定位锁紧机构及其控制方法与流程
- 国知局
- 2024-08-08 17:04:33
本发明涉及3d打印设备,尤其涉及一种定位锁紧机构及其控制方法。
背景技术:
1、fdm(熔融沉积)3d打印机通过高温加热打印喷头使打印耗材熔化并沉积至打印平台,熔化打印耗材接触打印平台时受冷迅速凝结,打印喷头沿着设定好的打印路径将打印耗材层层沉积到打印平台上,从而构造具有三维结构的模型。
2、传统的打印机为了实现多色/多材料打印,通常采用单喷头加材料站或多喷头抓取的方式,其一,利用单喷头加材料站进行换丝的效率低,每次换丝需要将单喷头内原先丝料吐干净再进入新丝料,丝料浪费严重,打印耗时长;其二,每个独立喷头都带有完整的送丝机构及热端组件,重量大且成本高。
3、为了解决上述问题,相关技术中将3d打印机的电气元件与喷头分离,利用一套电气元件选择性地与各喷头对接,避免了丝料浪费,降低了成本和重量。但是在对接的过程中,由于零件的精度及组装带来的误差,并不能做到每台喷头与电气元件的对接是一致的,导致打印精度无法保证。
4、因此,亟待设计一种新的多喷头锁紧机构及其控制方法以改善上述问题。
技术实现思路
1、本发明的目的在于提供一种多喷头锁紧机构及其控制方法,以解决不能做到每台喷头与电气元件的对接是一致的,导致打印精度无法保证的技术问题。
2、为达此目的,本发明采用以下技术方案:
3、定位锁紧机构的控制方法,包括以下步骤:
4、预定位,喷头座与喷头主体相对接,使所述喷头主体的锁定槽位于所述喷头座的锁扣的转动行程范围内;
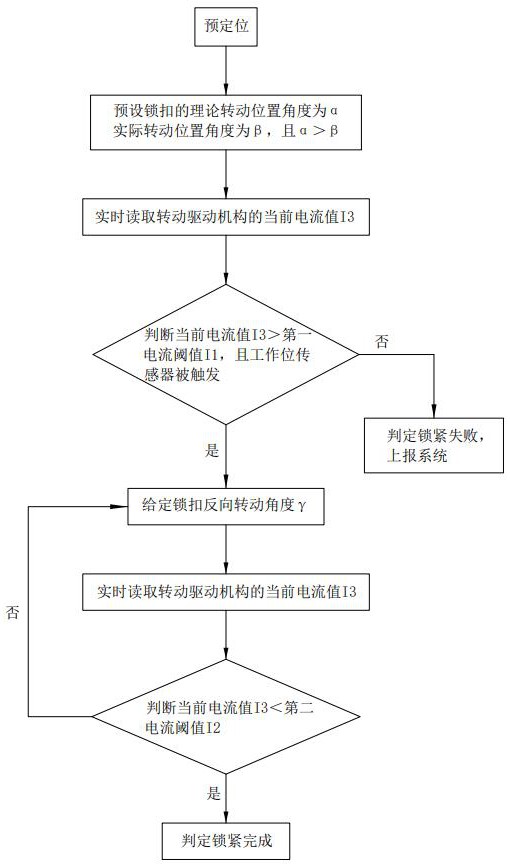
5、预设转动角度,预设所述锁扣的理论转动位置角度为α,所述锁扣的实际转动位置角度为β,且α>β;
6、设置阈值,所述锁扣的转动驱动机构具有正常工作电流和最大堵转电流,设定所述转动驱动机构的第一电流阈值为i1,且正常工作电流<i1<最大堵转电流,设定所述转动驱动机构的第二电流阈值为i2,且正常工作电流<i2<i1;
7、判定是否上锁,设定实时读取的所述转动驱动机构的当前电流值为i3,当i3>i1且工作位传感器被触发时,判定锁紧成功;当i3≤i1和/或所述工作位传感器未被触发时,判定锁紧失败;
8、判定锁紧是否完成,当i3>i1时,给定所述锁扣反向转动角度γ,当i3<i2时,判定锁紧完成;当i3≥i2时,再次给定所述锁扣反向转动角度γ,直到i3<i2,判定锁紧完成。
9、作为优选,在判定是否上锁的步骤中,所述喷头座上具有零位传感器和所述工作位传感器,当所述喷头座与所述喷头主体相对接后,所述锁扣触发所述零位传感器,所述零位传感器判定所述锁扣处于初始转动位置;
10、当i3>i1的同时所述锁扣触发所述工作位传感器,则判定所述锁扣锁紧成功。
11、作为优选,所述零位传感器和所述工作位传感器均采用霍尔传感器。
12、作为优选,在判定锁紧是否完成步骤中,所述反向转动角度为γ,且0.1°≤γ≤1°。
13、作为优选,所述定位锁紧机构的控制方法还包括以下步骤:
14、喷头归位,将当前工作的所述喷头主体放置到指定的摆放位置处;
15、分离复位,所述转动驱动机构带动所述锁扣复位,当所述零位传感器检测到信号后,所述转动驱动机构停止动作,调节所述喷头座与当前工作的所述喷头主体分离。
