一种凸焊螺母检测装置的制作方法
- 国知局
- 2024-08-19 14:21:17
本发明涉及槽孔尺寸快速检测,具体是一种凸焊螺母检测装置。
背景技术:
1、凸焊螺母在汽车车架焊装中使用广泛,在自动化焊接时,先需要对凸焊螺母的位置和内孔尺寸快速检测,保证焊装后的凸焊螺母的位置正确,螺母孔的尺寸正确,便于下一步组装、喷涂等操作。
2、现有凸焊螺母的位置和内孔尺寸检测时常用直尺、游标卡尺、专用检具、三坐标检等传统检测工具,需要多次测量,检测效率低,劳动强度大。
技术实现思路
1、本发明的目的在于提供一种凸焊螺母检测装置,解决传统凸焊螺母检测时检测效率低、劳动强度大的问题。
2、本发明的目的可以通过以下技术方案实现:
3、一种凸焊螺母检测装置,包括检测杆、第一导向件、第一滑动件、第一复位件、第二导向件和驱动机构,所述第一导向件内设置有限位孔,所述第二导向件连接在第一导向件的一侧,所述检测杆的一端与第一滑动件的一端连接,所述第一滑动的另一端与驱动机构连接,所述驱动机构与第二导向件滑动导向连接,所述检测杆的另一端穿过所述限位孔,所述第一复位件连接在第一滑动件和第一导向件之间,用于第一滑动件沿着第一导向件滑动后复位。
4、进一步的方案中,所述第一导向件包括第一连接座,所述限位孔设置在第一连接座的中部,所述第一连接座靠近第一滑动件一侧设置有导向滑轨,所述第一滑动件上具有滑槽,且通过滑槽滑动连接在导向滑轨上。
5、进一步的方案中,所述第一滑动件包括相互连接的第一楔形滑块和第一连接杆,所述第一连接杆的杆径依次减小,所述限位孔包括孔径依次减小t形孔,所述第一连接杆的下部滑动连接在t形孔下部内,所述第一复位件包括第一弹簧,所述第一弹簧套设在第一连接杆的上部外,且位于第一楔形滑块和t形孔台阶面之间。
6、进一步的方案中,所述驱动机构包括第二滑动件和第二复位件,第二复位件连接在第二滑动件与第二导向件之间,用于第二滑动件滑动后复位。
7、进一步的方案中,所述第二滑动件包括相互连接的第二楔形滑块和第二连接杆,第二楔形滑块与第一楔形滑块通过各自的导向斜面/滑动连接,所述第二导向件包括第二连接座,所述第二连接座从上到下依次设置有u形限位槽和导向滑槽,且两者之间设置有阶台,所述第二楔形滑块和第一楔形滑块的两侧均限位滑动在所述导向滑槽内,所述第二复位件包括第二弹簧,所述第二连接杆上设置有轴凸,所述第二弹簧套设在第二连接杆外,且位于轴凸和u形限位槽之间。
8、进一步的方案中,所述导向滑槽的长度等于第一楔形滑块和第二楔形滑块的横向长度之和。
9、进一步的方案中,所述第一楔形滑块和第二楔形滑块的导向斜面/均通过弧形面与相邻面过渡连接。
10、进一步的方案中,所述第一楔形滑块滑动方向上的横截面呈直角梯形。
