孔时间可以控制在10至30秒钟以内,并且穿孔质量高。降低切割能耗,提高切割效率与喷咀耗材的使用寿命的优点,解决了火焰激光融合切割设备在切割100mm到300mm超厚钢板时穿孔质量不好以及穿孔时间过长的问题。
3、(二)技术方案
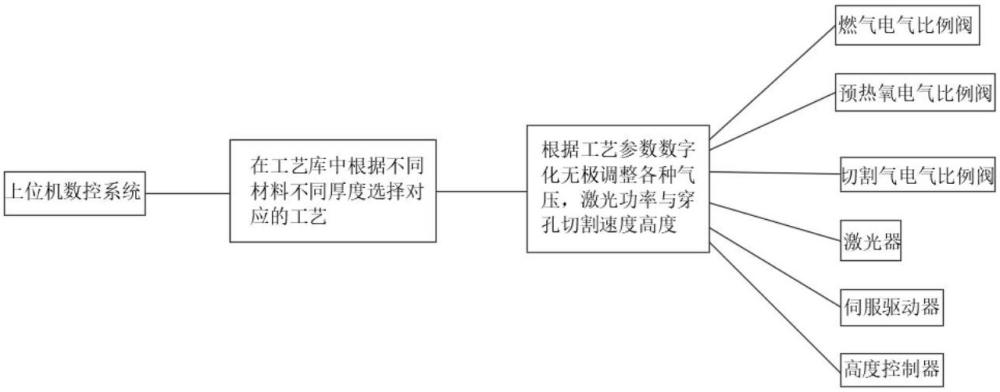
4、为实现上述目的,本发明提供如下技术方案:一种火焰激光融合切割设备无极快速穿孔方法,包括上位机数控系统,所述上位机数控系统通过在工艺库中根据不同材料不同厚度选择对应的工艺并根据工艺参数数字化无极调整各种气压,激光功率与穿孔切割速度高度,所述气压调整包含燃气电气比例阀、预热氧电气比例阀、切割气电气比例阀,所述激光功率通过激光器进行调整,所述穿孔切割速度高度通过伺服驱动器、高度控制器进行调整;
5、所述快速穿孔方法包含前期准备与参数设置、预热阶段、穿孔阶段、切割阶段、结束与清理。
6、优选的,所述前期准备与参数设置步骤如下:
7、步骤一:将待切割工件放置在火焰激光融合切割设备的工作台上,并确保其位置稳定;
8、步骤二:启动上位机数控系统,并根据工件的材质和厚度,在工艺库中选择合适的切割工艺;
9、步骤三:根据所选工艺,自动导入工艺参数,设置燃气电气比例阀、预热氧电气比例阀、切割气电气比例阀的初始气压值,以及激光器的初始功率值和伺服驱动器的初始速度值。
10、优选的,所述预热阶段包含开启火焰加热系统,通过燃气电气比例阀和预热氧电气比例阀调节火焰大小对工件表面进行预热,为后续的切割做好准备。
11、优选的,所述激光穿孔阶段包含以下步骤:
12、步骤一:当工件快速预热至适当温度后,开启切割氧电气比例阀,并根据预设的激光功率对工件进行动态无极穿孔;
13、步骤二:通过高度控制器实时监测切割头与工件之间的距离,并根据需要调整切割头的高度;
14、步骤三:根据穿孔过程中的实际情况,通过上位机数控系统实时调整激光功率和穿孔速度,以实现快速而稳定的穿孔。
15、优选的,所述切割阶段包含以下步骤:
16、步骤一:穿孔完成后,切割头开始沿预设的切割路径进行切割;
17、步骤二: 在切割过程中,通过伺服驱动器精确控制切割头的运动速度,确保切割质量的稳定性;
18、优选的,所述结束与清理包含切割完成后,关闭火焰加热系统和激光器以及检查喷咀等易损件的使用状态,确保下次使用时设备的正常运行。
19、与现有技术相比,本发明提供了一种火焰激光融合切割设备无极快速穿孔方法,具备以下有益效果:
20、1、该火焰激光融合切割设备无极快速穿孔方法,上位机数控系统通过在工艺库中根据不同材料不同厚度选择对应的工艺并根据工艺参数数字化无极调整各种气压,激光功率与穿孔切割速度高度,气压调整包含燃气电气比例阀、预热氧电气比例阀、切割气电气比例阀,激光功率通过激光器进行调整,穿孔切割速度高度通过伺服驱动器、高度控制器进行调整,配备无极快速穿孔技术的火焰激光融合切割设备在切割100mm到300mm超厚钢板时穿孔时间可以控制在10至30秒钟以内,并且穿孔质量高。降低切割能耗,提高切割效率与喷咀耗材的使用寿命,火焰激光融合切割设备在切割超厚板时,各种气压、激光功率与穿孔切割速度,穿孔高度等参数全部数字化无极变化,使切割穿孔工艺全部无极联动变化,达到最佳穿孔效果。
技术特征:1.一种火焰激光融合切割设备无极快速穿孔方法,其特征在于:包括上位机数控系统,所述上位机数控系统通过在工艺库中根据不同材料不同厚度选择对应的工艺并根据工艺参数数字化无极调整各种气压,激光功率与穿孔切割速度高度,所述气压调整包含燃气电气比例阀、预热氧电气比例阀、切割气电气比例阀,所述激光功率通过激光器进行调整,所述穿孔切割速度高度通过伺服驱动器、高度控制器进行调整;
2.根据权利要求1所述的一种火焰激光融合切割设备无极快速穿孔方法,其特征在于:所述前期准备与参数设置步骤如下:
3.根据权利要求1所述的一种火焰激光融合切割设备无极快速穿孔方法,其特征在于:所述预热阶段包含开启火焰加热系统,通过燃气电气比例阀和预热氧电气比例阀调节火焰大小对工件表面进行快速预热,为后续的切割做好准备。
4.根据权利要求1所述的一种火焰激光融合切割设备无极快速穿孔方法,其特征在于:所述激光穿孔阶段包含以下步骤:
5.根据权利要求1所述的一种火焰激光融合切割设备无极快速穿孔方法,其特征在于:所述切割阶段包含以下步骤:
6.根据权利要求1所述的一种火焰激光融合切割设备无极快速穿孔方法,其特征在于:所述结束与清理包含切割完成后,关闭火焰加热系统和激光器以及检查喷咀等易损件的使用状态,确保下次使用时设备的正常运行。
技术总结本发明涉及数控火焰激光融合切割机床设备技术领域,且公开了一种火焰激光融合切割设备无极快速穿孔方法,包括上位机数控系统,上位机数控系统通过在工艺库中根据不同材料不同厚度选择对应的工艺并根据工艺参数数字化无极调整各种气压,激光功率与穿孔切割速度高度。配备无极快速穿孔技术的火焰激光融合切割设备在切割100mm到300mm超厚钢板时穿孔时间可以控制在10至30秒钟以内,并且穿孔质量高。降低切割能耗,提高切割效率与喷咀耗材的使用寿命,火焰激光融合切割设备在切割超厚板时,各种气压、激光功率与穿孔切割速度,穿孔高度等参数全部数字化无极变化,使切割穿孔工艺全部无极联动变化,达到最佳穿孔效果。技术研发人员:刘志敏,刘林强受保护的技术使用者:湖北威速达智能装备有限公司技术研发日:技术公布日:2024/8/5本文地址:https://www.jishuxx.com/zhuanli/20240808/272078.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表