一种空调压缩机电机组装系统的制作方法
- 国知局
- 2024-08-19 14:56:20
本技术涉及空调压缩机电机生产设备领域,具体涉及一种空调压缩机电机组装系统。
背景技术:
1、近年来,随着地球变暖全球气温逐年不断升高,全世界范围内空调的需求量也是不断增大。压缩机是空调的核心器件,它由单相电动机和压缩机两部分组成。因此,随着空调机需求量增大其配件空调压缩机电机的需求量也在不断增长。行业内现有的空调压缩机电机组装工艺大部分为人工操作,不仅组装效率比较低下,而且具有一定的安全隐患,同时组装精度有时也达不到要求,无法控制组装质量。另外,采用人工组装在当今人工成本比较高的情况下,也会增加空调压缩机电机的制造成本。
2、有鉴于此,本发明人针对现有技术中的上述缺陷深入研究,遂有本案产生。
技术实现思路
1、为解决上述技术问题,我们提出了一种空调压缩机电机组装系统,能够监控实时数据,掌握组装最新状态,保证组装精度、速度,减少人力成本,提升生产效率,实现高效率自动化装配。
2、为达到上述目的,本实用新型的技术方案如下:
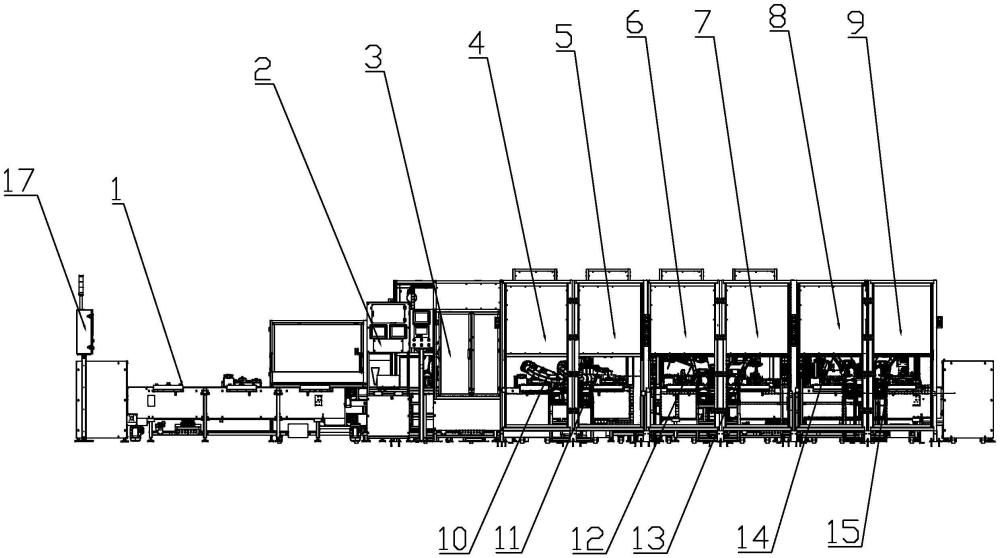
3、一种空调压缩机电机组装系统,包括循环输送线、ccd视角定子检查设备、机械手定子涂油装置、定子轴承压入设备、转子压入机构、转子轴承压入设备、密封圈点胶设备、密封圈压装设备、壳体压入机构、第一搬运六轴机器人、第二搬运六轴机器人、第三搬运六轴机器人、第四搬运六轴机器人、第五搬运六轴机器人、下料六轴机械人、中转平台和智能控制箱;所述循环输送线包括上下平行设置的上层输送线和下层输送线,且循环输送线在首端处空出一段,所述ccd视角定子检查设备、机械手定子涂油装置、定子轴承压入设备、转子压入机构、转子轴承压入设备、密封圈点胶设备和密封圈压装设备依次设置在循环输送线后侧,所述第一搬运六轴机器人、第二搬运六轴机器人、第三搬运六轴机器人、第四搬运六轴机器人、第五搬运六轴机器人和下料六轴机械人依次设置在循环输送线的前侧,且第一搬运六轴机器人和第二搬运六轴机器人之间、第二搬运六轴机器人和第三搬运六轴机器人之间、第三搬运六轴机器人和第四搬运六轴机器人之间、第四搬运六轴机器人和第五搬运六轴机器人之间、第五搬运六轴机器人和下料六轴机械人之间靠近上层输送线处均设有中转平台,所述智能控制箱设置在所述循环输送线的首端前侧。
4、优选的,所述ccd视角定子检查设备包括机架、光源支架、光源、相机安装板和相机,所述光源支架固定在机架内上部,所述光源固定在光源支架上,并使其朝下照射,所述相机安装板固定在机架内中部,所述相机固定在相机安装板中部,并将其镜头朝向下方。
5、优选的,所述机械手定子涂油装置包括机台、涂油机器人和供油机构,所述机台靠近所述循环输送线设置,且机台上设置有涂油机器人,所述供油机构固定在所述机台的后侧角落上方。
6、优选的,所述定子轴承压入设备包括机箱、定子轴承定位组件和定子轴承压入组件,所述定子轴承压入组件设置在所述机箱内中部上方,所述定子轴承定位组件设置在机箱内中部下方,且定子轴承定位组件靠近所述上层输送线后侧设置。
7、优选的,所述转子压入机构包括外箱、转子压机和定子定位组件,所述转子压机设于所述外箱内上部,所述定子定位组件设于所述外箱内下部。
