阵列复眼模芯加工的工装装置的制作方法
- 国知局
- 2024-08-19 14:47:17
本技术涉及玻璃压型模具的机械加工领域,特别是涉及一种光学复眼类产品模具模芯加工的工装装置。
背景技术:
1、复眼透镜是由一系列球面或非球面小单元按特定关系阵列组合而成,广泛应用于照明系统、投影显示等,可获得高的光利用率与均匀性。
2、目前复眼模芯的加工一般采用cnc加工,加工一般分为三轴与五轴设备。复眼为多个r阵列组成,正常的三轴加工存在中心线速度为0的问题,加工r面存在越靠近中心加工效果越差的问题,导致后续修模研磨量大,修模效率低与精度低问题。五轴设备能够实现倾角避开中心线速度为0位置加工,但存在加工效率低的问题,另外复眼对五轴联动控制精度要求高,实际验证定位精度<0.002mm,转台旋转精度<8″加工设备才可满足一般复眼模芯加工,由于设备价格昂贵,一般厂家很少匹配。因此在现有三轴加工机上,能够实现避开线速度为0与无丝杆反向问题,则是一种较为经济与容易实现的方式。
技术实现思路
1、本实用新型所要解决的技术问题是提供一种结构简单、操作方便的阵列复眼模芯加工的工装装置。
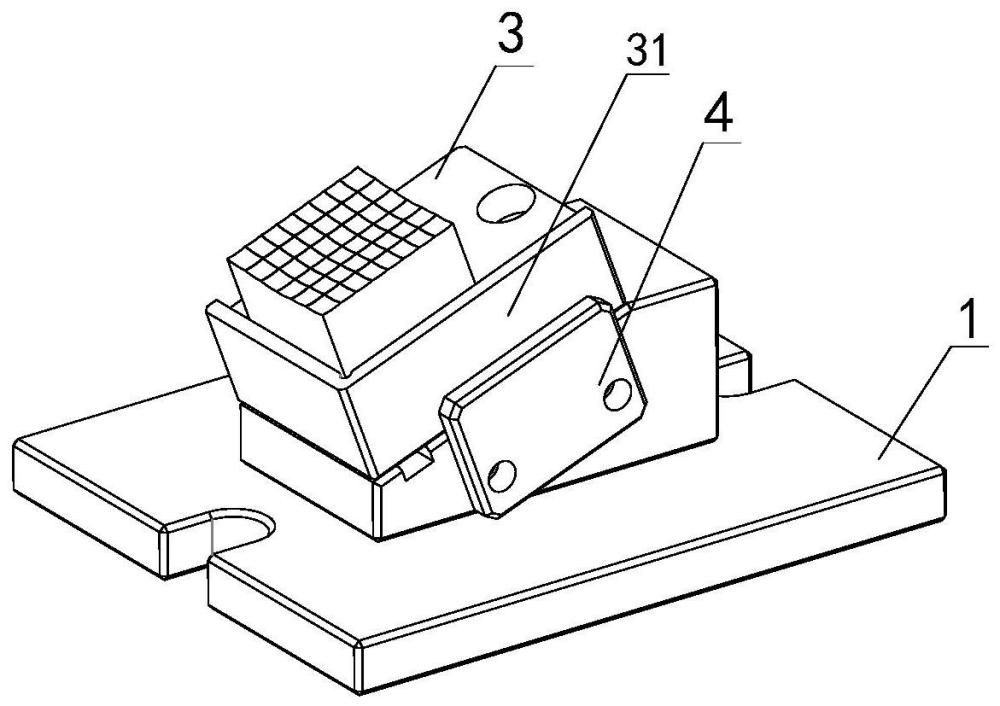
2、本实用新型解决技术问题所采用的技术方案是:阵列复眼模芯加工的工装装置,包括基板、斜基座、模芯定位座和侧挡块,所述斜基座设置在基板上,所述斜基座的上表面设置有斜面,在所述斜面上设置有通槽,所述模芯定位座底部设置有与所述通槽匹配的定位凸筋,所述模芯定位座设置在斜基座上,所述侧挡块设置在斜基座的侧壁上。
3、进一步的,所述模芯定位座上设置有l形直角定位块。
4、进一步的,所述斜面与下表面的夹角α为10~60°。
5、进一步的,在所述斜面上设置有第一螺纹孔,在所述模芯定位座上设置有第三螺纹孔,所述模芯定位座通过螺栓设置在斜基座上。所述第三螺纹孔采用直槽口沉孔结构。
6、进一步的,在所述斜基座的侧壁上设置有第二螺纹孔,所述侧挡块采用螺栓设置在斜基座的侧壁上。
7、进一步的,所述l形直角定位块的高度为3mm、壁厚为3mm。所述定位凸筋的宽度为6mm、深度为2.8mm。所述通槽的宽度为6mm、深度为3mm。
8、进一步的,所述l形直角定位块的尖角处清根加工。
9、本实用新型的有益效果是:有效解决球刀加工模芯的复眼面的中心线速度为0导致的加工痕迹,实现一次装夹定位连续快换加工多个模芯,提高研磨性能、产品精度以及装夹效率;本实用新型用于玻璃高温模压复眼透镜的模具中模芯的制备,结构简单、操作方便,可实现复眼倾斜角度加工,以达到低成本、高精度的复眼模芯的单元加工。
