一种汽车真空泵用的连接头检测设备的制作方法
- 国知局
- 2024-08-19 14:47:15
本技术涉及检测设备,尤其涉及一种汽车真空泵用的连接头检测设备。
背景技术:
1、如图8和图9所示,图中为汽车真空泵用的连接头10,目前在连接头10生产过程中,需要将连接头10的正面定位孔101、反面定位孔102以及反面外径104进行检测,现有的检测过程中,连接头10的正面定位孔101、反面定位孔102以及反面外径104分别在三个不同的区域进行检测,位于不同区域需要人工进行中途的转移输送,同时每个环节的检测都是通过人工进行上下料,整体检测过程费时费力,整体的检测效率较低。
技术实现思路
1、本实用新型所要解决的是检测过程中需要人工多次输送搬运转移,费时费力,检测效率较低技术问题,提供了一种实现连接头两端定位孔的检测以及对连接头外径的检测,从而实现对连接头整体的自动化检测以及转移,进而能够省时省力的同时能够提升连接头整体检测效率的汽车真空泵用的连接头检测设备。
2、为本实用新型之目的,采用以下技术方案予以实现:
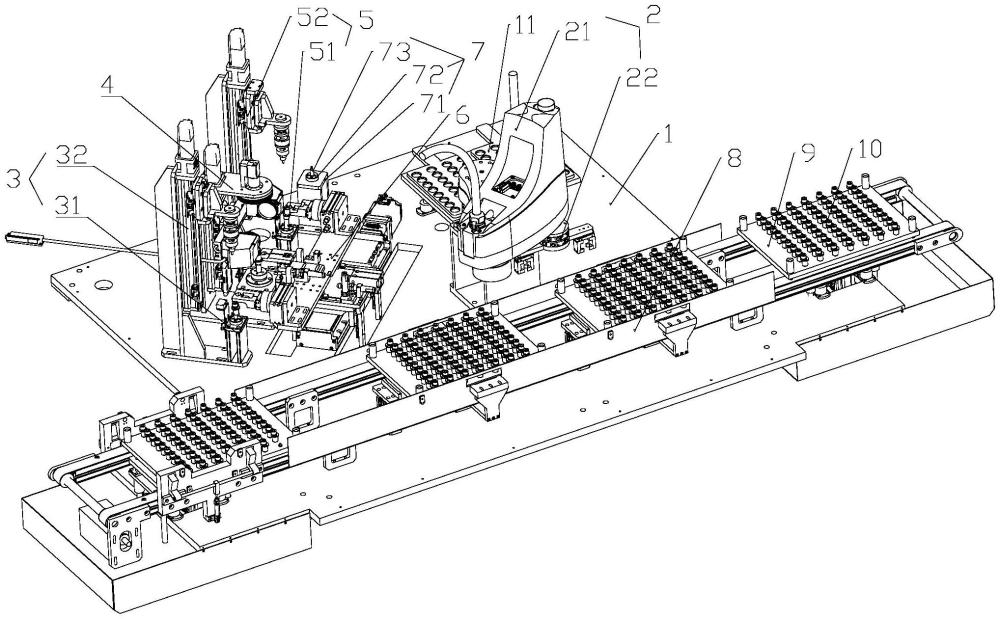
3、一种汽车真空泵用的连接头检测设备,包括抓取机构、正面检测机构、外径测量机构、反面检测机构和平移机构;所述抓取机构包括四轴机器人和抓取组件;所述抓取组件设置在四轴机器人的定位端处;且抓取组件用于抓取连接头,并通过四轴机器人进行转移定位;所述正面检测机构、外径测量机构和反面检测机构按照进料往出料方向依次呈水平对齐排列;所述正面检测机构包括的正面检测定位组件和位于正面检测定位组件上方的正面检测组件;所述正面检测组件用于对连接头正面检测前进行定位;所述正面检测组件用于对连接头正面孔进行检测;所述外径测量机构包括视觉定位检测组件、测量定位组件和测量组件;所述测量定位组件用于将连接头测量前进行旋转定位;所述视觉定位检测组件用于检测连接头是否旋转到位;所述测量组件用于对定位后的连接头进行外径测量;所述反面检测机构包括反面检测定位组件和位于反面检测定位组件上方的反面检测组件;所述反面检测定位组件用于对连接头反面进行检测前定位;反面检测组件用于对连接头反面孔进行检测;所述平移机构用于将连接头从正面检测机构往反面检测机构方向依次进行转移。该设备通过正面检测机构能够对连接头的正面定位孔进行自动化检测;通过外径测量机构能够对连接头的反面外径进行自动化检测;通过反面检测机构能够对连接头的反面定位孔进行自动化检测;通过抓取机构和平移机构将各个检测部位串联起来,中途无需人工进行参与以及输送转移,省时省力,大大提升了连接头整体的检测效率。
4、作为优选,所述抓取组件包括抓取固定座、抓取连接板、第一抓夹气缸和第二抓夹气缸;所述抓取固定座固定连接在四轴机器人的驱动轴上,所述抓取连接板呈水平方向设置在抓取固定座底部;所述第一抓夹气缸和第二抓夹气缸对称设置在抓取连接板的两端。通过第一抓夹气缸和第二抓夹气缸能够实现两个连接头的抓取,从而便于将未检测的连接头进行抓取放入并将检测完的连接头取出,进而提升在检测过程中的转移效率,最终提升整体检测效率。