8、优选的,所述转子轴承压入设备包括机壳、转子轴承定位组件和转子轴承压入组件,所述转子轴承压入组件设置在所述机壳内中部上方,所述转子轴承定位组件设置在机壳内中部下方,且转子轴承定位组件靠近所述上层输送线后侧设置。
9、优选的,所述密封圈点胶设备包括外框架、密封圈定位组件、点胶组件和沁润组件,所述密封圈定位组件设置在所述外框架内中部,所述点胶组件设置在所述外框架内上部,并位于密封圈定位组件的正上方,所述沁润组件设置在所述外框架的内侧壁上,并位于所述密封圈定位组件和点胶组件之间旁侧。
10、优选的,所述密封圈压装设备包括型材框架、支撑平台、检测组件和压装组件,所述支撑平台固定在所述型材框架内中部,支撑平台上一侧固定有支撑座,支撑座的上方设有所述压装组件,支撑平台上另一侧向上设置有检测组件。
11、通过上述技术方案,本实用新型通过包括循环输送线、ccd视角定子检查设备、机械手定子涂油装置、定子轴承压入设备、转子压入机构、转子轴承压入设备、密封圈点胶设备、密封圈压装设备、壳体压入机构、第一搬运六轴机器人、第二搬运六轴机器人、第三搬运六轴机器人、第四搬运六轴机器人、第五搬运六轴机器人、下料六轴机械人、中转平台和智能控制箱;循环输送线包括上下平行设置的上层输送线和下层输送线,只需人工将空调压缩机电机的零部件安放托盘对应的位置后放在循环输送线首端的上层输送线上,然后通过第一搬运六轴机器人、第二搬运六轴机器人、第三搬运六轴机器人、第四搬运六轴机器人、第五搬运六轴机器人和下料六轴机械人的配合,依次经过ccd视角定子检查设备、机械手定子涂油装置、定子轴承压入设备、转子压入机构、转子轴承压入设备、密封圈点胶设备、密封圈压装设备和壳体压入机构,分别依次进行ccd视角定子检查、定子涂油、定子轴承压入、转子压入、转子轴承压入、密封圈点胶、密封圈压装和壳体压入,从而了对空调压缩机电机的自动化组装,在组装完成后托盘从下层输送线再输送到循环输送线的首端,实现了全自动化、一体化装配,保证装配精度和装配品质,全程无需人工干预,减少人员使用、降低人工成本,操控简单,提高效率。同时降低了人工成本,减少装配失误率,保证高精度、高效率、高实时性,以应对更高要求的生产计划。也便于监控实时数据,掌握生产最新状态,保证组装精度、速度,减少人力成本,提升生产效率,实现高效率自动化装配。
技术特征:1.一种空调压缩机电机组装系统,其特征在于,包括循环输送线、ccd视角定子检查设备、机械手定子涂油装置、定子轴承压入设备、转子压入机构、转子轴承压入设备、密封圈点胶设备、密封圈压装设备、壳体压入机构、第一搬运六轴机器人、第二搬运六轴机器人、第三搬运六轴机器人、第四搬运六轴机器人、第五搬运六轴机器人、下料六轴机械人、中转平台和智能控制箱;所述循环输送线包括上下平行设置的上层输送线和下层输送线,且循环输送线在首端处空出一段,所述ccd视角定子检查设备、机械手定子涂油装置、定子轴承压入设备、转子压入机构、转子轴承压入设备、密封圈点胶设备和密封圈压装设备依次设置在循环输送线后侧,所述第一搬运六轴机器人、第二搬运六轴机器人、第三搬运六轴机器人、第四搬运六轴机器人、第五搬运六轴机器人和下料六轴机械人依次设置在循环输送线的前侧,且第一搬运六轴机器人和第二搬运六轴机器人之间、第二搬运六轴机器人和第三搬运六轴机器人之间、第三搬运六轴机器人和第四搬运六轴机器人之间、第四搬运六轴机器人和第五搬运六轴机器人之间、第五搬运六轴机器人和下料六轴机械人之间靠近上层输送线处均设有中转平台,所述智能控制箱设置在所述循环输送线的首端前侧。