16、定位锁紧机构,采用上文述及的定位锁紧机构的控制方法进行精准组装,所述定位锁紧机构包括:
17、锁定槽,其设置于喷头主体上;
18、锁扣,其位于喷头座内;以及
19、转动驱动机构,其位于所述喷头座内,所述转动驱动机构的输出端与所述锁扣相连,所述转动驱动机构能够带动所述锁扣转动至初始转动位置和工作位置;
20、当所述锁扣位于所述初始转动位置时,所述锁扣与所述锁定槽分离,当所述锁扣位于所述工作位置时,所述锁扣与所述锁定槽卡接。
21、作为优选,所述定位锁紧机构还包括定位轮,所述定位轮设置于所述喷头主体的对接面,所述锁定槽设置于所述定位轮的圆周方向上,所述锁定槽为斜面设置,所述喷头座上开设有对接孔,所述定位轮的直径与所述对接孔的内径相适配,所述喷头主体活动伸入所述对接孔内;
22、当所述喷头主体的对接面与所述喷头座的对接面相贴合时,所述定位轮位于所述锁扣的转动行程范围内。
23、作为优选,所述定位锁紧机构还包括定位件,所述定位件包括凸起部和凹陷槽,所述凸起部设置于所述喷头座和所述喷头主体两者中的一者上,所述凹陷槽开设于所述喷头座和所述喷头主体两者中的另一者上,所述凸起部的数量和形状、位置与所述凹陷槽相配合。
24、作为优选,所述凸起部沿所述对接孔的边沿环形阵列分布有若干个。
25、作为优选,所述喷头座上还设置有检测机构及其pcb电路板,所述检测机构用于监测所述锁扣的位置以及用于监测所述喷头座是否与所述喷头主体对接成功。
26、本发明的有益效果:
27、通过喷头座与喷头主体的对接面相互贴合,以对一个自由度进行约束,在定位件的定位下,定位喷头座的对接面与喷头主体的对接面的相对位置,以对四个自由度进行约束,由转动驱动机构驱动锁扣转动,使锁扣卡接于锁定槽内,使喷头座的对接面与喷头主体的对接面保持紧密贴合,从而对一个自由度进行约束,综上,在六个自由度的定位以及约束下,保障喷头主体锁紧在喷头座上。
28、通过启动转动驱动机构带动锁扣正向运动,由转动驱动机构给定锁扣一个理论转动位置角度α,并且该理论转动位置角度α大于实际转动位置角度β,实时地检测转动驱动机构的电流值i3,当检测到电流值i3大于第一电流阈值i1,并且工作位传感器被触发时,判定锁紧成功,此时的锁扣已经与锁定槽卡紧,无论是否到达理论转动位置角度α,立即停止转动驱动机构的正向转动,并给予一个反向转动角度γ,其中反向转动角度γ为小角度,当检测到电流值i3小于i2时,无论转动驱动机构是否到达角度γ,立即停止转动驱动机构。如此设置,相较于直接给定一个转动角度来控制转动驱动机构的转动,能够适应性地兼容喷头座与喷头主体之间的细微装配差距,避免出现卡接过紧,损坏转动驱动机构,或者卡接过松,在高速打印时,出现喷头主体晃动的情况发生,本申请将锁扣的开合过程变成一个动态调整的过程,根据喷头主体的锁定槽的具体位置控制锁扣,将锁扣的每一次锁紧都控制到理想位置,提高了喷头主体锁定的整体刚性,且提高了转动驱动机构的使用寿命。
技术特征:1.定位锁紧机构的控制方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的定位锁紧机构的控制方法,其特征在于,第一电流阈值i1为(0.8-0.9)倍的最大堵转电流;第二电流阈值i2为(1.1-1.2)倍的正常工作电流。