5、作为优选,所述正面检测定位组件包括检测定位支架、检测定位座和检测定位柱;所述检测定位座设置在检测定位支架顶部,所述检测定位柱呈竖直方向设置在检测定位座的中心;所述正面检测组件包括正面检测支架、正面检测直线滑台、正面检测升降定位架、正面检测主轴和定位孔检测头;所述正面检测直线滑台呈竖直方向设置在正面检测支架上,正面检测升降定位架设置在正面检测直线滑台的检测滑板上,所述正面检测主轴呈纵向设置在正面检测升降定位架上;所述定位孔检测头设置在正面检测主轴的底部,且定位孔检测头位于检测定位柱上方。通过正面检测定位组件上的检测定位柱能够与连接头的反面定位孔相配合,从而使连接头插入至检测定位柱上进行定位,通过正面检测组件上定位孔检测头插入至正面定位孔内,从而对正面定位孔的孔径进行检测,进一步提升对连接头上正面定位孔的检测效率。
6、作为优选,所述反面检测定位组件与所述正面检测定位组件结构相同,仅在对应所述检测定位柱上尺寸不同;所述反面检测组件与正面检测组件结构相同,仅在对应所述定位孔检测头上尺寸不同。通过反面检测定位组件和反面检测组件以相同的方式进一步提升对连接头上反面定位孔的检测效率。
7、作为优选,所述视觉定位检测组件包括视觉检测支架、视觉检测相机和视觉检测光源;所述视觉检测支架顶部设置有视觉检测照射通孔;所述视觉检测相机设置在视觉检测支架上,且视觉检测相机的摄像口位于视觉检测照射通孔上方,所述视觉检测光源设置在视觉检测支架上,所述视觉检测光源位于视觉检测照射通孔下方,且视觉检测光源的光源中心与视觉检测照射通孔的圆心竖直对齐设置;测量定位组件包括测量定位支架、测量定位固定座、测量定位转轴和测量定位电机;所述测量定位固定座设置在测量定位支架上;所述测量定位转轴转动连接在测量定位固定座的中心,且测量定位转轴呈竖直设置;所述测量定位电机呈纵向设置在测量定位支架上,且测量定位电机的驱动轴与测量定位转轴的底端固定连接;所述测量定位转轴位于视觉检测照射通孔正下方;所述测量组件包括测量直线滑台、测量固定板、第一外径测量器和第二外径测量器;所述测量直线滑台呈竖直设置在视觉检测支架上,所述测量固定板呈水平方向连接在测量直线滑台的测量滑板上,且测量固定板位于视觉检测光源下方;所述第一外径测量器和第二外径测量器对称设置在测量固定板的水平两侧。通过将连接头放入至测量定位转轴上后,通过视觉检测相机对连接头进行拍摄,查看连接头是否处于指定位置,若未在指定位置,通过测量定位电机驱动测量定位转轴转动,从而带动连接头旋转至指定位置后,再次通过视觉检测相机进行检测,确认完毕后,通过第一外径测量器和第二外径测量器移动至连接头对称的两侧,对连接头的外径进行检测,整个流程能够确保连接头的外径精准测量,并且也能够将连接头精准定位后,方便后续反面检测机构进行精准测量。
8、作为优选,所述正面检测定位组件、测量定位组件和反面检测定位组件上均设置有用于检测是否定位有连接头的光电传感器。通过光电传感器进一步能够精准判断在检测时,连接头是否插入,从而进一步提升检测精度。
9、作为优选,所述平移机构包括平移直线滑台、平移升降架、平移升降气缸、平移水平移动架、平移水平驱动气缸、第一夹取组件、第二夹取组件和第三夹取组件;所述平移直线滑台的平移滑板上设置有平移固定板;所述平移升降架通过平移升降滑轨升降移动连接在平移固定板上;所述平移升降气缸呈纵向设置在平移固定板上,且平移升降气缸的顶部伸缩杆与平移升降架底部固定连接;所述平移水平移动架通过平移水平滑轨水平移动连接在平移升降架顶面;所述平移水平驱动气缸呈水平方向设置在平移升降架顶面,且平移水平驱动气缸的伸缩杆与平移水平移动架固定连接,所述第一夹取组件、第二夹取组件和第三夹取组件呈水平间隔排列设置在平移水平移动架上。通过平移直线滑台、平移升降气缸和平移水平驱动气缸能够实现第一夹取组件、第二夹取组件和第三夹取组件的六轴定位,从而确保三个夹取组件能够精准的抓取连接头,并且能够精准的将连接头转移定位至指定位置。