2.根据权利要求1所述的一种空调压缩机电机组装系统,其特征在于,所述ccd视角定子检查设备包括机架、光源支架、光源、相机安装板和相机,所述光源支架固定在机架内上部,所述光源固定在光源支架上,并使其朝下照射,所述相机安装板固定在机架内中部,所述相机固定在相机安装板中部,并将其镜头朝向下方。
3.根据权利要求2所述的一种空调压缩机电机组装系统,其特征在于,所述机械手定子涂油装置包括机台、涂油机器人和供油机构,所述机台靠近所述循环输送线设置,且机台上设置有涂油机器人,所述供油机构固定在所述机台的后侧角落上方。
4.根据权利要求3所述的一种空调压缩机电机组装系统,其特征在于,所述定子轴承压入设备包括机箱、定子轴承定位组件和定子轴承压入组件,所述定子轴承压入组件设置在所述机箱内中部上方,所述定子轴承定位组件设置在机箱内中部下方,且定子轴承定位组件靠近所述上层输送线后侧设置。
5.根据权利要求4所述的一种空调压缩机电机组装系统,其特征在于,所述转子压入机构包括外箱、转子压机和定子定位组件,所述转子压机设于所述外箱内上部,所述定子定位组件设于所述外箱内下部。
6.根据权利要求5所述的一种空调压缩机电机组装系统,其特征在于,所述转子轴承压入设备包括机壳、转子轴承定位组件和转子轴承压入组件,所述转子轴承压入组件设置在所述机壳内中部上方,所述转子轴承定位组件设置在机壳内中部下方,且转子轴承定位组件靠近所述上层输送线后侧设置。
7.根据权利要求6所述的一种空调压缩机电机组装系统,其特征在于,所述密封圈点胶设备包括外框架、密封圈定位组件、点胶组件和沁润组件,所述密封圈定位组件设置在所述外框架内中部,所述点胶组件设置在所述外框架内上部,并位于密封圈定位组件的正上方,所述沁润组件设置在所述外框架的内侧壁上,并位于所述密封圈定位组件和点胶组件之间旁侧。
8.根据权利要求7所述的一种空调压缩机电机组装系统,其特征在于,所述密封圈压装设备包括型材框架、支撑平台、检测组件和压装组件,所述支撑平台固定在所述型材框架内中部,支撑平台上一侧固定有支撑座,支撑座的上方设有所述压装组件,支撑平台上另一侧向上设置有检测组件。
技术总结本空调压缩机电机组装系统,包括设置在循环输送线后侧的CCD视角定子检查设备、机械手定子涂油装置、定子轴承压入设备、转子压入机构、转子轴承压入设备、密封圈点胶设备、密封圈压装设备、壳体压入机构和设置在循环输送线前侧的第一搬运六轴机器人、第二搬运六轴机器人、第三搬运六轴机器人、第四搬运六轴机器人、第五搬运六轴机器人、下料六轴机械人、中转平台和智能控制箱;循环输送线首端处空出一段,且第一搬运六轴机器人、第二搬运六轴机器人、第三搬运六轴机器人、第四搬运六轴机器人、第五搬运六轴机器人、下料六轴机械人之间靠近上层输送线处均设有中转平台。能够实现高效率自动化装配,保证组装精度,减少人力成本,提升生产效率。技术研发人员:吴海迪受保护的技术使用者:苏州天奇安激光设备有限公司技术研发日:20231207技术公布日:2024/8/16本文地址:https://www.jishuxx.com/zhuanli/20240819/276878.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表