一种电池模组及其装配方法与流程
- 国知局
- 2024-08-22 14:23:25
本发明涉及电池,尤其是指一种电池模组及其装配方法。
背景技术:
1、电池在使用过程中,极片会不断膨胀,同时伴随着一些副反应的发生,最终都会导致对pack紧固件的挤压力越来越大。近几年随着新能源产业的快速发展,相应的安全事故也频发。这也要求电池原材料、电池设计、pack设计、bms控制等都要尽可能地提高安全性,规避安全风险。对于两轮车来说,出于成本考虑,目前的应对方案主要还是通过增加紧固件的抗拉强度来应对。
2、然而,现有的方案中,电池本身承受的应力并没有减少,到生命周期后期很可能导致结构件破坏,存在漏液的风险。并且持续增加的挤压力对于电池的寿命也会存在负面影响。此外,在一些极端情况下,当电芯失效之后,现有的pack设计也会导致短时间热量和应力的持续累积,存在发生热失控的风险。
技术实现思路
1、为此,本发明所要解决的技术问题在于克服现有技术中的不足,提供一种电池模组及其装配方法,能够在电池短时间内应力急剧增加时,使得紧固件的束缚功能失效,电池模组的连接件自动断路,从而有效避免热失控发生;有利于整个电池模组应力和热量的释放,从而提升电池的循环寿命,降低电池模组的漏液风险,避免发生安全事故。
2、为解决上述技术问题,本发明提供了一种电池模组,包括,
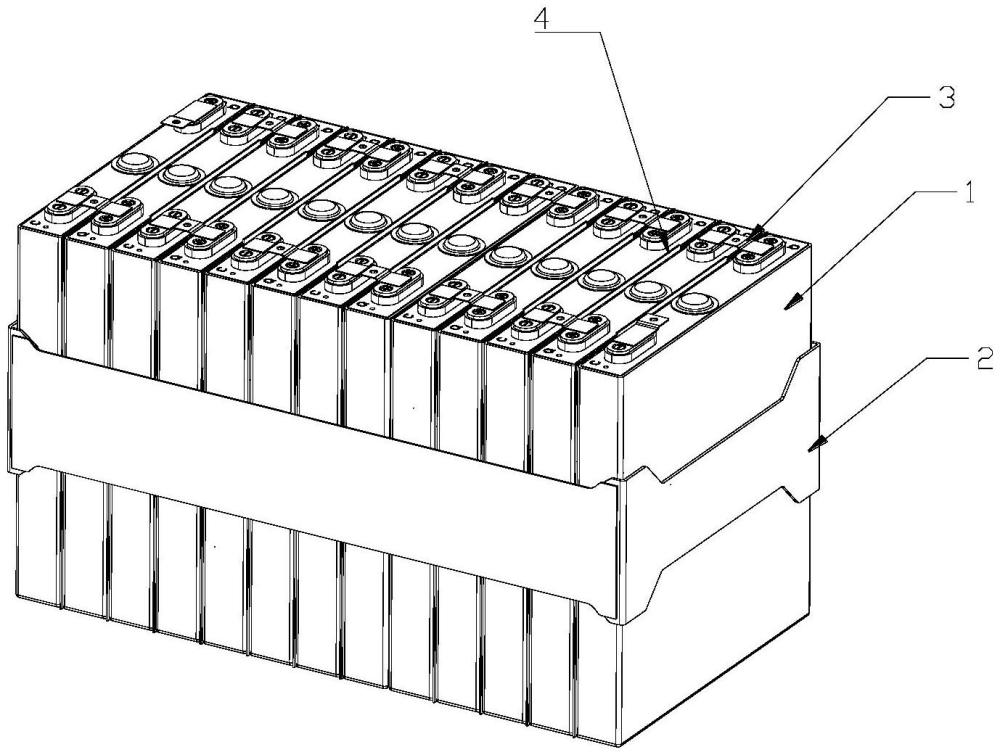
3、电池单元,其包括多个电池单体,多个所述电池单体沿第一方向依次排布;
4、紧固件,其围绕设置于所述电池单元的外围,所述紧固件用于束缚所述电池单元,所述电池单元对所述紧固件的挤压力的大小为f,所述挤压力f的大小范围为f1≤f≤f2,所述紧固件能够承载的最大拉力为f3;
5、连接件单元,其包括多个连接件,相邻设置的两个所述电池单体通过所述连接件电连接,所述连接件与所述电池单体之间的焊接拉力为f4,所述焊接拉力f4≤f1;
6、当所述紧固件承受的拉力超过所述紧固件能够承载的最大拉力f3时,所述紧固件断裂,同时所述连接件断开,所述电池模组断路。
7、在本发明的一个实施例中,还包括缓冲单元,所述缓冲单元包括缓冲件,所述缓冲件设置于相邻的两个所述电池单体之间,或/和,所述缓冲件设置于所述电池单体与所述紧固件之间。
8、在本发明的一个实施例中,所述缓冲件包括缓冲垫,所述缓冲垫的材质包括pp、mpp、tpu、pvdf、发泡泡棉、硅胶材料中的一种或几种。
9、在本发明的一个实施例中,多个所述电池单体之间相互并联后再串联,前一个所述电池单体的正极与后一个所述电池单体的负极通过所述连接件首尾连接。
10、在本发明的一个实施例中,所述连接件包括镍带,所述镍带与所述电池单体的极柱焊接。
11、在本发明的一个实施例中,所述f1的数值范围为1000-3000n,所述f2的数值范围是4000-8000n。
12、本发明还提供了一种电池模组的装配方法,所述装配方法用于装配如上所述的电池模组,所述装配方法包括:
13、步骤s1,将多个电池单体沿第一方向排列,形成预安装状态的电池模组;
14、步骤s2,通过紧固件2将所述预安装状态的电池模组进行固定,形成电池模组,对所述电池模组施加压力f,测试或评估所述电池模组在工作过程中,所述紧固件2受到的挤压力的变化区间,将所述变化区间记录为f1至f2,其中f1≤f≤f2;
15、步骤s3,焊接所述紧固件,并控制所述紧固件承受的挤压力上限为f3,其中f3>f2;
16、步骤s4,通过连接件对相邻的所述电池单体进行连接,控制所述连接件的焊接拉力为f4,其中f4<f1;
17、步骤s5,完成其余结构的装配。
18、在本发明的一个实施例中,在所述步骤s1中,在相邻的两个所述电池单体之间设置缓冲件,使相邻的两个所述电池单体之间相互隔离。