11、进一步的方案中,所述第二楔形滑块滑动方向上的横截面呈直角梯形。
12、进一步的方案中,还包括安装座,所述安装座与第一导向件和/或第二导向件连接。
13、本发明的有益效果:
14、本发明通过检测杆、第一复位件、第二导向件、第一导向件和驱动机构的设计,可以实现检测杆在伸出后,能够自动复位,从而不需要能量带动使其缩回,提高了能量利用效率,同时第一导向件和第二导向件可以对检测杆的伸出方向和驱动机构的驱动方向进行导向,从而保证检测杆能够伸出稳定,提高检测的稳定性。
15、本发明通过第一导向件的设计,可以提高检测杆的位置精度,从而提高对凸焊螺母的检测精度。
16、本发明通过驱动机构的设计,不必考虑气缸等驱动件驱动误差,也便于布置,提高了检测杆检测精度。
17、本发明属于固定式检测机构,解决传统检测机构操作过程中反复翻转,并容易折断且需要反复维修的问题,本机构提升了操作便捷性,检测精度,且降低了维修成本。
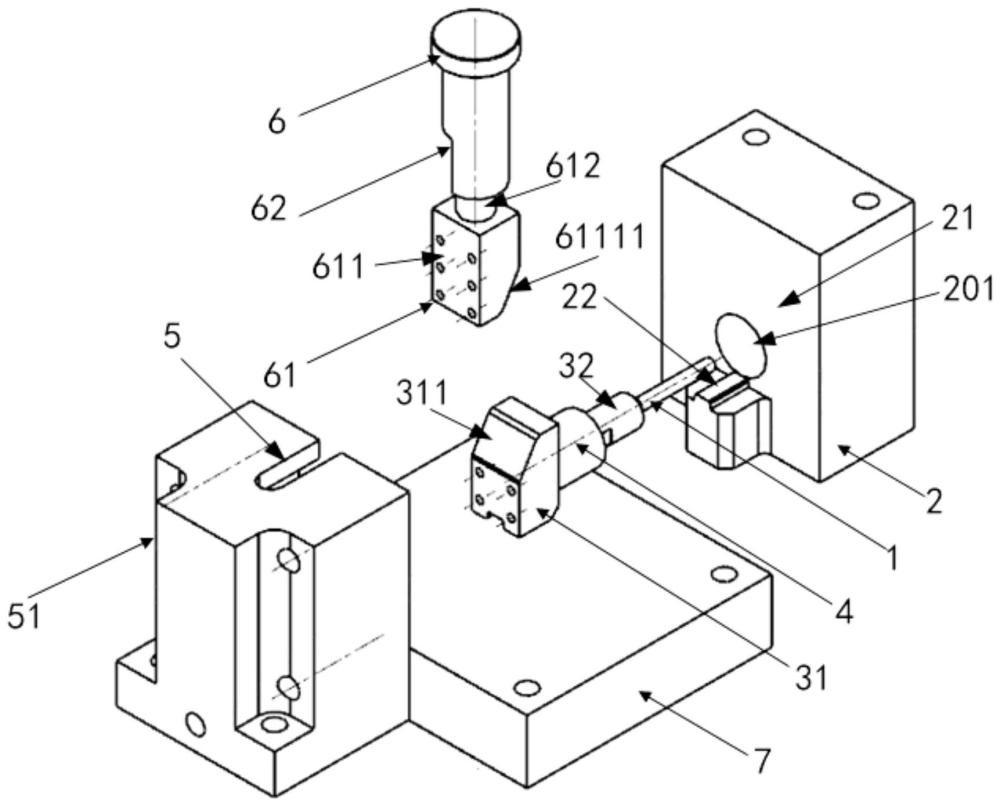
技术特征:1.一种凸焊螺母检测装置,其特征在于,包括检测杆(1)、第一导向件(2)、第一滑动件(3)、第一复位件(4)、第二导向件(5)和驱动机构(6),所述第一导向件(2)内设置有限位孔(201),所述第二导向件(5)连接在第一导向件(2)的一侧,所述检测杆(1)的一端与第一滑动件(3)的一端连接,所述第一滑动的另一端与驱动机构(6)连接,所述驱动机构(6)与第二导向件(5)滑动导向连接,所述检测杆(1)的另一端穿过所述限位孔(201),所述第一复位件(4)连接在第一滑动件(3)和第一导向件(2)之间,用于第一滑动件(3)沿着第一导向件(2)滑动后复位。
2.根据权利要求1所述的一种凸焊螺母检测装置,其特征在于,所述第一导向件(2)包括第一连接座(21),所述限位孔(201)设置在第一连接座(21)的中部,所述第一连接座(21)靠近第一滑动件(3)一侧设置有导向滑轨(22),所述第一滑动件(3)上具有滑槽,且通过滑槽滑动连接在导向滑轨(22)上。
3.根据权利要求1所述的一种凸焊螺母检测装置,其特征在于,所述第一滑动件(3)包括相互连接的第一楔形滑块(31)和第一连接杆(32),所述第一连接杆(32)的杆径依次减小,所述限位孔(201)包括孔径依次减小t形孔,所述第一连接杆(32)的下部滑动连接在t形孔下部内,所述第一复位件(4)包括第一弹簧(41),所述第一弹簧(41)套设在第一连接杆(32)的上部外,且位于第一楔形滑块(31)和t形孔台阶面之间。
4.根据权利要求3所述的一种凸焊螺母检测装置,其特征在于,所述驱动机构(6)包括第二滑动件(61)和第二复位件(62),第二复位件(62)连接在第二滑动件(61)与第二导向件(5)之间,用于第二滑动件(61)滑动后复位。