技术特征:1.阵列复眼模芯加工的工装装置,其特征在于:包括基板(1)、斜基座(2)、模芯定位座(3)和侧挡块(4),所述斜基座(2)设置在基板(1)上,所述斜基座(2)的上表面设置有斜面(21),在所述斜面(21)上设置有通槽(22),所述模芯定位座(3)底部设置有与所述通槽(22)匹配的定位凸筋(33),所述模芯定位座(3)设置在斜基座(2)上,所述侧挡块(4)设置在斜基座(2)的侧壁上。
2.如权利要求1所述的阵列复眼模芯加工的工装装置,其特征在于:所述模芯定位座(3)上设置有l形直角定位块(31)。
3.如权利要求1或2所述的阵列复眼模芯加工的工装装置,其特征在于:所述斜面(21)与下表面的夹角α为10~60°。
4.如权利要求1或2所述的阵列复眼模芯加工的工装装置,其特征在于:在所述斜面(21)上设置有第一螺纹孔(23),在所述模芯定位座(3)上设置有第三螺纹孔(32),所述模芯定位座(3)通过螺栓设置在斜基座(2)上。
5.如权利要求4所述的阵列复眼模芯加工的工装装置,其特征在于:所述第三螺纹孔(32)采用直槽口沉孔结构。
6.如权利要求1或2所述的阵列复眼模芯加工的工装装置,其特征在于:在所述斜基座(2)的侧壁上设置有第二螺纹孔(24),所述侧挡块(4)采用螺栓设置在斜基座(2)的侧壁上。
7.如权利要求2所述的阵列复眼模芯加工的工装装置,其特征在于:所述l形直角定位块(31)的高度为3mm、壁厚为3mm。
8.如权利要求1或2所述的阵列复眼模芯加工的工装装置,其特征在于:所述定位凸筋(33)的宽度为6mm、深度为2.8mm。
9.如权利要求1或2所述的阵列复眼模芯加工的工装装置,其特征在于:所述通槽(22)的宽度为6mm、深度为3mm。
10.如权利要求2所述的阵列复眼模芯加工的工装装置,其特征在于:所述l形直角定位块(31)的尖角处(34)清根加工。
技术总结本技术提供一种结构简单、操作方便的阵列复眼模芯加工的工装装置。阵列复眼模芯加工的工装装置,包括基板、斜基座、模芯定位座和侧挡块,斜基座设置在基板上,斜基座的上表面设置有斜面,在斜面上设置有通槽,模芯定位座底部设置有与通槽匹配的定位凸筋,模芯定位座设置在斜基座上,侧挡块设置在斜基座的侧壁上。本技术有效解决球刀加工模芯的复眼面的中心线速度为0导致的加工痕迹,实现一次装夹定位连续快换加工多个模芯,提高研磨性能、产品精度以及装夹效率;本技术用于玻璃高温模压复眼透镜的模具中模芯的制备,结构简单、操作方便,可实现复眼倾斜角度加工,以达到低成本、高精度的复眼模芯的单元加工。技术研发人员:田镜受保护的技术使用者:成都光明光学元件有限公司技术研发日:20231115技术公布日:2024/8/16本文地址:https://www.jishuxx.com/zhuanli/20240819/276400.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种立式抛丸机的制作方法
下一篇
返回列表