19、在本发明的一个实施例中,在所述步骤s4中,将所述连接件与所述电池单体的极柱焊接连接。
20、在本发明的一个实施例中,在所述步骤s5中,对电气系统、热管理系统、bms系统以及箱体进行装配。
21、本发明的上述技术方案相比现有技术具有以下优点:
22、本发明所述的一种电池模组,设有电池单元、紧固件以及连接件单元,电池单元包括多个电池单体,多个电池单体收容于紧固件中,在电池单元的整个生命周期内,电池单元对紧固件的挤压力的范围为f1-f2之间,紧固件能够承载的最大拉力大小为f3,f3>f2,相邻的电池单体之间通过连接件实现电连接,连接件与电池单体之间的焊接拉力为f4,f4≤f1,电池单体在正常的工作过程中对紧固件的挤压力在指定的范围内波动,从而保证电池在发生异常或即将发生异常时,电池单元对紧固件的瞬时挤压力超出紧固件能承受的上限,从而紧固件断裂,并且电池单体之间的连接件断开,整个电池模组断路,有效避免热失控发生,并且有利于整个电池模组应力和热量的释放,从而提升电池的循环寿命,降低电池模组的漏液风险,避免发生安全事故。
技术特征:1.一种电池模组,其特征在于:包括,
2.根据权利要求1所述的一种电池模组,其特征在于:还包括缓冲单元,所述缓冲单元包括缓冲件,所述缓冲件设置于相邻的两个所述电池单体之间,或/和,所述缓冲件设置于所述电池单体与所述紧固件之间。
3.根据权利要求2所述的一种电池模组,其特征在于:所述缓冲件包括缓冲垫,所述缓冲垫的材质包括pp、mpp、tpu、pvdf、发泡泡棉、硅胶材料中的一种或几种。
4.根据权利要求1所述的一种电池模组,其特征在于:多个所述电池单体之间相互并联后再串联,前一个所述电池单体的正极与后一个所述电池单体的负极通过所述连接件首尾连接。
5.根据权利要求1或4所述的一种电池模组,其特征在于:所述连接件包括镍带,所述镍带与所述电池单体的极柱焊接。
6.根据权利要求1所述的一种电池模组,其特征在于:所述f1的数值范围为1000-3000n,所述f2的数值范围是4000-8000n。
7.一种电池模组的装配方法,其特征在于:所述装配方法用于装配如权利要求1-6中任意一项所述的电池模组,所述装配方法包括:
8.根据权利要求7所述的一种电池模组的装配方法,其特征在于:在所述步骤s1中,在相邻的两个所述电池单体之间设置缓冲件,使相邻的两个所述电池单体之间相互隔离。
9.根据权利要求7所述的一种电池模组的装配方法,其特征在于:在所述步骤s4中,将所述连接件与所述电池单体的极柱焊接连接。
10.根据权利要求7所述的一种电池模组的装配方法,其特征在于:在所述步骤s5中,对电气系统、热管理系统、bms系统以及箱体进行装配。
技术总结本发明涉及一种电池模组及其装配方法,包括电池单元,其包括多个电池单体,多个所述电池单体沿第一方向依次排布;紧固件,其围绕设置于电池单元的外围,紧固件用于束缚所述电池单元,所述电池单元对紧固件的挤压力的大小为F,挤压力F的大小范围为F1≤F≤F2,紧固件能够承载的最大拉力为F3;连接件单元,相邻设置的两个电池单体通过所述连接件电连接,连接件与所述电池单体之间的焊接拉力为F4,焊接拉力F4≤F1。本发明能够在电池短时间内应力急剧增加时,使得紧固件的束缚功能失效,连接件自动断路,从而有效避免热失控发生;有利于整个电池模组应力和热量的释放,从而提升电池的循环寿命,降低电池模组的漏液风险,避免发生安全事故。技术研发人员:谈亚军,程凯,沈左松,刘秋艳受保护的技术使用者:星恒电源股份有限公司技术研发日:技术公布日:2024/8/20本文地址:https://www.jishuxx.com/zhuanli/20240822/278503.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表