3.根据权利要求1所述的定位锁紧机构的控制方法,其特征在于,在判定是否上锁的步骤中,所述喷头座(1)上具有零位传感器(5)和工作位传感器(6),当所述喷头座(1)与所述喷头主体(2)相对接后,所述锁扣(12)触发所述零位传感器(5),所述零位传感器(5)判定所述锁扣(12)处于初始转动位置;当i3>i1的同时所述锁扣(12)触发所述工作位传感器(6),则判定所述锁扣(12)锁紧成功;所述零位传感器(5)和所述工作位传感器(6)均采用霍尔传感器。
4.根据权利要求1所述的定位锁紧机构的控制方法,其特征在于,在判定锁紧是否完成步骤中,所述反向转动角度为γ,且0.1°≤γ≤1°。
5.根据权利要求3所述的定位锁紧机构的控制方法,其特征在于,所述定位锁紧机构的控制方法还包括以下步骤:
6.定位锁紧机构,采用上述权利要求1-5任一项所述的定位锁紧机构的控制方法进行精准组装,其特征在于,所述定位锁紧机构包括:
7.根据权利要求6所述的定位锁紧机构,其特征在于,所述定位锁紧机构还包括定位轮(21),所述定位轮(21)设置于所述喷头主体(2)的对接面,所述锁定槽(22)设置于所述定位轮(21)的圆周方向上,所述锁定槽(22)为斜面(124)设置,所述喷头座(1)上开设有对接孔(11),所述定位轮(21)的直径与所述对接孔(11)的内径相适配,所述喷头主体(2)活动伸入所述对接孔(11)内;
8.根据权利要求7所述的定位锁紧机构,其特征在于,所述定位锁紧机构还包括定位件,所述定位件包括凸起部(13)和凹陷槽(23),所述凸起部(13)设置于所述喷头座(1)和所述喷头主体(2)两者中的一者上,所述凹陷槽(23)开设于所述喷头座(1)和所述喷头主体(2)两者中的另一者上,所述凸起部(13)的数量和形状、位置与所述凹陷槽(23)相配合。
9.根据权利要求8所述的定位锁紧机构,其特征在于,所述凸起部(13)沿所述对接孔(11)的边沿环形阵列分布有若干个。
10.根据权利要求6所述的定位锁紧机构,其特征在于,所述喷头座(1)上还设置有检测机构及其pcb电路板,所述检测机构用于监测所述锁扣(12)的位置以及用于监测所述喷头座(1)是否与所述喷头主体(2)对接成功。
技术总结本发明属于3D打印设备技术领域,公开了一种定位锁紧机构及其控制方法,定位锁紧机构的控制方法包括预定位、预设转动角度、设置阈值、判定是否上锁和判定锁紧是否完成,预设锁扣的理论转动位置角度为α,锁扣的实际转动位置角度为β,且α>β,锁扣的转动驱动机构具有正常工作电流和最大堵转电流,设定转动驱动机构的第一电流阈值为I1,正常工作电流<I1<最大堵转电流,第二电流阈值为I2,正常工作电流<I2<I1,设定实时读取的转动驱动机构的当前电流值为I3,当I3>I1且工作位传感器被触发时,判定锁紧成功,当I3>I1时,给定锁扣反向转动角度γ,当I3<I2时,判定锁紧完成。技术研发人员:金特,盛祁浩,李华受保护的技术使用者:浙江闪铸集团有限公司技术研发日:技术公布日:2024/8/5本文地址:https://www.jishuxx.com/zhuanli/20240808/272207.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表