一种换热管焊接密封性检测系统及方法与流程
- 国知局
- 2024-08-22 14:40:06
本发明涉及气密检测,尤其涉及一种换热管焊接密封性检测系统及方法。
背景技术:
1、换热管组件通常是换热器上的重要部件,对其性能和效率起着关键作用。图1和图2示出了一种换热管组件,其由换热管01和管板02组成,换热管01在塞入管板02上的安装孔后膨胀固定,然后再对换热管01和管板02的缝隙处进行焊接,将换热管01和管板02之间密封住。
2、为了保证换热管01和管板02缝隙处在焊接后的密封性,就需要在焊接完成后对其进行检测。现有的检测手段通常需要将换热管组件移动到检测设备处,然后封堵住各个换热管01后,在管板02的一侧加水或加压空气来进行检测,这种检测方式不仅需要大型的检测设备,并且一旦出现泄露很难快速确定泄露位置,因此检测效率较低且成本较高。
技术实现思路
1、本发明提供了一种换热管焊接密封性检测系统及方法,可以有效地解决现有换热管焊接密封性检测效率低且成本高的问题。
2、本发明提供的一种换热管焊接密封性检测系统,包括:
3、固定板,与管板固定连接;
4、多个检测组件,设置在固定板上,且与换热管一一对应;
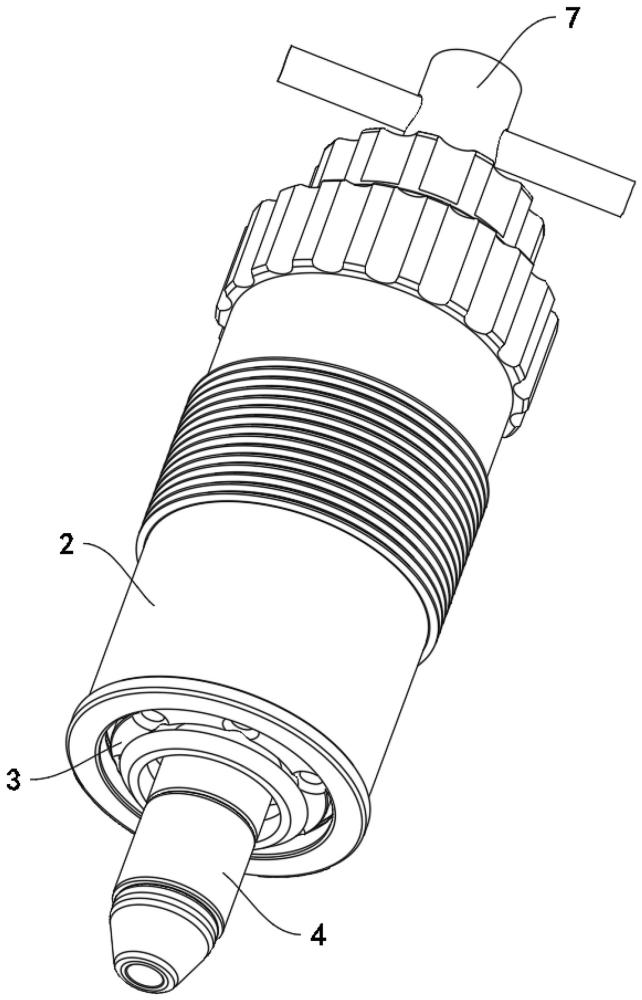
5、每个检测组件包括:
6、套管,外侧设置第一螺纹,且第一螺纹旋接在固定板上;套管朝向管板的端面设置密封垫;
7、安装座,固定安装在套管朝向管板的一端;安装座上设置沿套管轴向贯通的通气孔;
8、堵头,设置在安装座上,用于封堵换热管;
9、活塞,在套管内滑动,且在安装座远离管板的一侧滑动;活塞侧面设置有与套管内壁贴合的密封圈;
10、第一弹簧,设置在活塞和安装座之间;
11、推杆,从套管远离管板的一端伸入套管内并抵住活塞端面。
12、进一步地,安装座的外侧面设置第二螺纹,且第二螺纹旋接在套管的内壁。
13、进一步地,安装座设置有朝向和/或远离管板方向延伸的延伸段。
14、进一步地,堵头包括:
15、滑杆,在安装座上滑动,且沿套管轴向滑动;滑杆的两端均延伸至安装座外侧,且滑杆靠近套管的一端设置抵接盘;
16、橡胶套,套设在滑杆上,且一端固定在安装座上,另一端固定在滑杆远离套管的一端;
17、第二弹簧,套设在滑杆上,且设置在抵接盘和安装座之间。
18、进一步地,滑杆远离套管的一端设置引导块,引导块朝向远离套管方向直径逐渐减小。
19、进一步地,安装座设置安装法兰;橡胶套的一端被安装法兰和安装座端面夹紧;橡胶套的另一端被引导块端面和滑杆端面夹紧。
20、进一步地,套管远离管板一端设置限位套,限位套的外侧设置第三螺纹,第三螺纹旋接在套管的内壁;推杆穿过限位套。
21、进一步地,限位套上设置沿套管轴向贯通的引导槽;推杆上设置径向延伸的延伸块;延伸块的宽度小于引导槽的宽度。
22、进一步地,活塞朝向推杆的一端中心处设置容纳孔,推杆朝向活塞的一端设置限位柱,限位柱伸入容纳孔中。
23、本发明还提供一种换热管焊接密封性检测方法,使用上述的换热管焊接密封性检测系统,步骤包括:
24、s10:将所有检测组件的套管旋在固定板上,然后推动推杆,使推杆带动活塞移动将第一弹簧压紧,并保持住活塞压紧第一弹簧的状态;
25、s20:将固定板安装到管板上,此时检测组件与管板之间形成一段间距,堵头对准换热管管口;
26、s30:旋转套管使套管往管板方向移动,直至密封垫抵住端面;
27、s40:取走推杆,被压紧的第一弹簧带动活塞向远离管板的方向移动,使套管内活塞与管板之间的空间增加、气压减小;最终第一弹簧会将活塞推动至套管管口处;
28、s50:在经过一段时间后,观察各个检测组件的活塞是否从套管内掉落,如果掉落则说明对应的换热管的焊接密封性不合格。