5.根据权利要求4所述的一种凸焊螺母检测装置,其特征在于,所述第二滑动件(61)包括相互连接的第二楔形滑块(611)和第二连接杆(612),第二楔形滑块(611)与第一楔形滑块(31)通过各自的导向斜面(6111/311)滑动连接,所述第二导向件(5)包括第二连接座(51),所述第二连接座(51)从上到下依次设置有u形限位槽(511)和导向滑槽(512),且两者之间设置有阶台(513),所述第二楔形滑块(611)和第一楔形滑块(31)的两侧均限位滑动在所述导向滑槽(512)内,所述第二复位件(62)包括第二弹簧(621),所述第二连接杆(612)上设置有轴凸(6121),所述第二弹簧(621)套设在第二连接杆(612)外,且位于轴凸(6121)和u形限位槽(511)之间。
6.根据权利要求5所述的一种凸焊螺母检测装置,其特征在于,所述导向滑槽(512)的长度等于第一楔形滑块(31)和第二楔形滑块(611)的横向长度之和。
7.根据权利要求5所述的一种凸焊螺母检测装置,其特征在于,所述第一楔形滑块(31)和第二楔形滑块(611)的导向斜面(6111/311)均通过弧形面与相邻面过渡连接。
8.根据权利要求5所述的一种凸焊螺母检测装置,其特征在于,所述第一楔形滑块(31)滑动方向上的横截面呈直角梯形。
9.根据权利要求5所述的一种凸焊螺母检测装置,其特征在于,所述第二楔形滑块(611)滑动方向上的横截面呈直角梯形。
10.根据权利要求1所述的一种凸焊螺母检测装置,其特征在于,还包括安装座(7),所述安装座(7)与第一导向件(2)和/或第二导向件(5)连接。
技术总结本发明涉及螺母焊接位置和尺寸检测设备技术领域,具体公开了一种凸焊螺母检测装置,包括检测杆、第一导向件、第一滑动件、第一复位件、第二导向件和驱动机构,所述第一导向件内设置有限位孔,所述第二导向件连接在第一导向件的一侧,所述检测杆的一端与第一滑动件的一端连接,所述第一滑动的另一端与驱动机构连接,所述驱动机构与第二导向件滑动导向连接,所述检测杆的另一端穿过所述限位孔,所述第一复位件连接在第一滑动件和第一导向件之间,用于第一滑动件沿着第一导向件滑动后复位。该装置能提高凸焊螺母检测时检测效率,降低劳动。技术研发人员:王正洲,吴海,梁效龙受保护的技术使用者:奇瑞汽车股份有限公司技术研发日:技术公布日:2024/8/16本文地址:https://www.jishuxx.com/zhuanli/20240819/274853.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表