10、作为优选,所述第一夹取组件和第三夹取组件均包括夹取支架、夹取旋转气缸和第一夹爪气缸;所述夹取支架呈竖直设置在平移水平移动架上;所述夹取旋转气缸设置在夹取支架上;所述第一夹爪气缸设置在夹取旋转气缸的旋转部上,且夹取时,所述第一夹爪气缸的夹爪呈水平状态;所述第二夹取组件包括夹取固定板和第二夹爪气缸;所述夹取固定板呈水平设置在平移水平移动架上;所述第二夹爪气缸设置在夹取固定板上,且夹取时,所述第二夹爪气缸的夹爪呈水平状态。通过三个夹取组件分别能够对应正面检测机构、外径测量机构和反面检测机构,从而能够使连接头进行抓取水平转移,无需人工进行拿取定位,省时省力,同时也能保证转移效率。
11、作为优选,还包括中转定位组件;所述中转定位组件包括中转支架、中转定位座和中转定位柱;所述中转支架与反面检测定位组件水平对齐排列,且位于反面检测定位组件的出料端侧;所述中转定位座设置在中转支架的顶部;所述中转定位柱设置在中转定位座的中心。通过中转定位组件便于将检测完的连接头进行放置等待被转移,提升转移效率以及检测效率,同时也能把连接头翻回至初始状态,进而方便四轴机器人将连接头按照初始位置放回至载盘上。
12、作为优选,还包括用于输送装满连接头的载盘的输送带机构,所述输送带机构包括输送带驱动组件、第一挡料定位组件、第二挡料定位组件和堆叠收料组件;所述输送带驱动组件呈水平方向设置,且载盘放置在输送带驱动组件上进行水平输送;所述第一挡料定位组件和第二挡料定位组件均包括挡料气缸和输送定位夹紧气缸;所述挡料气缸位于输送定位夹紧气缸的出料端侧;挡料气缸呈竖直方向设置,且挡料气缸顶部设置有挡料板;所述输送定位夹紧气缸呈水平方向设置;输送定位夹紧气缸的两个夹爪上均设置有输送夹紧板;两块所述输送夹紧板对称设置在输送带驱动组件的两侧;所述堆叠收料组件设置在输送带驱动组件的出料端,堆叠收料组件包括堆料升降板组件和两个堆料支撑组件;所述堆料升降板组件用于将载盘顶升;两个所述堆料支撑组件对称设置在输送带驱动组件的两侧,且用于支撑顶升后的载盘。通过输送带机构上的输送带驱动组件能够实现载盘的自动输送,提升载盘的输送效率,并且通过挡料气缸和输送定位夹紧气缸能够使载盘在输送时精准定位,方便四轴机器人精准的抓取载盘上的连接头,进一步提升连接头上料效率以及确保连接头抓取的精准性,同时通过堆叠收料组件便于将检测完连接头的载盘堆叠起来,方便工人或者机械手进行收料转移至下一道工序。
13、综上所述,本实用新型的优点是该设备通过正面检测机构能够对连接头的正面定位孔进行自动化检测;通过外径测量机构能够对连接头的反面外径进行自动化检测;通过反面检测机构能够对连接头的反面定位孔进行自动化检测;通过抓取机构和平移机构将各个检测部位串联起来,中途无需人工进行参与以及输送转移,省时省力,大大提升了连接头整体的检测效率。
本文地址:https://www.jishuxx.com/zhuanli/20240819/276398.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表