29、通过本发明的技术方案,可实现以下技术效果:
30、1.本发明通过特殊设计的检测组件,能够简化检测过程,操作人员只需进行简单的设备安装和启动,即可完成检测工作,降低了对高技能操作人员的依赖,并且能够大大提高检测效率。
31、2.本发明的检测组件能够直观地显示出泄漏点,从而极大缩短了检测时间,提高了检测效率。
32、3.本发明使检测过程能够摆脱对大型专用检测设备的依赖,在换热管的焊接位置就可以使用本发明进行测试,并且在发现不合格处时能够立刻进行补焊,极大提升了生产效率。
技术特征:1.一种换热管焊接密封性检测系统,其特征在于,包括:
2.根据权利要求1所述的换热管焊接密封性检测系统,其特征在于,所述安装座(3)的外侧面设置第二螺纹,且所述第二螺纹旋接在所述套管(2)的内壁。
3.根据权利要求1所述的换热管焊接密封性检测系统,其特征在于,所述安装座(3)设置有朝向和/或远离管板方向延伸的延伸段(32)。
4.根据权利要求1所述的换热管焊接密封性检测系统,其特征在于,所述堵头(4)包括:
5.根据权利要求4所述的换热管焊接密封性检测系统,其特征在于,所述滑杆(41)远离所述套管(2)的一端设置引导块(44),所述引导块(44)朝向远离所述套管(2)方向直径逐渐减小。
6.根据权利要求5所述的换热管焊接密封性检测系统,其特征在于,所述安装座(3)设置安装法兰(33);所述橡胶套(42)的一端被所述安装法兰(33)和所述安装座(3)端面夹紧;所述橡胶套(42)的另一端被所述引导块(44)端面和所述滑杆(41)端面夹紧。
7.根据权利要求1所述的换热管焊接密封性检测系统,其特征在于,所述套管(2)远离管板一端设置限位套(22),所述限位套(22)的外侧设置第三螺纹,所述第三螺纹旋接在所述套管(2)的内壁;所述推杆(7)穿过所述限位套(22)。
8.根据权利要求7所述的换热管焊接密封性检测系统,其特征在于,所述限位套(22)上设置沿所述套管(2)轴向贯通的引导槽(23);所述推杆(7)上设置径向延伸的延伸块(71);所述延伸块(71)的宽度小于所述引导槽(23)的宽度。
9.根据权利要求8所述的换热管焊接密封性检测系统,其特征在于,所述活塞(5)朝向所述推杆(7)的一端中心处设置容纳孔(51),所述推杆(7)朝向所述活塞(5)的一端设置限位柱(72),所述限位柱(72)伸入所述容纳孔(51)中。
10.一种换热管焊接密封性检测方法,其特征在于,使用如权利要求1~9任一项所述的换热管焊接密封性检测系统,步骤包括:
技术总结本发明涉及气密检测技术领域,尤其涉及一种换热管焊接密封性检测系统及方法,系统包括固定板,与管板固定连接;多个检测组件,设置在固定板上,且与换热管一一对应;每个检测组件包括:套管,外侧设置第一螺纹,且第一螺纹旋接在固定板上;套管朝向管板的端面设置密封垫;安装座,固定安装在套管朝向管板的一端;安装座上设置沿套管轴向贯通的通气孔;堵头,设置在安装座上,用于封堵换热管;活塞,在套管内滑动,且在安装座远离管板的一侧滑动;活塞侧面设置有与套管内壁贴合的密封圈;第一弹簧,设置在活塞和安装座之间;推杆,从套管远离管板的一端伸入套管内并抵住活塞端面。本发明能够有效提升换热管焊接密封性的检测效率、降低检测成本。技术研发人员:李伟,王振征,陈志强,石正平,顾伟杨受保护的技术使用者:风凯换热器制造(常州)有限公司技术研发日:技术公布日:2024/8/20本文地址:https://www.jishuxx.com/zhuanli/20240822/279421.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表